ACS800變頻器在牽引機控制系統上的應用
2012-11-11 01:32:44周志遠
重型機械 2012年3期
關鍵詞:變頻器
楊 濤,周志遠
(中國重型機械研究院有限公司,陜西 西安 710032)
0 前言
鋁擠壓機后部處理設備牽引機是將擠壓機擠出的鋁型材牽引并鋸切分離的設備。由于擠壓機在擠壓過程中受各種因素的影響,擠壓速度和型材出料速度都在不斷變化。為防止堆料和型材顫紋的出現,牽引機保持恒轉矩牽引擠出的型材至關重要。
1 變頻器的恒轉矩控制和速度控制
擠壓機在擠壓鋁錠過程中,初期擠壓容室摩擦力較大,制品出料速度較慢,隨著擠壓過程中溫度的提升和單根鋁錠即將擠完,制品出料速度會逐漸加快,如此時牽引機牽引制品的速度跟不上擠壓出料的速度,制品就會在模具出口形成堆料,形成廢品。所以,此時變頻器輸出恒轉矩,將擠壓機擠壓速度的擾動降低,保證了制品的合格率。當牽引機牽引型材達到需鋸切分離的長度,副牽引機鋸高速旋轉,副牽引機一邊牽引一邊切割型材,后型材分離由主牽引放料。為節約時間,縮短生產周期,此時牽引機進入速度控制模式,高速行駛至冷床區放料。在放料過程中,ACS800變頻器以恒定轉速帶動牽引機移動,從而避免了在轉矩控制模式下的“飛車”現象,保障了人員和設備的安全。
2 ACS800變頻器的技術特點
根據牽引機的恒轉矩和速度交替控制特點,選用了ABB公司ACS800系列變頻器來控制牽引機。ACS800系列變頻器是一種性能優于矢量控制變頻器的高性能低成本變頻調速產品。在恒轉矩 (T-CTRL)控制模式中,定子磁通和轉矩被作為主要的控制變量。高速數字信號處理器與先進的電機軟件模型相結合使電機的狀態以40000次/s更新,由于電機狀態以及實際值和給定值的比較值被不斷更新,逆變器的每一次開關狀態都是可以單獨確定的。這意味著其傳動系統可以產生最佳的開關組合,從而對負載擾動和瞬時掉電等動態變化做出快速響應。同時,變頻器標準的內置進線電抗器明顯地降低了進線電源穩壓器的高次諧波含量,大大降低了變頻器的電磁輻射,同時也保護整流二極管和濾波電容器免受來自電網的電壓、電流沖擊。
3變頻器控制系統的硬件配置
控制系統PLC選用美國AB公司的CompactLogix系列PLC。上位機監控系統采用RSview SE為畫面監控軟件。ACS800變頻器通過可選件通訊模塊RDNA和PLC聯接,采用AB DevicNet網絡通訊方式,網絡如圖1所示。
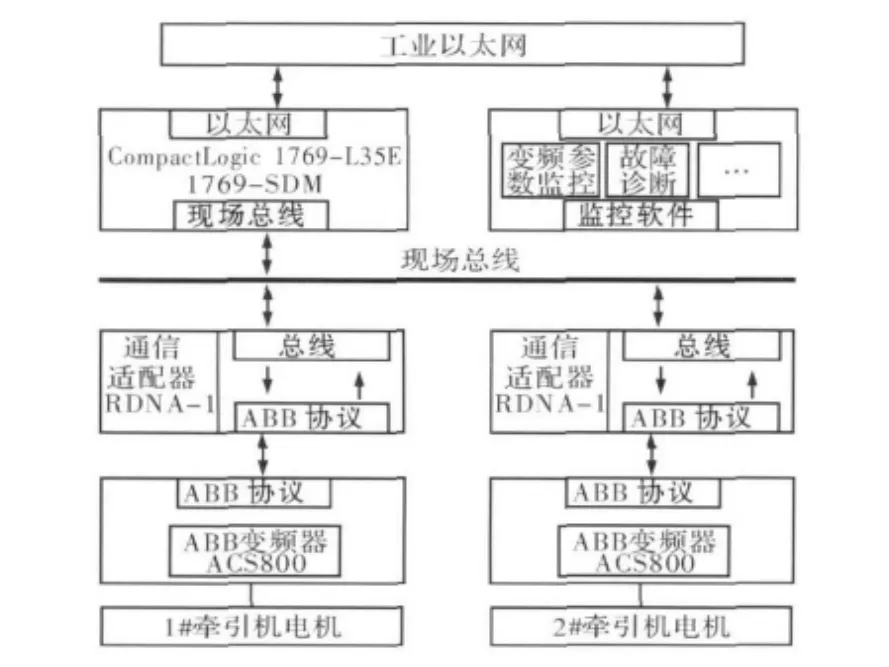
圖1 變頻器控制系統網絡Fig.1 Network of control system for frequency converter
基于DevicNet現場總線的全參數化監控通信實現依托于CompactlLogix系列CPU作為主站從ABB變頻器 (從站)中讀出或向其中寫入數據。控制字CW是CompactlLogix系列CPU(主站)通過現場總線系統控制傳動單元 (從站)的基本手段,在當前控制地設置為COMM.CW時,控制字有效。控制字由現場總線控制器發送給傳動單元,傳動單元根據控制字的位編碼指示做出相應動作來控制牽引機電機。狀態字SW是一個包含了傳動單元狀態信息的字,它由傳動單元發送給現場總線控制器,現場總線控制器再將它取得的狀態字SW發送給主站 (CPU)。
4 變頻器主要參數的設定
通過傳動的控制字可以實現對牽引機電機的多種控制功能如啟停、故障復位、速度和轉矩的切換及斜坡發生器的控制等。而通過傳動的狀態字,可以準確地了解傳動的報警、極限等故障信息。ACS800傳動單元和現場總線系統之間是采用數據集實現通訊的。每個數據集包括三個16位字,其中從現場總線控制器到傳動單元的一個數據集的三個字分別為:控制字、給定1和給定2。給定1和給定2可以定義為速度和轉矩給定,此數據集可以控制傳動單元。而從傳動單元到現場總線控制器的一個數據集的三個字分別為:狀態字、實際信號1和實際信號2。此數據集含有傳動單元的實際信息。
ACS800變頻器可以通過操作面板來設置傳動單元的基本參數。主要的參數設置如下:
(1)電機啟動數據參數99.02 T-CTRL
99.05~99.09電機銘牌數據99.10 ID MAGN電機辨識
(2)總線適配器模塊及通信參數98.02 COMM MODULE LINK FIELDBUS
98.07選擇通訊協議COMM PROFILE ABBdrives(ACS800 only)
(3)外部給定和信號源的選擇
1102 COMM.CW
1103 COMM.REF
1106 COMM.REF
(4)啟停和反向控制
1001 COMM.CW
1002 COMM.CW
1003 REQUEST
(5)只有已選用現場總線適配器模塊并且該模塊被參數98.02激活后,51組參數才顯示,如表1所示。
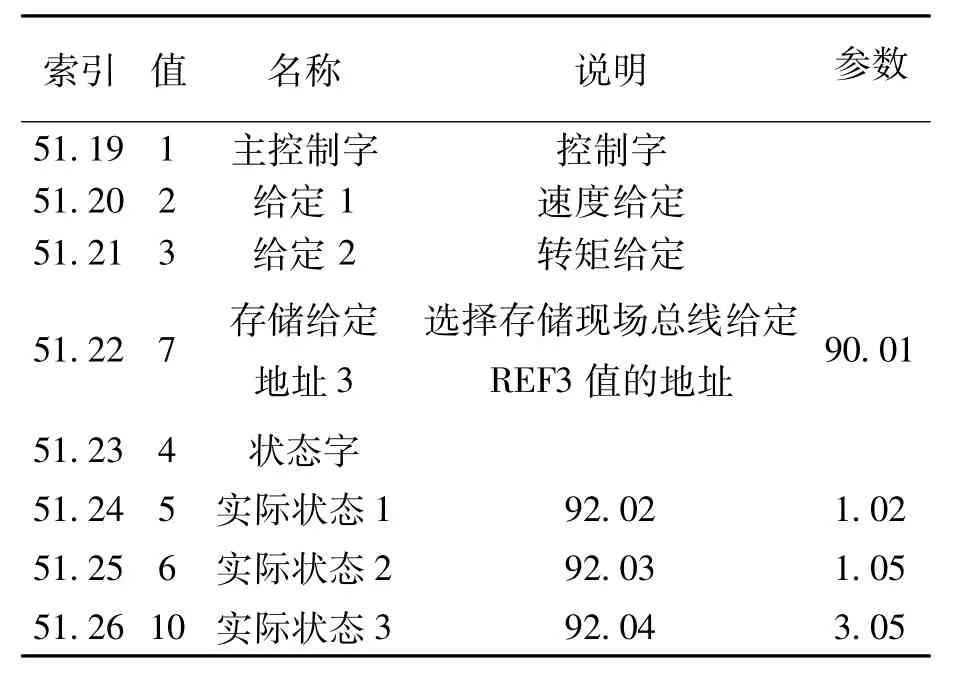
表1 第51組參數配置Table 1 Parameter arrangement of the 51 group
5 變頻器控制系統應用分析
對于薄壁型材,出料速度很快,傳統的恒速牽引滿足不了此情況下的快節奏生產,且由于牽引力量不均,容易造成制品顫紋的出現,影響產量。應用ACS800交流變頻器可以很好地解決這一問題。型材鋸切分離前,恒轉矩牽引,保證了制品的直線度,減少了制品表面的損傷;而在鋸切分離后,高速恒轉速放料,減少了生產等待時間,提高了生產效率,同時也避免了牽引“飛車”現象,使得牽引機的控制更安全可靠。經過兩年多的現場應用,使用效果良好。
6 結語
ACS800交流變頻器用于控制牽引機電機的轉矩和速度。交流傳動不僅擴大了電機轉速的調節范圍,而且提高了傳動過程中的生產效率。生產過程中精確的轉矩和速度交替控制進一步提高了產品的質量,減少了生產的停工時間。
[1] ACS800標準應用程序7.x固件手冊 [Z].北京:ABB電氣傳動系統有限公司,2006.
[2] Device Net電纜系列規劃與安裝手冊 [Z].羅克韋爾自動化公司,2004.
[3] 車萬里,許秀芳,趙勇.大功率薄煤層交流電牽引采煤機的研制[J].重型機械,2011,(6):5-8.
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
