PCBN刀具斷續切削高強度鋼的實驗研究
2012-10-24 13:07:04朱坤杰黃樹濤許立福
制造技術與機床 2012年12期
關鍵詞:實驗
朱坤杰 黃樹濤 周 麗 許立福
(沈陽理工大學機械工程學院,遼寧沈陽 110159)
PCBN(聚晶立方氮化硼)是一種人工合成的硬度 僅次于金剛石的材料。硬度一般為3 000~5 000 HV,是目前已知的第二硬材料,也是目前市場上切削淬硬鋼性能較好的刀具材料[1]。PCBN刀片在1 200~1 300℃也能保持良好的硬度和化學穩定性[2]。整體式立方氮化硼(PCBN)刀具的出現,解決了早期的復合焊接式立方氮化硼(PCBN)刀具在切削加工硬鑄鐵,斷續硬車淬硬鋼,夾砂、白口鑄鐵這些領域中中遇到的刀片經常崩刃、打刀及抗沖擊性不足等問題。整體立方氮化硼(PCBN)刀片可斷續加工,且遇到硬質點不崩刃,適合粗加工、半精加工,其需要一把刀完成,吃刀深度沒有限制。58SiMn是我國自主研制的高破片率鋼,其強度高硬度高。58SiMn具有良好的淬透性能,穩定的破片性能等使得它在我國炮彈彈體的制造方面得到廣泛應用[3]。大量生產武器需要高效率加工58SiMn,而目前加工鐵系金屬通常采用的硬質合金刀具已很難大幅提高加工效率[4]。本文使用整體PCBN刀具干式車削58SiMn鋼,對PCBN刀具斷續切削58SiMn材料進行了實驗,研究了切削速度、進給量對切削力和表面粗糙度的影響,同時研究了斷續切削時切削速度對刀具損壞形式的影響,及進給速度對切削力和表面粗糙度的影響。
1 實驗條件及方法
1.1 刀具材料
刀片選用整體立方氮化硼刀具,型號為SNMN1204;刀桿型號為CSSNR2525M12,刀具的幾何參數見表1。

表1 刀具幾何參數
1.2 工件材料
選用我國自主研制的炮彈彈體專用鋼58SiMn,由于它的C、Si、Mn含量較高,所以不僅強度和硬度高,合金碳化物和硬質點的數量也相應增加,屬于難加工材料,材料經過淬火處理,其化學成分和力學性能見表2 和表 3[6]。

表2 58SiMn的化學成分 wt/%

表3 58SiMn鋼淬火后的力學性能
1.3 實驗條件
實驗在沈陽第一機床廠生產的CAK6150數控車床上進行,車削示意圖如圖1所示。切削過程為干式切削,實驗采用切削速度V=102.2、145.1、205.7、276.7、389.7、569.9、768.1 m/min,進給量f=0.15、0.2、0.25、0.3、0.35 mm/r,切深ap=0.1 mm。實驗采用單因素實驗。實驗用工件材料截面形狀如圖2所示。


切削力采集系統由瑞士Kistler公司生產的9257B型測力儀、5070型電荷放大器和筆記本電腦組成,用來測量切削過程中3個方向刀具受力。加工表面的表面粗糙度用北京時代公司生產的TR100表面粗糙度儀來檢測。
2 實驗結果與分析
2.1 車削力的分析
2.1.1 車削力信號分析
圖3為不同切削速度下所測得的切削力信號圖。從圖中可以看出,進給力Ff、背向力Fp、主切削力Fc三個方向的力都有一個切入過程和切出過程,波動規律一致,切入過程由于沖擊切削力較大,隨后切削力波動較小,切削力的波動是由機床主軸的跳動、無規則振動、工件材料材質不均勻、毛坯誤差等引起的。
2.1.2 車削力隨切削速度的變化

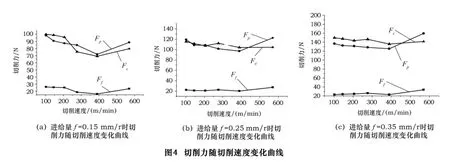
圖4表示進給量為0.15、0.25、0.35 mm/r時平均切削力隨切削速度變化的曲線。圖中切削力是連續10次切削同一棱角的切削力平均值,后面各切削力變化曲線中切削力意義與此相同。由圖可知,切削時主切削力Fc和背向力Fp較大,進給力Ff最小。隨著切削速度提高,3個方向的切削力呈緩慢減小趨勢,這是因為切削速度增高后,摩擦系數減小,剪切角增大,變形系數減小,從而切削力減小。另一方面,切削速度增高,切削溫度也增高,使被加工金屬的強度和硬度降低,也導致切削力的減小,這與文獻[5]用PCBN刀具切削淬硬鋼的研究結論一致。
這種趨勢對應一定的切削速度范圍,當切削速度超過400 m/min時切削力隨切削速度的提高而增大,這是因為當切削速度增加時,塑性變形減小,塑性變形區也縮小,因此,硬化層深度減小。另一方面,切削速度增加時,切削溫度升高,弱化過程加快。但切削速度增高,又會使導熱時間縮短,因而弱化來不及進行。當切削溫度超過Ac3相變溫度(所有鐵素體向奧瓦體轉變)時,表面層組織將產生相變,形成淬火組織。因此,硬化層深度及硬化程度又將增加。硬化層深度先是隨切削速度的增高而減小,然后又隨切削速度的增高而增大。
2.1.3 切削力隨進給量的變化
圖5表示切削速度在102.2、145.1、205.7 m/min時切削力隨進給量的變化曲線。隨著進給量增加,切削面積增加,切削力變大;當進給量超過0.3 mm/r,隨著進給量增加,切削力開始呈現減小趨勢,這是由于隨著進給量增加,切削面積的增加使切屑金屬變形率增大,切削區溫度升高,當進給量超過0.3 mm/r,切削區溫度達到金屬軟化溫度,金屬變軟后導致切削力減小。
2.3 切削速度對刀具損壞形式的影響
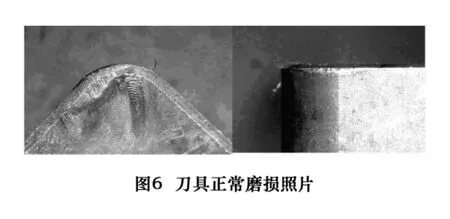
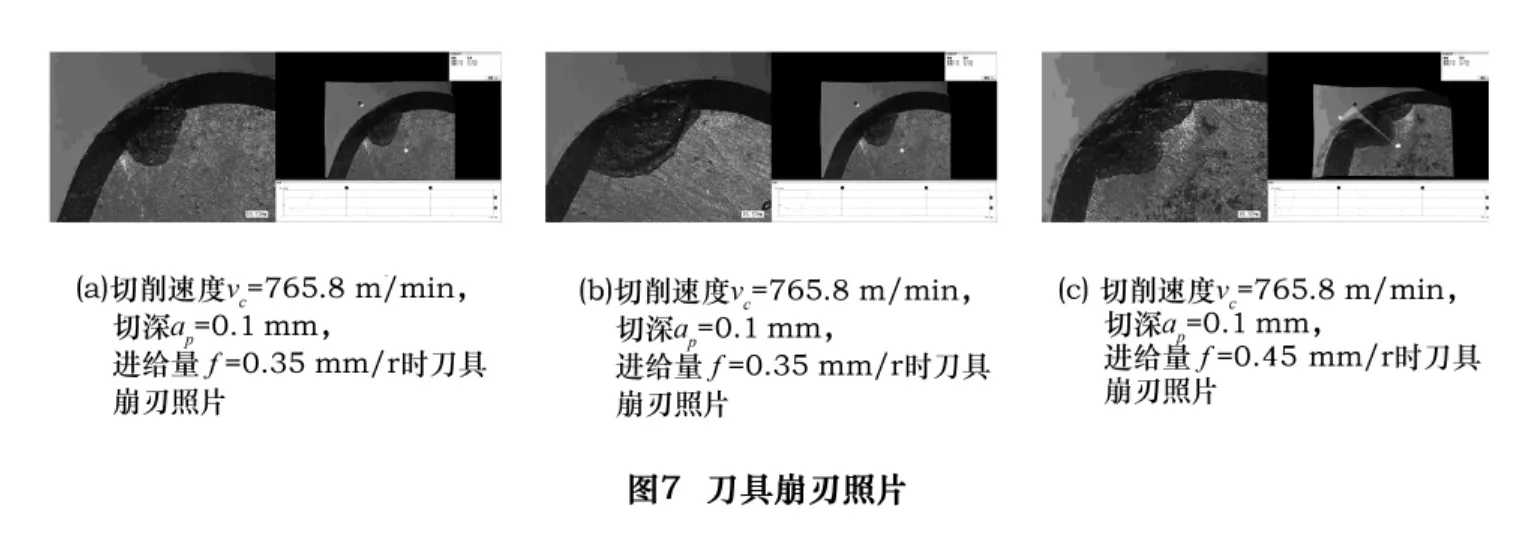
當切削速度低于569.9 m/min時,刀具無崩刃現象。刀具的損壞以正常磨損為主,刀具前后刀面磨損形貌見圖6;當切削速度達765 m/min時,刀具損壞以崩刃為主,刀具崩刃照片見圖7。

(1)低速時斷續切削沖擊較小,不足以使刀具崩刃;隨著切削速度的增高,斷續切削對刀尖的沖擊增大。PCBN刀具屬于硬度高、沖擊韌性較低的刀具。
(2)刀片能在1 200~1 300℃下保持很高的硬度,低速切削下切削區溫度相對高速切削時較低,此時刀片保持很高的硬度;當切削速度增高時切削區溫度持續升高,過高的溫度使刀尖強度下降。
(3)低速時由于切削溫度相對較低,刀片受到的冷熱沖擊較小;切削速度增高,切削區溫度升高,斷續切削時切削行程使刀尖部分溫度迅速增高,空切行程刀尖溫度迅速降低,造成刀尖較大冷熱沖擊導致PCBN刀具過早崩刃。
3 結語
(1)使用整體PCBN刀具斷續加工58SiMn鋼時,沖擊力在主切削力和背向力上表現最為明顯,沖擊幅值較大,嚴重影響刀具使用壽命。
(2)整體PCBN刀具斷續加工58SiMn鋼時,在400 m/min以下切削速度范圍內切削力隨著切削速度增高而減小,當速度超過400 m/min時切削力隨切削速度的增高而增大。
(3)在同一切削速度下,進給量小于0.3 mm/r時,隨著進給量增加,切削力增大;當進給量大于0.3 mm/r,隨著進給量的增加,切削力減小。
(4)切削速度較低時,刀具損壞形式以磨損為主;當切削速度較高時,刀具損壞以崩刃為主。
[1]劉獻禮,袁哲俊,陳波,等.PCBN刀具應用于先進切削工藝研究[J].制造技術與機床,1998(9):22-25.
[2]文東輝.PCBN刀具硬態切削機理及技術[D].大連理工大學,2002.
[3]金成哲,賈春德.正交車銑高強度鋼的刀具耐用度及磨損機理研究[J].工具技術,2005(9):16-18.
[4]李海波,張弘弢,董海,等.PCBN刀片的研究制造現狀及發展[J].工具技術,2007,41(10):10-13.
[5]曹永泉,張弘,董海,等.PCBN刀具干濕切削淬硬鋼對比試驗研究[J].工具技術,2006,40(5):19-21.
[6]張葉成.58SiMn鋼熱成形過程的微觀組織演變模擬[D].重慶:重慶理工大學,2009.
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
