油管加厚生產(chǎn)線常見運(yùn)行故障分析及解決方案
2012-11-11 01:32:42徐能惠鄭文達(dá)邵國棟高尚輝
重型機(jī)械 2012年3期
關(guān)鍵詞:故障
雷 剛,徐能惠,鄭文達(dá),邵國棟,高尚輝,王 旭
(金屬材料擠壓與鍛造裝備技術(shù)國家重點(diǎn)實(shí)驗(yàn)室,陜西 西安 710032)
0 前言
加厚油管主要用于深井、超深井的采油,隨著現(xiàn)在油井深度的增加,加厚油管的用量也越來越大,因此油管加厚生產(chǎn)線能夠保證正常高效的生產(chǎn)運(yùn)行,對于一個企業(yè)來說非常重要。但是在生產(chǎn)運(yùn)行過程中,如何正確判斷故障原因,并迅速解決故障,對于保障生產(chǎn)線正常運(yùn)行則非常重要。本文結(jié)合中國重型院設(shè)計制造的管端加厚生產(chǎn)線實(shí)際情況,就生產(chǎn)線運(yùn)行過程中常見故障進(jìn)行總結(jié)分析,以幫助企業(yè)解決問題。
1 油管加厚生產(chǎn)線組成及工藝流程
油管加厚生產(chǎn)線的組成見圖1。兩套管端加厚機(jī),中頻感應(yīng)加熱爐,步進(jìn)運(yùn)輸機(jī)、縱向送料輥道對面布置,滿足油管通過生產(chǎn)線一次加厚成型,提高產(chǎn)品生產(chǎn)效率。
生產(chǎn)線的工藝流程:上料臺架1將鋼管運(yùn)送到定位裝置2上對齊,通過步進(jìn)運(yùn)輸機(jī)3運(yùn)送到固定臺架4上,中頻感應(yīng)加熱爐5前進(jìn)對管端進(jìn)行加熱,加熱到鍛造溫度后,通過步進(jìn)運(yùn)輸機(jī)3將加熱后的鋼管運(yùn)送到縱向送料輥道7上,縱向送料輥道7將鋼管通過伺服電機(jī)驅(qū)動的輥道送入管端加厚機(jī)6,管端加厚機(jī)6對油管進(jìn)行管端加厚,加厚完畢,通過縱向送料輥道7將鋼管從管端加厚機(jī)里拉出,步進(jìn)運(yùn)輸機(jī)3將加厚的鋼管送入中間臺架8,然后通過同樣的流程對鋼管另一端進(jìn)行加厚,最后將加厚完的鋼管送入出料臺架9。
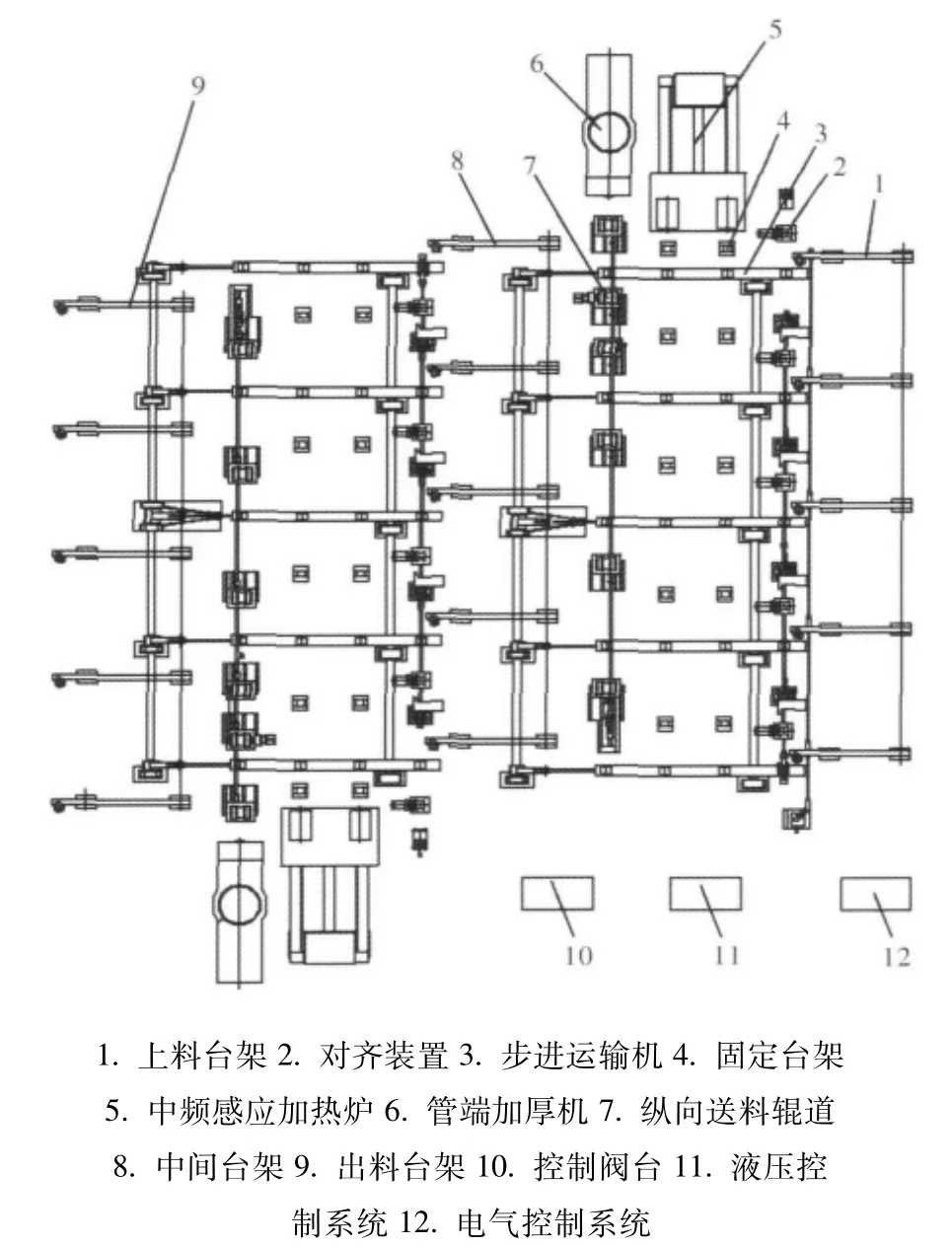
圖1 加厚生產(chǎn)線布置圖Fig.1 Structure of pipeline thickening production line
2 管端加厚機(jī)的結(jié)構(gòu)及控制
管端加厚機(jī)作為整條生產(chǎn)線的關(guān)鍵設(shè)備,如圖2所示,機(jī)架7采用整體框架結(jié)構(gòu),機(jī)架上裝有4個油缸,垂直方向有三個,中間一個柱塞缸(主缸2),兩側(cè)各裝一個活塞缸 (回程缸3),用于動梁的快速升降及夾緊鋼管。充液閥1位于主缸上方,用于主缸補(bǔ)液,水平方向一個活塞缸(鐓粗缸9)驅(qū)動沖頭前進(jìn)后退,起鐓粗和拔模的作用。
管端加厚機(jī)液壓控制系統(tǒng)采用插裝閥,滿足其高壓、大流量的特點(diǎn)。如圖2所示,在液壓缸的每個回路至少有一個進(jìn)液閥和排液閥分別連接到P1口和T口。根據(jù)加厚機(jī)的工作狀況,在主缸、回程缸的大腔及鐓粗缸的大腔設(shè)置了卸壓閥,回程缸的小腔設(shè)置了支撐閥,鐓粗缸的小腔設(shè)置了安全閥。
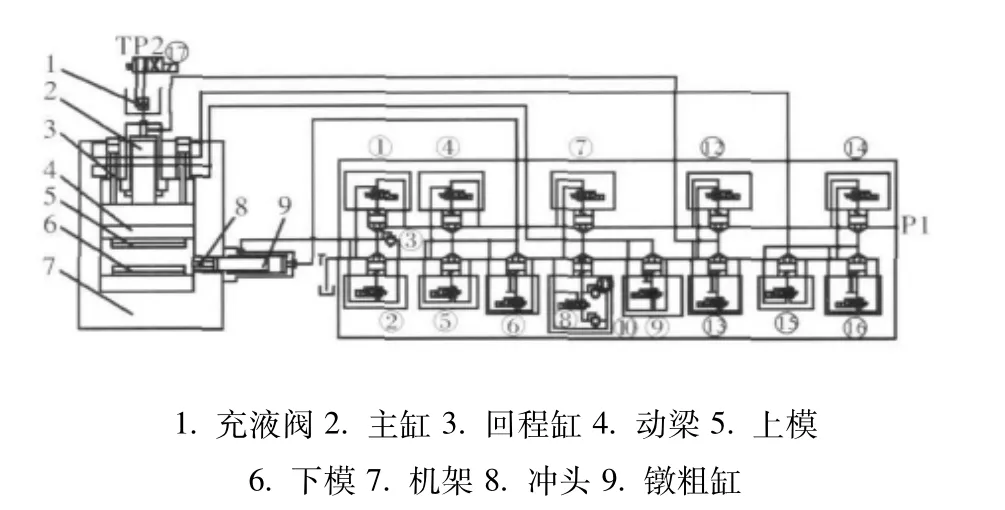
圖2 管端加厚機(jī)結(jié)構(gòu)液壓控制原理圖Fig.2 Schmatic diagram for hydaulic control of pipe-end thickening machine
3 生產(chǎn)線常見運(yùn)行故障分析及解決方案
整條生產(chǎn)線按照依據(jù)工藝要求,通過PLC在預(yù)先編制的程序控制下運(yùn)行的,PLC通過設(shè)置的接近開關(guān)來判斷該設(shè)備的狀態(tài),通過控制各電磁閥來實(shí)現(xiàn)各設(shè)備的運(yùn)動動作。同時在各設(shè)備運(yùn)行之間設(shè)置有聯(lián)鎖信號,保證生產(chǎn)線正常運(yùn)行。根據(jù)生產(chǎn)線的生產(chǎn)運(yùn)行情況,常見的故障主要發(fā)生在電氣聯(lián)鎖信號及液壓控制閥上,特別是控制管端加厚機(jī)的插裝閥上。
3.1 初始條件未滿足時故障及解決方案
3.1.1 初始條件未滿足時的故障
由于接近開關(guān)信號或電氣聯(lián)鎖信號導(dǎo)致的常見故障有以下幾種:
(1)生產(chǎn)線自動運(yùn)行無法正常啟動;
(2)生產(chǎn)線在自動運(yùn)行過程中突然中斷;
(3)縱向送料輥道輸送鋼管不準(zhǔn)確,輸送鋼管到位或拉出鋼管時不停止。
3.1.2 解決方案
當(dāng)生產(chǎn)線自動運(yùn)行的初始條件沒有滿足,也就是顯示各個設(shè)備初始狀態(tài)的接近開關(guān)沒有發(fā)訊時,生產(chǎn)線自動無法正常啟動。該生產(chǎn)線中有幾個保護(hù)聯(lián)鎖,均是通過PLC程序?qū)崿F(xiàn)的。其中的一個聯(lián)鎖是步進(jìn)運(yùn)輸機(jī)與中頻感應(yīng)加熱爐的聯(lián)鎖,當(dāng)中頻感應(yīng)加熱爐不在后限位時,步進(jìn)運(yùn)輸機(jī)就不能動作;另一個是縱向送料輥道與管端加厚機(jī)的聯(lián)鎖,當(dāng)管端加厚機(jī)的動梁不在上限位時,縱向送料輥道不往壓機(jī)內(nèi)運(yùn)送鋼管。當(dāng)PLC判斷以上聯(lián)鎖信號失常時出現(xiàn)故障,自動運(yùn)行會中斷。為保證每一根鋼管的輸送距離一致,在加厚機(jī)的入口處安裝有紅外感應(yīng)開關(guān),當(dāng)紅外感應(yīng)開關(guān)發(fā)訊,伺服電機(jī)開始計數(shù),按照設(shè)定的數(shù)值將鋼管輸送到固定位置,此時紅外開關(guān)始終發(fā)訊。當(dāng)鋼管拉出時,從紅外開關(guān)信號中斷開始計數(shù),按照設(shè)定數(shù)值將鋼管拉到固定位置。因此當(dāng)紅外開關(guān)沒對正,或沒有紅外信號,或發(fā)射、接收源窗口有灰塵均會導(dǎo)致輸送鋼管不準(zhǔn)確。
當(dāng)出現(xiàn)以上故障時,通過主控室上位機(jī)顯示生產(chǎn)線自動啟動條件及每一個接近開關(guān)通斷狀態(tài)的監(jiān)控畫面,檢查相關(guān)的接近開關(guān)是否發(fā)訊,并通過手動操作,將相應(yīng)的設(shè)備運(yùn)行到位,故障可以排除。
3.2 管端加厚機(jī)常見故障及解決方案
生產(chǎn)線的關(guān)鍵設(shè)備管端加厚機(jī)的動作主要由插裝閥控制,插裝閥結(jié)構(gòu)見圖3。在實(shí)際運(yùn)行中常見的就是液壓閥卡阻,也就是電磁閥或插裝閥的閥芯容易卡阻而導(dǎo)致加厚機(jī)動作不正常。
3.2.1 管端加厚機(jī)常見故障
(1)加厚機(jī)動梁抬不起來。
(2)加厚機(jī)動梁抬起后停不住,往下滑。
(3)鐓粗缸鐓粗時不前進(jìn)。
(4)鐓粗缸拔模時拔不出來。
3.2.2 解決方案
對于管端加厚機(jī)出現(xiàn)以上故障時,首先要根據(jù)出現(xiàn)的故障現(xiàn)象,確定是哪幾個控制閥進(jìn)行控制,然后再判斷是哪個閥出現(xiàn)了問題,先采用簡單的方法進(jìn)行處理,如果問題不能解決,再進(jìn)行拆閥清洗等辦法。
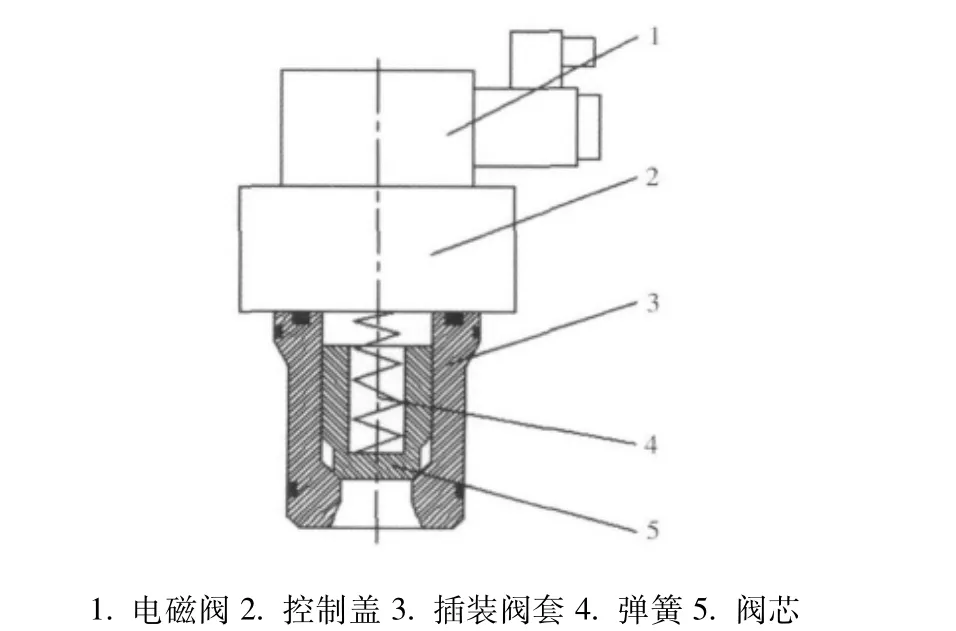
圖3 插裝閥結(jié)構(gòu)圖Fig.3 Structure of cartridge valve
加厚機(jī)動梁上升時,回程缸小腔進(jìn)液,大腔排液。當(dāng)動梁抬不起來時,此時首先觀察回程缸小腔的壓力,當(dāng)小腔有壓力時,觀察回程缸大腔及主缸的壓力,當(dāng)回程缸大腔沒有壓力,主缸有壓力,就需要手動將主缸的壓力卸掉,從圖2的液壓原理圖可知,將主缸卸壓閥上電磁閥的手動應(yīng)急操作器按一下,將主缸內(nèi)的壓力卸掉。如果回程缸大腔有壓力,主缸沒有壓力,可以確認(rèn)是回程缸大腔排液閥的故障,此時先通過手動應(yīng)急按鈕,判斷一下是否是排液閥上的電磁閥卡阻,如果電磁閥卡阻,通過更換或清洗解決,電磁閥如果正常,就應(yīng)該是插裝閥芯卡阻,需要將整個插裝閥拆開清洗。如果回程缸的小腔沒有壓力,可以肯定是回程缸的小腔排液閥的問題,同樣首先檢查電磁閥,如果電磁閥正常,就是插裝閥芯卡阻,需要將整個插裝閥拆開清洗。一般在生產(chǎn)線自動運(yùn)行或加厚機(jī)半自動運(yùn)行突然中斷,出現(xiàn)該故障,肯定是主缸內(nèi)的壓力沒有卸掉,直接手動卸掉主缸壓力即可。
回程缸小腔進(jìn)液閥、排液閥,還有支撐閥,支撐閥上有兩個直動式溢流閥。支撐閥的主要作用是保證動梁在任何位置停住時不至于落下來,也用于動梁下降時減速。在支撐閥的閥芯上有一個1 mm節(jié)流孔,當(dāng)這個節(jié)流孔堵住后,導(dǎo)致支撐閥中的溢流閥失效,回程缸小腔沒有壓力,動梁在上位停不住往下滑。當(dāng)出現(xiàn)此現(xiàn)象時,首先在操作臺上點(diǎn)動狀態(tài)下,同時按住動梁上升下降按鈕,讓回程缸大、小腔的進(jìn)、排液閥同時打開,否則只能拆開支撐閥進(jìn)行清洗解決。
鐓粗缸的大腔設(shè)置有進(jìn)液閥、排液閥、卸壓閥,鐓粗缸的小腔設(shè)置有進(jìn)液閥、排液閥、安全閥。鐓粗缸前進(jìn)時分為快進(jìn)和慢進(jìn),當(dāng)鐓粗缸快進(jìn)時,大腔的進(jìn)液閥和小腔的進(jìn)液閥同時打開,形成差動,當(dāng)慢進(jìn)時,大腔的進(jìn)液閥和小腔的排液閥同時打開,此時如果出現(xiàn)不前進(jìn)的現(xiàn)象,且大小腔均沒有壓力顯示,可以肯定是大腔進(jìn)液閥的問題;如果小腔的進(jìn)液閥、排液閥有問題,大小腔會有壓力顯示,且小腔通過安全閥溢流,鐓粗缸還會緩慢前進(jìn)。此時先排除大腔進(jìn)液閥的電磁閥,再考慮拆洗插裝閥。鐓粗缸后退,也就是拔模時,小腔進(jìn)液閥與大腔排液閥打開。工作狀態(tài)拔模時,拔模力量與工件變形程度有關(guān),出現(xiàn)拔模拔不動,首先要觀察鐓粗缸小腔的壓力,如果小腔壓力小于設(shè)定壓力,就要檢查小腔安全閥是否壓力太小。當(dāng)空程后退時出現(xiàn)不動現(xiàn)象,同樣首先觀察大小腔壓力,當(dāng)大小腔都沒有壓力時,可以確定是小腔進(jìn)液閥的問題,當(dāng)大小腔均有壓力,可以確定是大腔排液閥的問題。此時按照先排除電磁閥再進(jìn)行插裝閥拆洗的順序解決。
3.3 其它故障及解決方案
除過以上常見故障,生產(chǎn)線在長期生產(chǎn)運(yùn)行中還可能出現(xiàn)其它故障,比如機(jī)械設(shè)備故障,電器元件、液壓元件故障等等,不論出現(xiàn)那種故障,首先要根據(jù)設(shè)備的運(yùn)轉(zhuǎn)現(xiàn)象進(jìn)行初步分析判斷,一步一步采用排除法,即可較快地解決問題。
由以上分析可知生產(chǎn)線運(yùn)行中的故障大多是由于接近開關(guān)的信號及液壓閥的卡阻導(dǎo)致的原因。要根本解決或減少故障的發(fā)生,首先在生產(chǎn)線安裝時應(yīng)嚴(yán)格按安裝要求進(jìn)行安裝,電氣接線要符合規(guī)范,特別是液壓系統(tǒng)管道采用亞弧焊焊接,安裝完后的沖洗,必須達(dá)到要求的清潔度。同時在生產(chǎn)線正常運(yùn)行期間,要有必要的日常維護(hù),并形成制度。比如每個星期安排一次小的檢修,檢查所有聯(lián)結(jié)螺釘是否松動,所有潤滑部位加注潤滑油;每半年或一年安排一次大修,檢查關(guān)鍵零部件是否磨損,加厚機(jī)頂部充液閥緊固螺釘是否松動,密封圈是否老化、漏油,檢驗(yàn)液壓油是否符合要求,電氣接線是否松動,電線外保護(hù)是否老化破損等等。只有這樣,才能更好的保證生產(chǎn)線的正常運(yùn)行,少出故障。
4 結(jié)束語
通過快速分析判斷故障原因,并盡快解決出現(xiàn)的故障,可以為生產(chǎn)線的正常運(yùn)行提供保障,提高生產(chǎn)線的效率,同時為預(yù)防故障發(fā)生提供參考,并可作為以后生產(chǎn)線故障自動診斷的設(shè)計參考,為實(shí)現(xiàn)生產(chǎn)線的智能化提供一定依據(jù)。
[1] 成大先.機(jī)械設(shè)計手冊 [M].北京:化學(xué)工業(yè)出版社,2004.
[2] 郎帆,段敬黎,周勛等,油管粘扣原因分析及控制措施[J]石油礦場機(jī)械,2011(6).
[3] 任明杰,雷剛.加厚管生產(chǎn)的調(diào)試過程技術(shù)分析[J].重型機(jī)械,2008(1):30-34.
[4] 吳玉蓮.基于Controllogix與Flexl/0的油管加厚生產(chǎn)線控制系統(tǒng) [J].工程建設(shè)與設(shè)計,2005(6):24.
猜你喜歡
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年8期)2015-04-17 03:32:52
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年7期)2015-04-17 02:12:40
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39
