用有限元法預測大型整體鍛件中流線分布
2012-11-11 01:32:38王雪聽楊知碩楊艷慧
重型機械 2012年3期
王雪聽,劉 東,楊知碩,楊艷慧
(西北工業大學材料學院,陜西 西安 710072)
0 前言
減重和可靠性一直是飛機的發展方向。為滿足這一要求,需要減少飛機機體零件重量,選用比強度高的材料。飛機結構件作為飛機機體骨架和氣動外形的主要組成部分,其重量的減輕將大大提高飛機飛行效率。鈦合金因其強度高、耐蝕性好、耐熱性高等優點,成為飛機整體結構件的重要選材。鈦合金整體結構件既能滿足飛機結構件對強度和耐蝕性等的要求,又能從材料和結構設計上達到減重的目的,具有很好的發展前景。
整體結構件中的隔框、大梁等通常結構復雜且不具有明顯的對稱關系,較多的筋、輻板以及局部凸臺是其主要特征。這類鍛件投影面積大、成形載荷高、材料流動規律復雜,容易發生充填不滿、渦流、穿流、拉縮等宏觀缺陷[1-2]。文獻[3]根據實際生產狀況定性地闡述了這類缺陷的特征、產生原因及其預防措施。文獻 [4-5]對等溫鍛中的復雜盤形鍛件成形缺陷進行了定性研究。本文利用曲率對整體結構件成形過程中坯料的流線進行分析,并定量分析由流線分布引起的缺陷產生原因。
1 曲率
曲線的曲率即曲線上的某點的切線方向角對弧長的轉動率,可通過微分來定義。它表明曲線偏離直線的程度。數學上,曲率表明曲線在某一點的彎曲程度的數值。曲率越大,表示曲線的彎曲程度越大。曲率可按式 (1)確定:

式中,K為曲率;y′為曲線的一階導數;y″為曲線的二階導數。
2 鍛件流線質量的評價
鍛造時,金屬的脆性雜質被打碎,順著金屬主要伸長方向呈碎粒狀或鏈狀分布。塑性雜質隨著金屬變形沿主要伸長方向呈帶狀分布。因此熱鍛后的鍛件低倍組織中可見鍛造流線,又叫纖維組織。流線使金屬性能呈各向異性[6],使鍛件的塑性和韌性在縱向上增加,在橫向上降低,而強度在不同方向上差別不大。為提高結構件的可靠性和使用壽命,力求零件工作時的最大正應力方向與流線方向平行,最大切應力方向與流線方向垂直,流線的分布與零件外輪廓相符而不被切斷。為了評價鍛件內流線分布情況,本文將采用DEFORM-2D有限元軟件對典型截面成形過程進行了模擬,并對成形過程中坯料內流線曲率與模具外形曲率進行對比,以揭示大型框鍛件成形過程中的渦流、穿流等缺陷產生的原因。
3 試驗方案
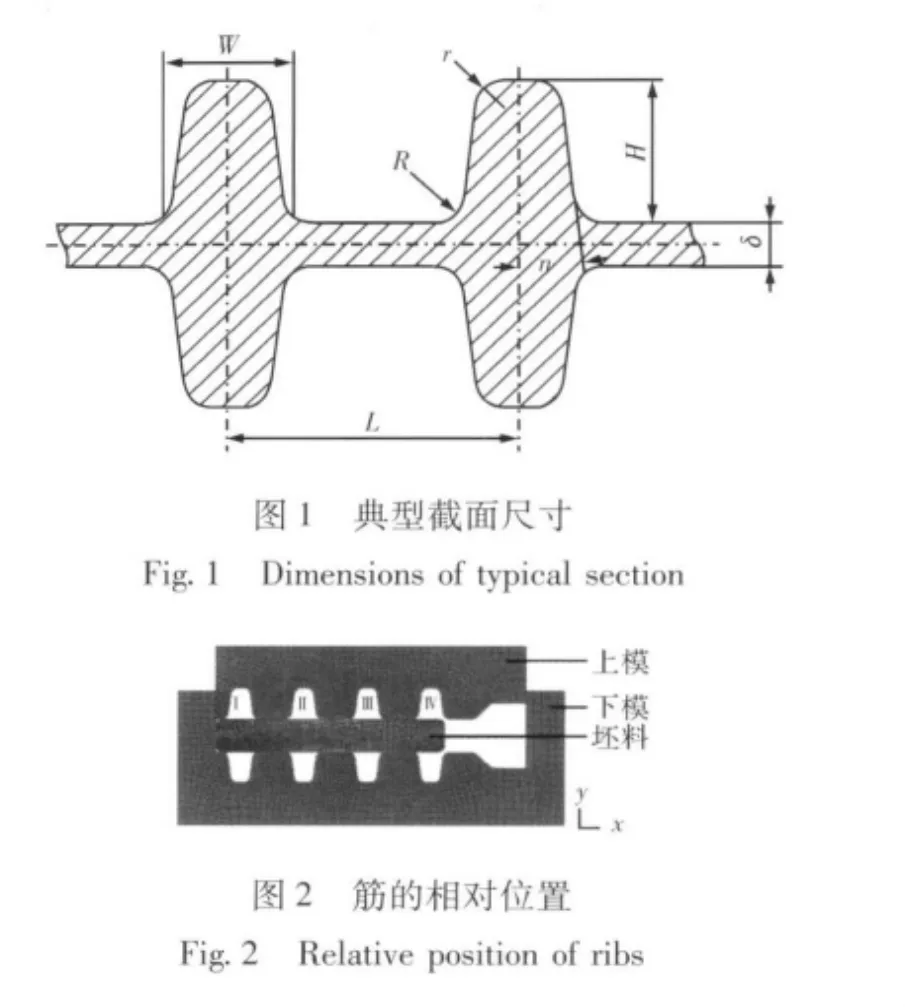
針對具有筋和腹板的整體結構件,設計了一典型截面 (圖1),腹板厚度δ、筋間距L、筋寬W、筋高H、筋根圓弧半徑R、筋頂圓弧半徑r和拔模斜度n作為其特征尺寸。為了討論腹板厚度δ、筋寬W和筋根圓弧半徑R對結構件成形過程的影響,采用表1所示的兩水平三因素表,確定了5個試驗方案 (表2)。
在模擬過程中,選擇平面應變進行模擬。工件材料為TC4,初始溫度為950℃;模具材料為5CrNiMo,溫度為270℃。環境溫度20℃,摩擦系數為0.3,工件與模具之間的換熱系數設定為2000 W/(m2·K),工件與環境的換熱系數為 20 W/(m2·K)。
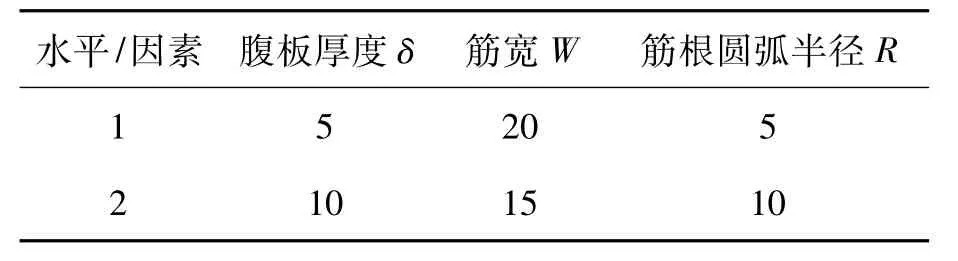
表1 因素水平表Table 1 Factor level table mm
表2 試驗方案Table 2 Scheme of experiment
4 模擬分析
4.1 成形過程中鍛件內流線分布
以方案1為例,分析成形過程中流線分布情況 (圖3)。從圖3a可以看出,當壓下量為15 mm時,四根筋對應的模腔均未填充完整,金屬流線比較順暢平滑,沿著鍛件輪廓線分布。隨著壓下量增加,在Ⅰ號、Ⅱ號和Ⅲ號筋剛好填充完整時 (圖3b),流線與鍛件外形仍基本保持一致。此后,隨著壓下量繼續增大,Ⅰ號、Ⅱ號和Ⅲ號筋的模具型腔已經填充完整,金屬無法沿縱向流動,多余的金屬只能沿著腹板橫向流動,而由于型槽的限制,在筋的根部金屬會產生劇烈的相對流動。從圖3c可看出,Ⅱ號筋根部流線已經產生明顯的彎曲,Ⅲ號筋根部的流線發生劇烈彎曲。隨著過程的進行,筋根部金屬相對流動更加劇烈,腹板部位金屬的橫向流動將筋部初始填充的金屬擠向筋外側的死角,形成渦流 (圖3d中Ⅲ號和Ⅳ號筋)。隨著壓下量繼續增加,由于四根筋都已經填充完整,多余的金屬會沿著腹板橫向發生劇烈的流動,導致流線貫穿筋根部,形成穿流(圖3e中Ⅲ號和Ⅳ號筋)。
總體來看,Ⅰ號筋流線分布比較理想,Ⅱ號筋根部流線彎曲劇烈,有渦流的趨勢;Ⅲ號筋和Ⅳ號筋根部流線發生劇烈彎曲,并貫穿筋根部,形成穿流。比較不同筋處流線分布形態可以看出,越靠近飛邊槽的筋,筋根部腹板處金屬橫向流動越劇烈,越容易產生穿流。
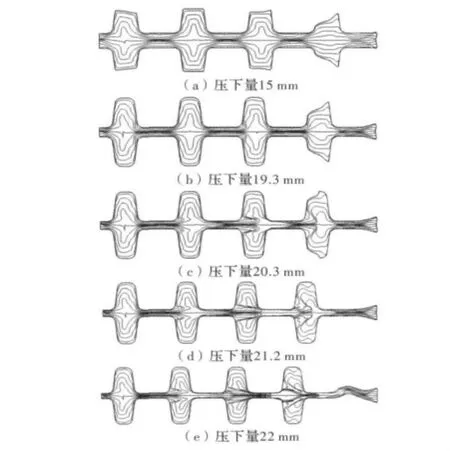
圖3 方案1典型截面成形過程中流線分布情況Fig.3 Flow line distribution during forming process of case 1
為進一步分析成形過程中流線變化規律,考察與坯料外表面的距離為筋寬的10%的流線。圖4給出了方案1中該流線隨壓下量的變化情況。從圖可以看出,壓下量為19.3 mm時,流線比較順暢平滑;壓下量為21.2 mm時,在筋根部位流線發生彎曲并產生不同程度的橫向移動,Ⅲ號筋處橫向移動最大。Ⅱ號筋和Ⅳ號筋處的橫向移動較小。壓下量為22 mm時,筋根部位的流線橫向移動的距離更大,其中Ⅲ號筋處已經貫穿筋底,Ⅳ號筋處移動距離約為筋寬的一半。
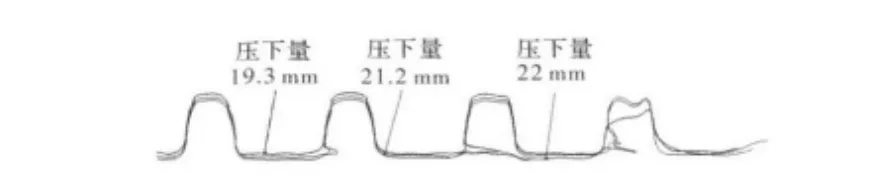
圖4 方案1典型截面中特征流線變化趨勢Fig.4 Variation of flow line with time for case 1
為了研究筋根處流線與鍛件外形之間的關系,在每個筋根處流線上選取50個樣點,如圖5所示。分析流線上樣點的曲率變化情況。
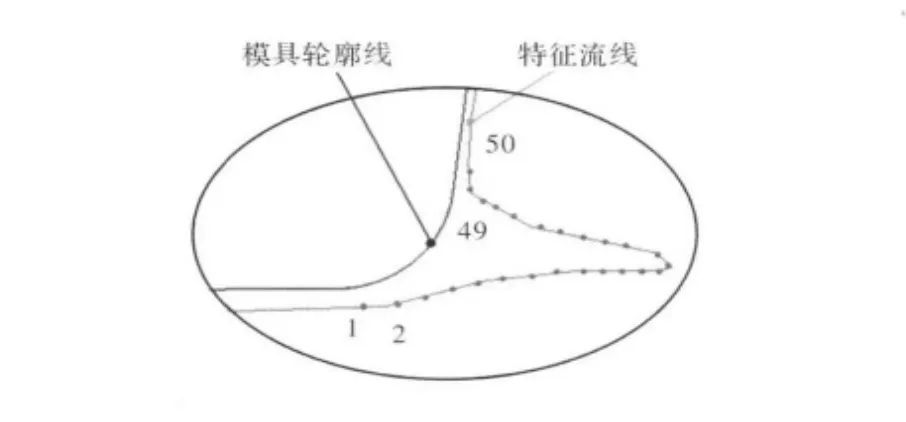
圖5 流線上的樣點Fig.5 Sample points on flow line
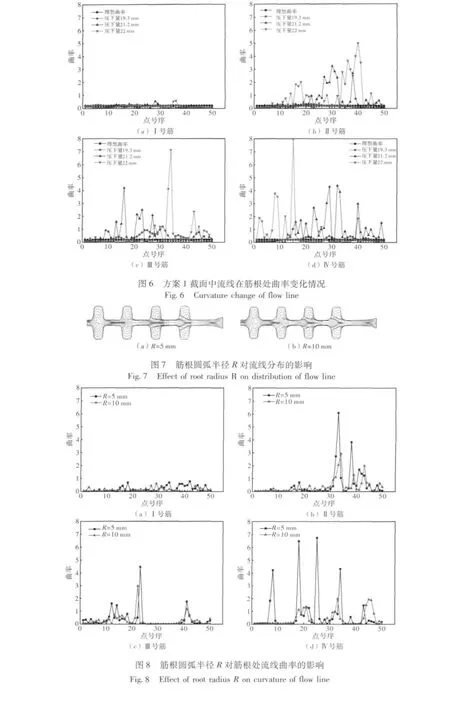
圖6給出了流線上樣點的曲率變化情況。理想曲率即為模具輪廓線曲率。從圖可以看出,隨著壓下量增大,Ⅲ號筋和Ⅳ號筋的曲率波動最大、Ⅰ號筋變化最小。從整體看,Ⅰ號筋筋根左側流線的曲率值接近模具圓角處曲率,表明Ⅰ號筋處流線形狀與鍛件外形基本一致,其余筋根的曲率有明顯的波動,最大曲率值已經達到8左右,偏離鍛件的外形很多,尤其在壓下量最大時,Ⅲ號筋處發生明顯的穿筋現象。
4.2 筋根圓弧半徑R對流線的影響
以方案2和方案4為例分析筋根圓弧半徑R對流線的影響。圖7和圖8分別為筋根圓弧半徑R對流線分布和流線曲率的影響。可以看出,筋根圓弧半徑R越小,流線發生彎曲的位置越接近腹板,筋根處流線橫向移動距離越長,曲率波動越大,從而產生穿流的可能越大。這是因為筋根圓弧半徑R越小,腹板部位金屬與筋部金屬的相對流動越劇烈;筋根圓弧半徑R較大時,腹板部位金屬會帶動筋根部金屬流動,減小了腹板金屬與筋部金屬相對流動。
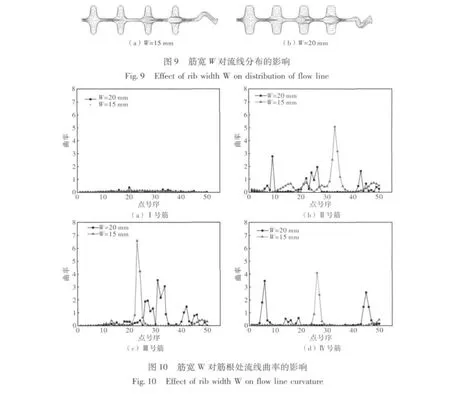
4.3 筋寬W對流線分布的影響
以方案3和方案5為例分析筋寬對流線的影響。圖9和圖10分別為筋寬W對流線分布和流線曲率的影響。可以看出,筋寬越小,筋根處流線橫向移動距離越長、流線曲率越大,產生穿流的可能性越大。這是因為筋寬越小,腹板處金屬對筋部金屬流動性影響越小,腹板金屬與筋部金屬的相對流動越劇烈。
4.4 腹板厚度δ對流線的影響
以方案1和方案2為例分析腹板厚度δ對流線的影響。圖11和圖12分別為腹板厚度δ對流線分布和流線曲率的影響。可以看出,腹板厚度越小,筋根流線橫向移動距離越長、流線曲率越大,流線與鍛件外形差異越大,產生穿流的可能性越大。這是因為腹板厚度越小,變形后期,腹板部位金屬橫向流動越劇烈,從而使得腹板金屬與筋部金屬的相對流動越劇烈。

圖11 腹板厚δ對流線的分布影響Fig.11 Effect of web thickness δ on flow line ditribution
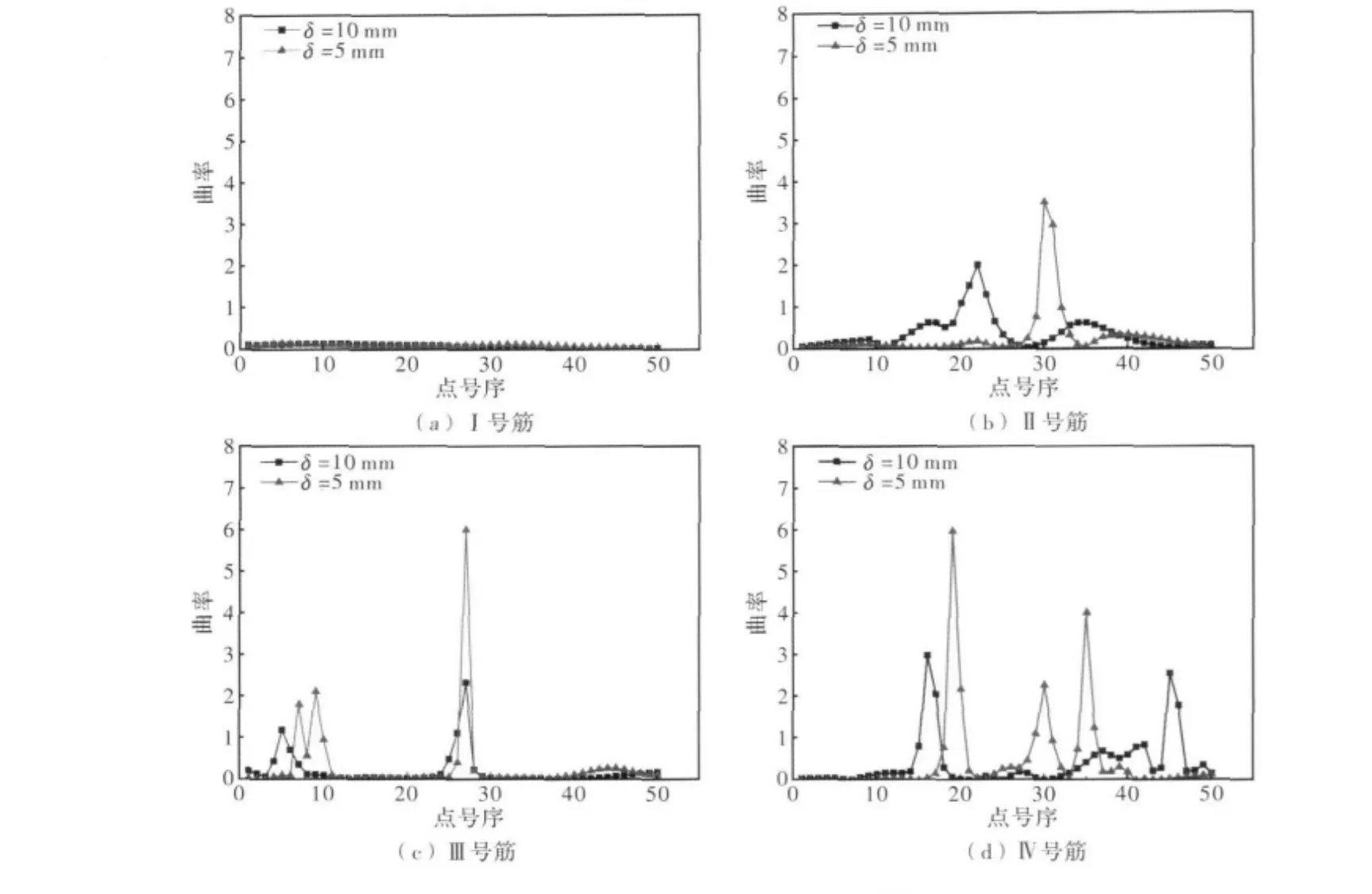
圖12 腹板厚δ對筋根處流線曲率的影響Fig.12 Effect of web thickness δ on flow line curvature
5 結論
(1)在多筋鍛件成型過程中,鍛件中間的筋首先充滿,坯料向外側流動,邊緣的筋最后充滿。筋全部充滿后,多余的坯料將發生劇烈的橫向流動。
(2)多數筋充滿后,在坯料未發生劇烈橫向流動前,流線沿鍛件外形分布,流線曲率與鍛件曲率值基本一致。
(3)在坯料發生橫向流動后,坯料筋根部位流線的曲率發生明顯的波動,波動越大越容易發生拉縮、穿筋等缺陷。
(4)筋根圓弧半徑R越小、筋寬越小、腹板越薄,筋根流線橫向移動距離越長,筋根處流線曲率波動越大,容易產生穿流等缺陷。
(5)為使鍛件流線與模具型腔符合以及防止拉縮和穿流等缺陷發生,應合理設計鍛件,并嚴格控制坯料體積。
[1] 韓勇,湯立民.大型航空結構件數控加工裝備與先進加工技術 [J].航空制造技術.2009,(1):44-47.
[2] 楊建勇,湯立民,楚王偉.大型航空結構件精確制造技術研究與應用 [J].航空精密制造術.2000,45(2):34-35.
[3] 陳詩蓀.鋁合金鍛件的渦流、穿流和低倍粗晶[J].熱加工工藝.1980(04):28-35.
[4] Yanqiu Zhang,Debin Shan,Fuchang Xu.Flow lines control of disk structure with complex shape in isothermal precision forging [J]. Mater. Process.Technol.(2009)745 -753.
[5] Debin Shan,Yanqiu Zhang,Yong,Wang.Defect analysis of complex-shape aluminum alloy forging[J]. Trans. NonferrousMet. Soc. China 16(2006):s1574-1579.
[6] 韓彩霞,工程材料與材料成形工藝 [M].天津大學出版社,2010:206-207.
