核電站主回路系統(tǒng)主要設(shè)備的射線透照工藝
2012-10-23 05:39:32華雄飛毛羽飛張鐵輝李金強梅義俊
無損檢測 2012年2期
華雄飛,毛羽飛,張鐵輝,李金強,梅義俊,劉 順
(中廣核檢測技術(shù)有限公司,蘇州 215004)
根據(jù)國家核安全法規(guī)HAF 0302《核電廠在役檢查》的要求,核電站在投入運行前需進行一次全檢查,即役前檢查,其結(jié)果作為核電站設(shè)備在役檢查的原始資料和比較依據(jù)。核電站主回路系統(tǒng)由核反應(yīng)堆、主泵、穩(wěn)壓器、蒸汽發(fā)生器和相應(yīng)管道組成,是核電站役前/在役檢查的主要檢測對象。
射線檢測法是指利用射線的穿透性對工件進行拍照,以膠片作為記錄信息介質(zhì)的無損檢測方法,該方法對試件內(nèi)部的宏觀幾何缺陷有很好的檢測效果。射線檢測法是最基本、也是應(yīng)用最為廣泛的一種無損檢測方法。
1 主回路系統(tǒng)主要設(shè)備的射線透照工藝
核島機械設(shè)備的役前射線檢測主要針對其破壞可能導(dǎo)致核島安全受到威脅的主回路系統(tǒng)的壓力邊界,包括反應(yīng)堆壓力容器安全端焊縫、蒸汽發(fā)生器水室和安全端連接異種鋼焊縫、安全端和冷卻劑管連接焊縫、穩(wěn)壓器上封頭與筒體連接焊縫、波動管與下封頭連接焊縫、上封頭接管安全端焊縫等。役前及在役射線檢查中,普遍采用γ源進行透照以縮短曝光時間,從而減少工作人員在役檢查時的受輻照劑量,同時也可更方便地對核島內(nèi)部部件進行透照。
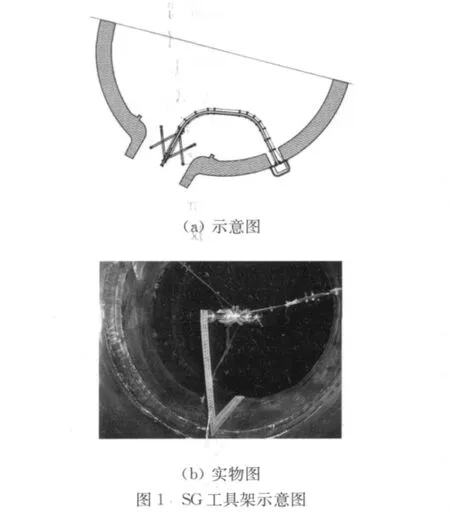
1.1 蒸汽發(fā)生器(SG)
蒸汽發(fā)生器SG是一回路冷卻劑從反應(yīng)堆獲得的熱能傳給二回路工質(zhì)使其變?yōu)檎羝臒峤粨Q設(shè)備,屬于承受高壓的部件,其下封頭為球形封頭,兩側(cè)分別設(shè)有冷卻劑進、出口管嘴和兩個人孔。對水室和安全端異種鋼焊縫、安全端與主管道焊縫均采用γ射線檢查。檢測中使用專用SG工具架,如圖1所示。定位組件可連同輸源管從人孔送入水室,到達接管與主管道的焊縫平面中心,支架一端固定在人孔法蘭面上,另一端通過人孔處的手輪調(diào)節(jié)裝置將互成120°的3組可收放支腿從收攏狀態(tài)調(diào)節(jié)到張開狀態(tài)從而定位在接管內(nèi),再將射線源通過工具架導(dǎo)入,對被檢部位進行曝光。此處的關(guān)鍵在于射線源的對中以及支腿的收放自如,難點在于工具架出現(xiàn)故障,如牽引支腿的鋼絲繩斷線后能將支腿自動收回而無需操作人員進入管道。
SG水室和安全端連接異種鋼金屬焊縫透照時,將源置于接管軸線和焊縫中心線交點處,垂直中心透照;SG水室和安全端連接異種鋼金屬焊縫預(yù)堆邊透照時,源置于接管軸線和焊縫中心線交點向冷卻劑管方向偏移L1處,進行傾斜中心透照,如圖2(a)所示。安全端和冷卻劑管連接焊縫,即同種鋼焊縫透照時,源置于接管軸線和焊縫中心線交點處,垂直中心透照;源置于接管軸線和焊縫中心線交點向異種鋼焊縫方向偏移L2處,傾斜中心透照,如圖2(b)所示。
圖2中偏移距離L1和L2可分別按式(1)和(2)計算:
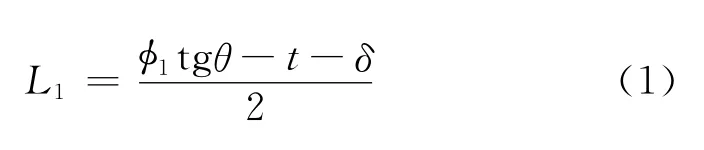


式中L1為異種鋼預(yù)堆邊透照時源偏移距離,mm;L2為同種鋼透照時源偏移距離,mm;φ1為蒸發(fā)器水室和安全端連接異種金屬焊縫內(nèi)徑,mm;φ2為同種鋼焊縫處內(nèi)徑,mm;δ為預(yù)堆邊寬度,mm;t為管內(nèi)焊縫寬度,mm;θ為焊縫坡口角。
嶺澳核電站3,4號機組役前檢查中蒸汽發(fā)生器焊縫射線檢測采用192Ir源,尺寸采用3mm×3mm,進水端和出水端安全端焊縫檢驗均滿足RCC-M對幾何不清晰度不大于0.9mm的要求,像質(zhì)計選用及擺放,增感屏、濾光板、背屏的選用,膠片圖像質(zhì)量及黑度等都需滿足檢測程序要求。透照中,焊縫坡口角θ=10°,則異種鋼預(yù)堆邊透照時源偏移距離L1=57mm,同種鋼透照時源偏移距離L2=69mm。
1.2 反應(yīng)堆壓力容器(RPV)
反應(yīng)堆壓力容器RPV固定和包容堆芯與堆內(nèi)構(gòu)件,使核燃料的裂變反應(yīng)限制在一個密封的空間內(nèi)進行。利用TENIS-G檢查裝置對反應(yīng)堆壓力容器管嘴與安全端異種金屬焊縫及安全端與主管道連接焊縫進行γ射線檢驗,如圖3所示。檢測前必需的各個工藝都需到位,幾何不清晰度計算值滿足RCC-M標準。檢測中將從CITEC公司引進的專用自動檢測工具TENIS-G送入到管嘴指定待檢部位,控制操作面板,對被檢部位進行自動曝光檢查。
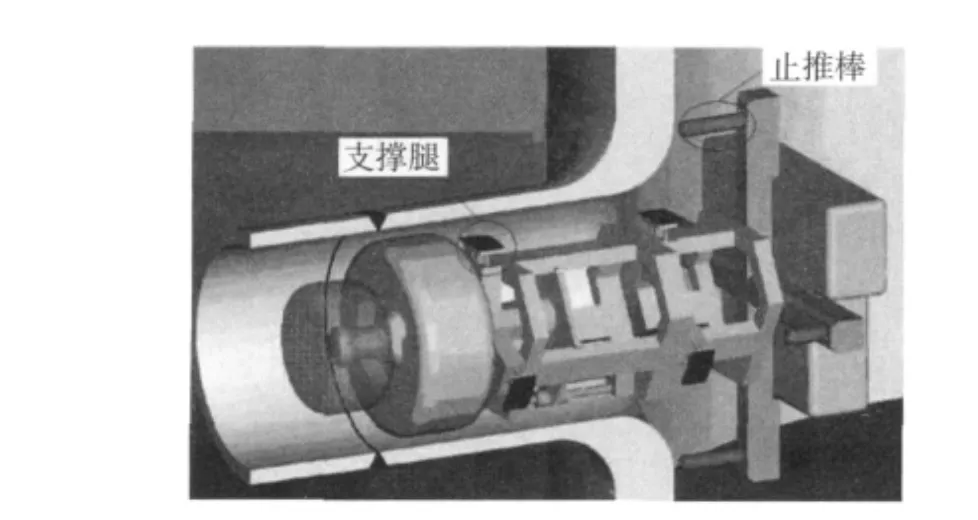
圖3 RPV檢測示意圖
管嘴與安全端連接的異種鋼金屬焊縫透照時,將源置于接管軸線和焊縫中心線交點向安全端側(cè)偏移,進水管偏離焊縫中心線L1處,出水管偏離焊縫中心線L2處,傾斜周向透照預(yù)堆邊焊縫;源置于接管軸線和焊縫中心線交點處,垂直中心透照安全端側(cè)焊縫。安全端與主管道連接焊縫,即同種鋼焊縫透照時,將源置于接管軸線和焊縫中心線交點處,垂直中心透照同種鋼焊縫。具體透照布置如圖4。
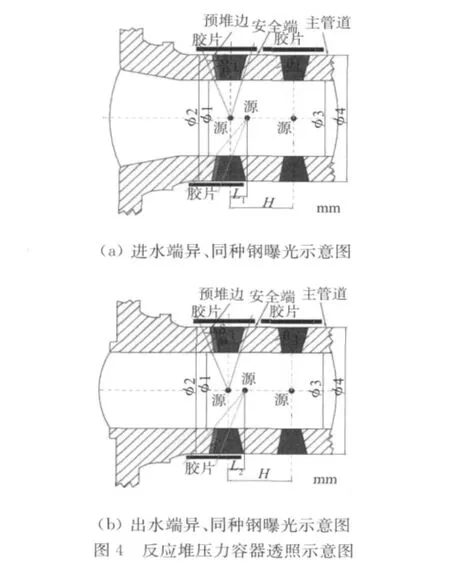
嶺澳核電站3,4號機組役前檢查中反應(yīng)堆壓力容器焊縫射線檢測采用192Ir源,尺寸采用3mm×3mm,焊縫檢驗均滿足RCC-M對幾何不清晰度不大于0.9mm的要求,像質(zhì)計選用及擺放,增感屏、濾光板、背屏的選用,膠片圖像質(zhì)量及黑度等都滿足檢測程序要求。檢測中檢測人員操作及配合須熟練,動作穩(wěn)定;難點在于該設(shè)備在水下作業(yè),易受流體因素影響,且需保證斷電時設(shè)備不至突然中斷而導(dǎo)致脫落受損。透照中,焊縫坡口角θ=6°,同理根據(jù)式(1)和(2)算得進水管偏離焊縫中心線22mm處,出水管偏離焊縫中心線23mm處。
1.3 穩(wěn)壓器PRZ
穩(wěn)壓器PRZ又稱容積補償器,其作用是補償一回路系統(tǒng)冷卻水溫度變化引起回路水容積的變化和調(diào)節(jié)一回路系統(tǒng)冷卻劑的工作壓力。
1.3.1 穩(wěn)壓器接管安全端焊縫射線檢驗
穩(wěn)壓器上封頭泄壓接管、安全閥接管、噴淋接管、下封頭波動管安全端同管嘴連接焊縫進行γ射線檢驗。透照時膠片和射線源位于工件外側(cè),使用專用工具架進行雙壁單影透照,如圖5所示。圖中焦距為最小要求值,可根據(jù)RCC-M要求的最大幾何不清晰度算得。計算幾何不清晰度的公式為:

式中Ug為幾何不清晰度,mm;a為被檢區(qū)內(nèi)表面到膠片的距離,mm;F為源到膠片的距離,mm;d為源的厚度,mm。
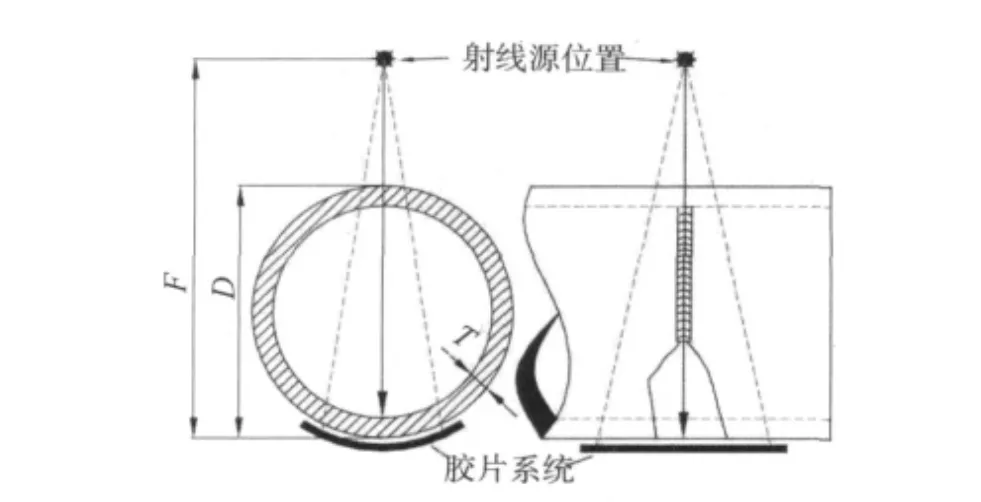
圖5 穩(wěn)壓器接管安全端焊縫透照示意圖

由式(3)可推得焦距為:嶺澳核電站3,4號機組役前檢查中,射線源采用192Ir,尺寸為3mm×3mm,上述幾何不清晰度RCC-M要求不大于0.3mm,其中焊縫厚度依次為30,30,23.8,38mm,焦距的最小要求值分別為330,330,265,420mm。
1.3.2 穩(wěn)壓器筒體接管和封頭連接焊縫射線檢驗
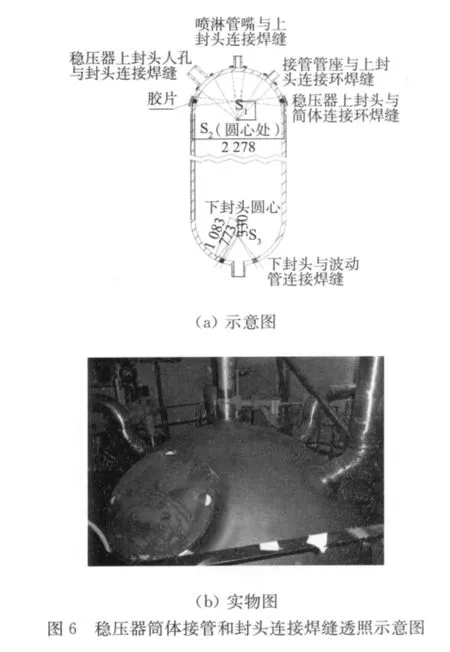
穩(wěn)壓器上封頭與筒體連接環(huán)焊縫,上封頭人孔、泄壓管嘴、噴淋管嘴、3個安全閥管嘴與封頭連接焊縫及下封頭與波動管管嘴連接焊縫進行γ射線檢驗。透照時可分四次進行:
(1)穩(wěn)壓器上封頭與筒體連接環(huán)焊縫射線檢驗時,采用60Coγ射線源機,源放于上封頭和筒體連接環(huán)焊縫橫截面圓心處,使用專用工具架進行中心透照周向曝光。
(2)下封頭與波動管連接焊縫射線檢驗時,使用自主設(shè)計的“釣魚”工具架,射線源定位組件可插入電熱元件第二層支撐板中心孔中,依靠該孔進行徑向與軸向定位,確保位置的可靠性。曝光時采用60Coγ射線源機,源機放在人孔外,源機與射線源定位裝置之間通過輸源管連接,源放于電加熱器隔熱板中心孔圓心下側(cè)距離L處,采用偏心透照周向曝光。
(3)穩(wěn)壓器上封頭人孔、泄壓管嘴、噴淋管嘴、3個安全閥管嘴與上封頭連接焊縫射線檢驗時,采用Co60γ射線源機,源放于上封頭球心處,使用專用工具架進行中心透照全景曝光。
(4)由于人孔與上封頭受工具架的限制,存在不可達區(qū),對該道焊縫采用更換工具架安裝角度進行二次曝光。
圖6所示為嶺澳核電站3,4號機組役前檢查時的曝光示意圖,60Co源尺寸為小于等于5.27mm,幾何不清晰度RCC-M要求不大于0.6mm,曝光時L要經(jīng)式(3)驗算滿足幾何不清晰度要求,還需考慮透照效率以及定位工具架的限制,現(xiàn)場L值采用100mm。
1.3.3 穩(wěn)壓器熱套管射線檢驗
穩(wěn)壓器的噴淋管嘴熱套管和下封頭波動管嘴熱套管可進行γ射線檢驗。
(1)穩(wěn)壓器噴淋接管嘴熱套管 必須在噴淋管連接環(huán)的底片上核實該熱套管的存在狀態(tài)。透照時必須把放射源放置在接管外的連接環(huán)一側(cè),與接管/預(yù)堆邊焊熔合線成一定距離,使得γ射線入射角與對面焊縫/預(yù)堆邊焊熔合線的平面呈θ′夾角,放射源至焊縫中心線的距離為L1,裝有雙層膠片的暗盒放在源的另一側(cè),具體透照布置如圖7(a)。

圖7 穩(wěn)壓器熱套管曝光示意圖
(2)穩(wěn)壓器波動管接管嘴熱套管 必須在波動管連接環(huán)的底片上核實該熱套管的檢驗孔的存在。透照時必須把放射源放置在接管外,與接管/預(yù)堆邊焊熔合線成一定距離,使得γ射線入射角與對面焊縫/預(yù)堆邊焊熔合線的平面呈θ″夾角,放射源至焊縫中心線的距離為L2,裝有雙層膠片的暗盒放在源的另一側(cè),具體透照布置如圖7(b)。
圖7(a)中γ射線入射角與對面焊縫/預(yù)堆邊焊熔合線的平面呈θ′夾角,則可以求出:

式中L為射線源到接管/預(yù)堆邊焊熔合線距離,mm;L1為射線源到焊縫中心線距離,mm;Φ1為熱套管嘴外徑,mm;δ為預(yù)堆邊寬度,mm;t為熱套管管外焊縫寬度,mm;θ為焊縫坡口角;θ′為γ射線入射角與對面焊縫/預(yù)堆邊焊熔合線的平面夾角。
同理,圖7(b)也可按相同方法算得L2和L′。
以嶺澳核電站3,4號機組役前檢查為例,θ,θ′和θ″分別為25°,5°和15°,噴淋管嘴熱套管外徑為152mm,波動管嘴熱套管外徑為381mm,則L和L1分別為55和30mm,L′和L2分別為67和36mm。
2 役前/在役射線檢查技術(shù)的探討
核電站主回路系統(tǒng)射線檢測從檢測器材的準備、檢測的實施、結(jié)果的記錄及驗收是一系列復(fù)雜、細致、嚴格的檢測技術(shù)的結(jié)合,對于如何提高射線檢測質(zhì)量,盡量減少工作時間,降低工作人員的受輻照劑量,筆者提出以下幾方面建議:
(1)優(yōu)化射線檢測中所使用的工具架。工具架的設(shè)計開發(fā)與優(yōu)化是提高射線檢測技術(shù)的重要前提,包括工具架的定位、精度及現(xiàn)場可操作性,還需考慮工具架的重量能否滿足操作人員要求等。
(2)射線源尺寸、活度及位置、焦距、膠片系統(tǒng)、增感屏、濾光板類型、曝光時間等參數(shù)的系統(tǒng)性組合優(yōu)化,從而提高射線底片質(zhì)量。
(3)射線檢測的自動化和實時成像。射線檢測的自動化要求高質(zhì)量的機械和電氣控制系統(tǒng)和相關(guān)軟件的輔助,同時需要嘗試引進和提高實時成像技術(shù)。
3 結(jié)語
核電站主回路系統(tǒng)是核電站役前/在役檢查的主要檢測對象,筆者從射線檢測中透照方式入手,比較系統(tǒng)地介紹了核電站主回路系統(tǒng)的主要設(shè)備蒸汽發(fā)生器SG、反應(yīng)堆壓力容器RPV以及穩(wěn)壓器PRZ的透照方式及實施方法,并對各透照中使用的專用工具架,如SG專用工具架、TENIS-G檢查裝置以及“釣魚”工具架做了介紹。以嶺澳核電站3,4號機組役前檢查順利完成的實際經(jīng)驗為依托,為以后役前/在役檢查打下基礎(chǔ),并為如何提高射線檢測質(zhì)量提了幾點探討性建議。
[1]強天鵬.射線檢測[M].北京:中國勞動社會保障出版社,2007.
[2]周大禹.恰希瑪300MW核電站役前γ射線檢驗[J].無損檢測,2001,23(11):499-501.
[3]夏煥澄,孫凱,劉彧.嶺澳核電站γ射線探傷工藝改進[J].吉林電力,2004(2):24-26.
[4]周大禹.嶺澳核電站役前γ射線檢驗技術(shù)[J].無損檢測,2003,25(10):544-545.
[5]鄭世才.射線實時成像檢測技術(shù)與射線照相檢測技術(shù)的等價性討論[J].無損檢驗,2003,25(10):500-503.
[6]李衍.射線實時成像檢測技術(shù)(4)[J].無損檢測,1996,18(10,11):290-294,324-327.
[7]郭偉燦,馬夏康,毛建軍.鋁合金管道焊縫射線檢驗工藝研究及缺陷評定[J].無損檢測,2004,26(05):239-243.
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
