檢測紙質絕緣材料X射線機的改進
2012-11-09 11:52:52盧國慶吳軍霞
泰州職業技術學院學報 2012年6期
盧國慶,吳軍霞
(泰州新源電工器材有限公司,江蘇泰州225300)
變壓器用紙質絕緣材料是高電壓油浸變壓器中最重要的材料之一,用其生產的產品是變壓器構造的關鍵部位,其結構中存在的金屬雜質、氣隙、厚度均勻性、密度的均勻性,都是影響到變壓器運行的關鍵因素,其電氣性能和質量直接影響變壓器運行的可靠性和變壓器使用壽命。如果紙質絕緣材料中存在雜質,會使電介質內部導電離子增加,使材料的電阻率下降。如果在紙質絕緣材料中留有氣隙,則外加電場多集中在氣泡上,在電場作用下,氣泡先行游離,會引起局部放電,導致絕緣老化,降低絕緣能力[1],嚴重的會在變壓器運行時由于此處的場強變化引起紙質絕緣材料擊穿,造成輸變電設備的故障。因此,保證紙質絕緣材料中無異物、無氣隙和產品厚度、密度均勻一致,成為每個生產紙質絕緣材料廠家生產質量控制的重要環節。然而,由于多種因素的影響,產品中存在異物、氣隙等影響產品質量的缺陷,一直是困繞生產企業的難題。
目前國內生產企業采用X射線機對紙質絕緣材料產品進行檢測,力求達到產品符合變壓器用的標準要求。
1 X射線機檢測紙質絕緣材料的工作原理
X射線是由德國倫琴教授在1895年發現的[2],這種由真空管發出能穿透物體的輻射線,穿透能力強。X射線實際上是一種波長極短、能量很大的電磁波。X射線穿透物質的能力與射線光子的能量有關,X射線的波長越短,光子的能量越大,穿透力越強。經過不同密度物質時,透射光強度不一樣,X射線穿透力與物質密度有關,密度大的物質對X射線的吸收多,透過少;密度小者吸收少,透過多[3]。醫學上利用差別吸收這種性質可以把密度不同的骨骼與肌肉、脂肪等軟組織區分開來,是X射線透視和攝影的物理基礎。
我們使用X射線對紙質絕緣材料進行診斷是用不同物質對于X射線的吸收率不同這一原理。也就是說,根據紙質絕緣材料產品本身的密度和產品中的異物密度、氣隙密度是不同的,在接受X射線檢測時所吸收的X射線也就不同,在熒光屏上或攝影膠片上引起的熒光作用,因而在熒光屏上或攝影膠片上將顯示出不同密度的陰影,我們根據圖像陰影濃淡對比、產品的特點來判斷產品中是否有問題。舉例來看,在對產品進行透視檢測的情況下,如紙質絕緣材料產品中夾有金屬異物,由于紙質絕緣材料產品密度比金屬異物密度小,吸收的X射線少,圖像顯示陰影就淡,金屬異物密度大,吸收的X射線大,圖像顯示陰影就黑,檢測人員會判別出被檢產品中有金屬異物,然后對異物進行定位,從產品找出異物,重新用X射線對產品進行檢測,完成產品的檢測過程,保證產品的質量。同樣檢測產品中的其他異物、產品中的氣隙、產品密度不一致、產品的厚度不均和組裝產品每層之間撐條的粘接質量都是采用上述原理。
2 改進普通醫用X射線機的必要性
在我國七十年代初期,生產變壓器用紙質絕緣材料的企業為了防止產品中存在異物,只能通過手持檢針器對產品進行檢測,由于檢針器只對產品中有較大的磁性異物時才會報警,不能檢測氣隙、厚度不均等缺陷。后來,隨著變壓器電壓等級的提高,變壓器紙質絕緣所承受的場強也隨之提高,尤其是用在直流輸變電用換流變壓器絕緣中,對紙質絕緣材料產品的質量要求也不斷提高。我們生產企業根據X射線的工作原理,逐漸采用普通醫用X射線機對產品進行檢測。經過多年的實際運用后,我們認為普通醫用X射線機雖然能夠檢測產品中的異物、氣隙、厚度不均等缺陷,但存在著很多問題:如檢測精度低,工作臺縱、橫向移動距離短,而且與球管、增強器之間處于固定位置,只能對產品進行單方向檢測,需要人工的多次進出工作室移動產品才能完成產品的檢測,易產生漏檢;檢測圖像需要在攝片后,經過顯影、定影、烘干和讀片等漫長的過程,工作效率十分低下,不能適應現在產品訂單急、交貨期短和質量要求高的形勢,只能靠增加操作人員和延長工作時間,同時也對操作人員的職業安全健康帶來隱患;檢測圖像的膠片難保存,查找不便,檢測報告上不能顯示產品檢測的圖像。所以對普通醫用X射線機進行改進是必要的。
3 改進方案
通過分析,同時根據紙質絕緣材料產品的密度和人體密度不同、產品的形狀和人體不同等特點,結合操作方法和操作員工安全等方面,對普通醫用X射線機進行了如下針對性的改進:
(1)把醫用C型臂X射線機中C型臂安裝在DR產品中的U型臂的立柱上,利用C型臂可以多方位旋轉和上下移動的特點,在工作臺上產品不移動的情況下對產品全方位進行X射線的檢測,增加了設備利用率,減少了操作人員進出機房的次數,提高了工作效率。
(2)改進醫用X射線機中工作床的移動方法,增加工作床的移動軌道,由立柱移動改變為平床的移動,同時對工作床面的縱、橫向移動的電機進行改進,使工作床的縱、橫向移動距離增加,適應對大產品(如薄的大壓板、紙板、大組裝件等)進行X射線的檢測。
(3)在平床工作臺軌道旁增加一組軌道,軌道上增加桌面直徑達1.2m、可以旋轉±360°的移動圓形工作臺,可對角環、靜電環、整體角環等有弧形產品進行X射線的檢測。
(4)在平床工作臺軌道的另一端增加桌面直徑達0.5m、可旋轉±360°的小圓床,在C臂水平不動的情況下,上下移動C臂,同時旋轉小圓床,對小直徑、圓柱形產品(如均壓球、絕緣筒)進行360°X射線的檢測。
(5)主機選用進口高頻高壓發生器及X線管組件。X線高頻高壓發生器與微焦點、旋轉陽極X射線管系采用一體化結構,能產生高質量的X射線。透視kV、mA及攝影kV、mA、透視時間累積均為液晶屏數字顯示,并有透視時間超時報警功能,在保證X線管最大使用容量的前提下,隨著kV的選擇而mA自動調整。采用AEC自動控制曝光,最短曝光時間1ms;工作站由進口金屬屏超高質增強管(中心分辨率最大62LP/cm)、100萬像素12bit100Hz逐行掃描無閃耀的CCD攝像系統、數字采集系統和監視器等組成。
4 改進后X射線機工作參數
(1)工作臺 X射線機經過改進,操作臺由1個工作臺(平床臺臺面100*200cm) 增加為3個工作臺(雙軌移動平床臺面120*240cm、長臺橫向移動距離為大于400cm、縱向移動距離為35cm,移動圓形工作臺臺面直徑120cm、旋轉±360°,小圓臺臺面直徑50cm、旋轉±360°),C型臂球管焦點到增強器最大距離為110cm、上下移動距離為125cm、繞水平軸旋轉±90°,繞垂直軸旋轉±45°。
(2) 主要技術參數 主機kV調節范圍40~150kV,mA調節范圍0.5~630mA,最大容量50kV,攝影電量調節范圍2~800mAs,透視調節范圍40~110kV/0.2~20mA,增強器9",攝像機100萬像素12bitCCD,監視器18英寸LCD分辨率 1280×1024,球管功率 40/100kw,小焦0.6mm/大焦1.2mm,鋁柵格比10:1,柵密度60LP/cm。
5 改進效果的比較(見表1、圖1)
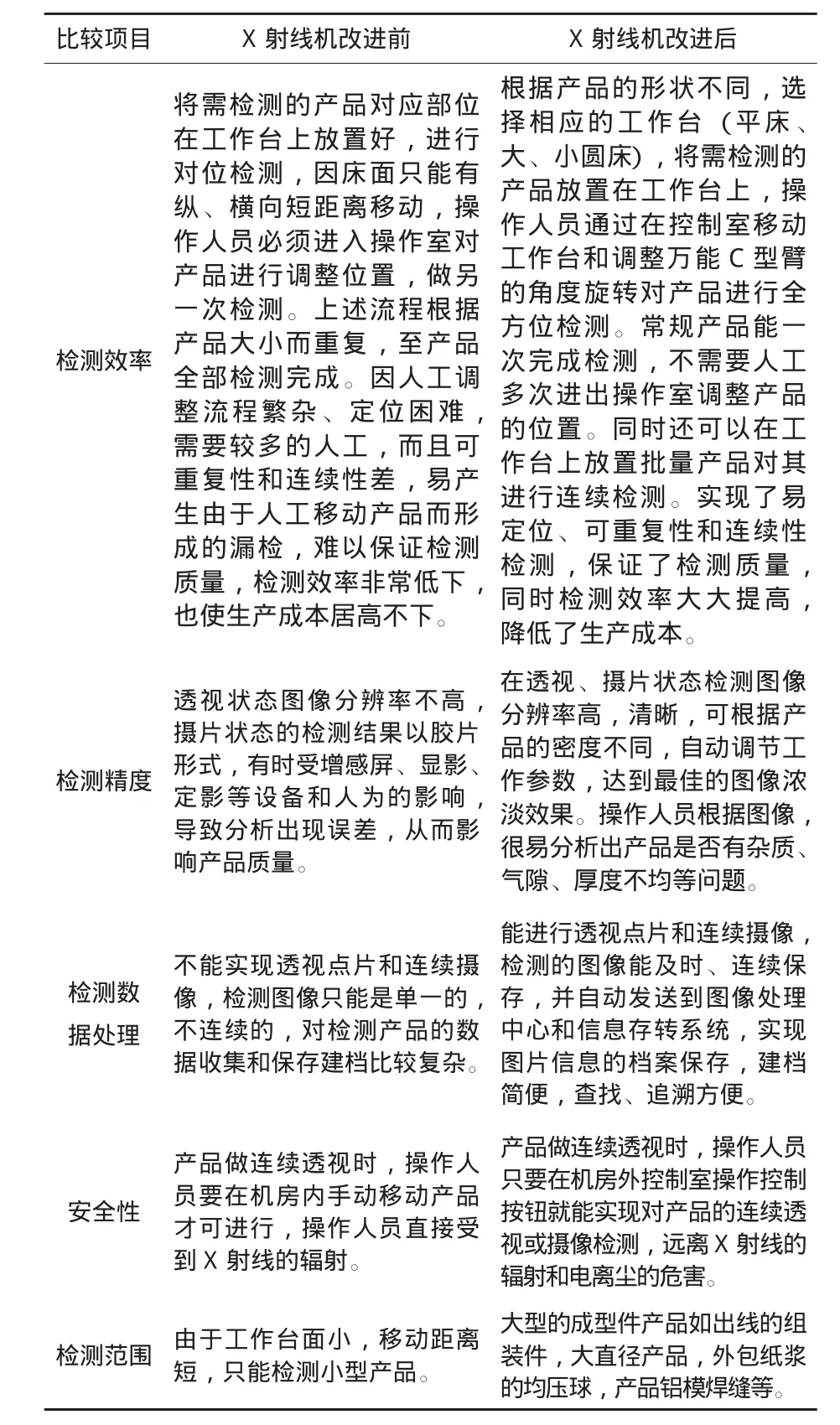
表1 X射線機改進前、后對比表
6 結語
改進后的X光射線機工作時,X射線發射球管發出連續的保證適宜產品密度和厚度的射線強度,經由高清增強器接收,轉變成數字圖像信號,操作人員通過高清顯示屏現場實時觀測,判斷產品中是否有雜質、氣隙、厚度不均等質量問題,并可根據需要任意點片或連續曝光攝片,檢測數據按產品訂單信息要求進行建檔保存。結構合理,操作簡便,非常適合對變壓器用紙質絕緣材料的檢測,運行以來改進效果已得到國內多家變壓器用紙質絕緣材料生產企業和變壓器制造企業的認可,為變壓器用紙質絕緣材料的內在質量提供了保證。
[1]荊宏智.絕緣材料與絕緣伯制造工藝/變壓器制造技術叢書[M].北京:機械工業出版社,2001.
[2]程國均.大學物理教程[M].北京:科學出版社,2002.
[3]胡寶劍.醫用X射線機點片曝光裝置控制系統研究[D].重慶:重慶大學,2006.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
通信電源技術(2018年3期)2018-06-26 06:33:30
現代工業經濟和信息化(2016年4期)2016-05-17 05:35:38
海峽科技與產業(2016年3期)2016-05-17 04:32:12
通信電源技術(2016年3期)2016-03-26 07:13:46
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
