不落輪鏇床碎屑器的設計與改進
2012-10-26 07:42:44南京地鐵運營分公司設備中心張榮勝陸良登李夏歡
河南科技 2012年7期
南京地鐵運營分公司設備中心 張榮勝 陸良登 李夏歡
不落輪鏇床碎屑器的設計與改進
南京地鐵運營分公司設備中心 張榮勝 陸良登 李夏歡

南京地鐵一號線進口的TF2000HD型數控不落輪鏇床,配備了一套碎屑傳送系統。其中的碎屑器,斷屑不徹底,易卡滯、堵塞,造成反復清堵檢修,費時費力。本文,筆者從碎屑器裝置結構分析入手,對刀盤(片)與隔套的材料、加工工藝、外形參數等方面重新設計,改進后,碎屑效果改善顯著。
一、問題概述
從理論上來講,原機床在碎屑傳送系統裝置配置方面考慮是合理的,但在實際使用中效果卻不能令人滿意,特別是碎屑器斷屑不徹底,二片疊裝的刀片、隔套易卡滯、擠壓變形,故而引發傳送帶易堵,維修人員反復清堵檢修,費時費力,如圖1所示。
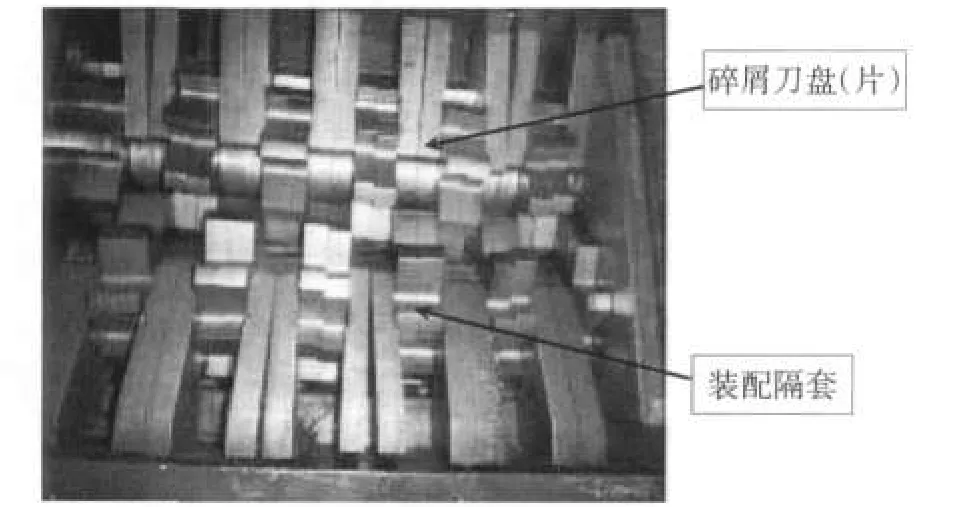
圖 1 原機所配碎屑器
二、首次改進方案
顯然,整套碎屑器必須進行改進。但是原機床生產廠家沒有提供相關圖紙,且廠家因經營困難,已不再提供后續保障和服務。鑒于此,這種改造必須由南京地鐵運營公司自己主導實施。具體的改造方案如下。
1.必須針對性研究地鐵車輛輪對的材料與硬度。南京地鐵一號線使用的電客車輪對由太原重工鋼輪有限公司生產,車輪為鍛鋼輾鋼輪,CL60,采用冷壓工藝壓裝到車軸上,并可通過油壓進行拆卸。車輪基本參數為:在輪輞的表面車有一圈最終鏇輪標記的凹槽;新輪直徑840 mm;半磨耗車輪直徑805 mm;全磨耗車輪直徑770 mm;輪輞寬度135 mm;輪轂寬度170 mm;車輪踏面下5 mm處的硬度為265~295 HBS,踏面下30 mm處的硬度為255~285 HBS。
2.選擇更換鏇修切削刀具(有斷屑槽),保證穩定斷屑;統計、研究在輪對踏面的不同位置上的出屑的卷曲形式,優化選擇主軸轉速、切削量、進刀速度等參數配合,有效控制斷屑。
3.新做的刀片、隔套顯然都必須是整體的,不能采用二片疊裝。
4.制作工藝、裝配過程必須簡潔,保養維護方便,使用壽命長。
基于以上幾點,考慮碎屑的結構、原理,筆者初步設計將碎屑器的主動軸、從動軸截面制作成正六角,去除鍵銷結構;主、從動軸上的螺旋齒刀片(與裝配隔套疊裝)交錯排列;刀片和隔套采用模具鋼,整體淬火,保證硬度;刀片和隔套外形為內孔正六角,刀片采用外八角齒(弧形),保證準確分度加工;主、被動軸上成對的刀片(尖頂外圓最大處)與隔套間距為2 mm,刀片厚度(29.80±0.10)mm,隔套厚度(29.90±0.10)mm。
實際裝配后試運轉,發現同步碎屑,有可能使碎屑過程對軸沖擊加大,易引起電機過載保護,于是將同軸上的刀片弧形齒順次旋轉錯開15°安裝。
三、首次改進后使用情況
改進后的碎屑器在使用一段時間后,發現因刀片端部太尖,易崩尖;而由于整體淬火,崩尖或堆屑會擠碎隔套或刀片。而修復、更換部分損壞的刀片、隔套時,后一批生產的新件與原件偏差較大,在裝配過程中,反復調整不同厚度的刀片、隔套的順序位置,過程復雜,測量困難,且間隙不好控制。
在這里,筆者使用了一個小技巧,將全部可選擇裝配件即刀片、隔套厚度數據填入Excel電子表格,自動計算刀片間的間隙,在一端輸入調節間隙(實際裝配中可以調整的間隙)后,檢查刀片間間隙大小(函數自動計算),拖放刀片、隔套(指厚度尺寸數據),另一端形成自然間隙(也可以在實際裝配中調整),結果如圖2、圖3所示,可選件、裝配間隙、剩余件一目了然。圖中可以看出刀片間隙在0.15 mm左右(圖中為0.12~0.19 mm)。


四、二次改進方案
基于第一次改進后存在的問題,做了以下改進。尖角部分,把倒圓直徑加大,如圖4所示,刀片尖角部分改進對照,虛線為改進前,實線為改進后,仍保持刀片外圓最大直徑(指最大旋轉形成直徑)值不變。
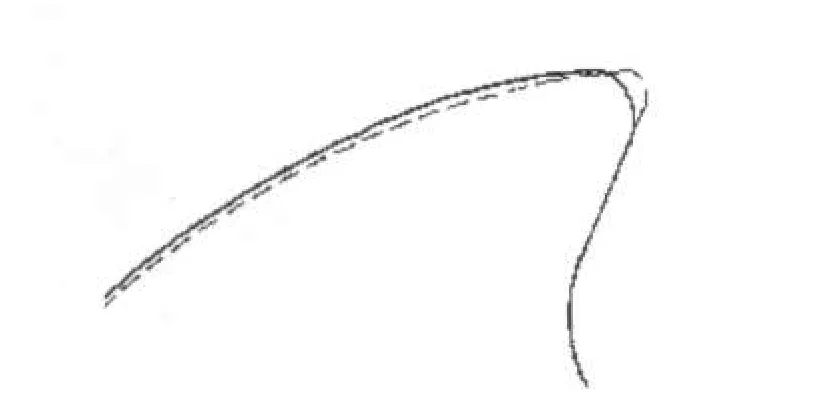
圖 4 片尖角部分改進
刀片與隔套的標準厚度均為29.85 mm(刀片與隔套同時在磨床磨削加工),誤差±0.02 mm;同時,刀片兩面在隔套外圓直徑外加工出0.075 mm臺階,理論上裝配后刀片間軸向自然形成0.15 mm間隙。但在加工中臺階尺寸難以控制,特別是刀片厚度磨削時不穩定,控制不準,甚至不能滿足與六角內孔的垂直度要求。
因此,考慮去掉刀片裝配預留臺階,同時,為保證斷屑效果和便于裝配調整,采用磨床磨削,控制誤差,刀片厚度(29.70± 0.02)mm,隔套厚度(29.84±0.02)mm,使兩軸上的刀片軸向間隙控制在0.10~0.18 mm。穩定形成最終刀片、隔套截面圖的設計如圖5所示。
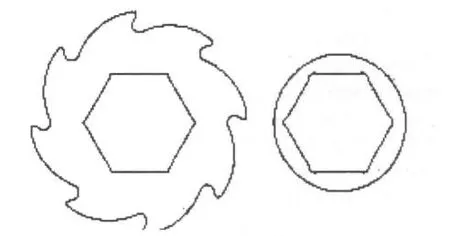
圖 5 最終刀片、隔套
綜合設計、制作試驗,并經實際驗證,具體加工方法、工藝為:采用P20(模具鋼)材料,下料;通過鍛打的手段使其材質結構更加緊密;回火消除內應力,減少加工過程當中產生的應力變形;數控車床車削加工;中走絲線,線切割割出外形;在平面磨床進行面加工厚度到滿足尺寸;表面做氮化處理,表面氮化層的厚度約為0.3 mm,氮化要求保溫至少在72 h以上,使材料原先的硬度從22~28HRC達到58~62HRC。
五、二次改進后使用情況
改進后的刀片、隔套裝配完成后,投入使用,效果非常好。除在不落輪鏇床設備本身正常維護、保養停機時,進行碎屑器傳動部分如齒輪、軸承做潤滑等保養,刀片、隔套部分只做常規緊固檢查、清塵。2年多的應用表明,新的碎屑器運用正常,刀片、隔套再無損壞,已遠遠超過預期要求。
