田灣核電站汽輪機(jī)圍帶間隙超標(biāo)問(wèn)題的分析處理
2012-11-15 08:24:52薛彥春胡冬清
浙江電力 2012年3期
關(guān)鍵詞:汽輪機(jī)
薛彥春,胡冬清
(中核集團(tuán)江蘇核電有限公司,江蘇 連云港 222042)
1 設(shè)備概述
田灣核電站2臺(tái)K-1000-60/3000型汽輪機(jī)組由俄羅斯列寧格勒金屬?gòu)S生產(chǎn)制造。汽輪機(jī)總長(zhǎng)51.8 m,總重2 070 t,額定轉(zhuǎn)速n=3 000 r/min。汽輪機(jī)型式為:?jiǎn)屋S、五缸(2個(gè)低壓缸+1個(gè)高壓缸+2個(gè)低壓缸)、八排汽、中間去濕再熱、冷凝式機(jī)組。汽輪機(jī)各缸由10級(jí)(2×5級(jí))組成。汽輪機(jī)每個(gè)轉(zhuǎn)子由位于聯(lián)軸器兩側(cè)的2個(gè)橢圓形滑動(dòng)軸承支撐,高壓缸前軸承為徑向-推力軸承。獨(dú)立落地式軸承座,汽輪機(jī)基礎(chǔ)平臺(tái)由98組彈簧隔振器支撐。
低壓缸為5級(jí)雙列(2×5級(jí))對(duì)稱布置,其中前4級(jí)在內(nèi)缸中,第5級(jí)(末級(jí))在外缸中,轉(zhuǎn)子動(dòng)葉片為鑄造。第5級(jí)動(dòng)葉片材質(zhì)為BT6合金、葉片長(zhǎng)1 200 mm,縱樹型葉根,動(dòng)葉有2道拉筋,起阻尼和減振作用,共92個(gè)葉片,葉頂為自帶冠結(jié)構(gòu)(自帶圍帶)。末級(jí)動(dòng)葉片圍帶結(jié)構(gòu)形式:自帶圍帶,圍帶頭部成圓弧V型狀,接頭間相互鍥合,在機(jī)組運(yùn)行過(guò)程中圍帶工作面間相互貼緊無(wú)間隙。
2 缺陷原因分析
1號(hào)機(jī)組投入商業(yè)運(yùn)行后,共經(jīng)歷了4次大修。在2010年3月份大修期間,檢查3號(hào)與2號(hào)低壓缸轉(zhuǎn)子末級(jí)葉片圍帶間隙,發(fā)現(xiàn)部分葉片的圍帶間隙超標(biāo),其中2號(hào)低壓缸圍帶工作面最大間隙達(dá)2.1 mm(如圖1所示),3號(hào)低壓缸圍帶工作面間隙最大達(dá)1.9 mm,而設(shè)計(jì)要求:工作面間隙為0 mm,非工作面間隙小于0.60 mm,如圖2所示。隨后檢查1號(hào)與4號(hào)低壓缸轉(zhuǎn)子末級(jí)葉片圍帶間隙,發(fā)現(xiàn)葉片的圍帶間隙同樣存在超標(biāo)問(wèn)題。圍帶工作面存在嚴(yán)重磨損的臺(tái)階,而間隙未超標(biāo)的圍帶頭部完整無(wú)磨損。
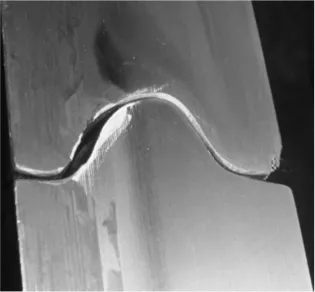
圖1 低壓缸轉(zhuǎn)子末級(jí)葉片圍帶間隙超標(biāo)情況
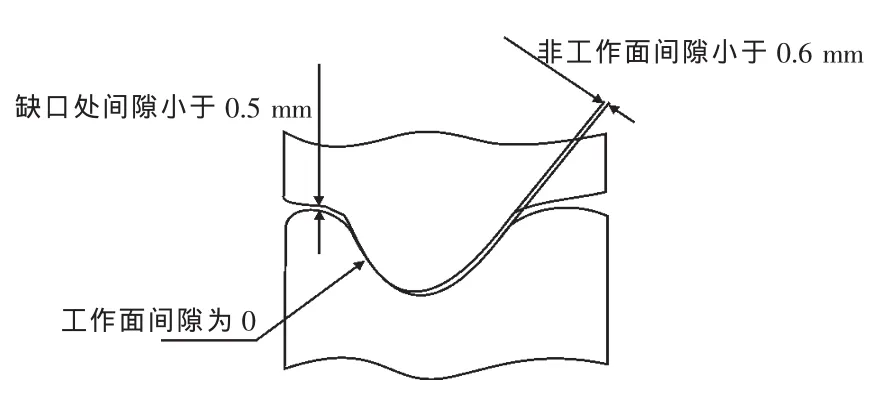
圖2 圍帶間隙要求
圍帶間隙超標(biāo)會(huì)給汽輪機(jī)的安全穩(wěn)定運(yùn)行帶來(lái)如下重大風(fēng)險(xiǎn):
(1)加劇葉片圍帶的磨損,大大縮短葉片的使用壽命。
(2)增加汽輪機(jī)的振動(dòng)。
(3)葉片承受載荷不均,使得承載較大的葉片易發(fā)生金屬疲勞。
低壓缸轉(zhuǎn)子末級(jí)葉片材質(zhì)為俄羅斯生產(chǎn)的BT6(Ti-6Al-4V)鈦合金,具有以下主要化學(xué)物理性能:
(1)比強(qiáng)度高——鈦合金的密度僅為鋼的60%,但比強(qiáng)度(強(qiáng)度/密度)遠(yuǎn)大于鋼。
(2)熱強(qiáng)度高——鈦合金可在450~500℃的溫度下長(zhǎng)期工作。
(3)抗蝕性好——鈦合金抗點(diǎn)蝕、應(yīng)力腐蝕、氯化物及氯的有機(jī)物腐蝕能力強(qiáng)。
鈦合金有良好的化學(xué)物理性能,抗蝕性、熱強(qiáng)度和比強(qiáng)度較高,所以圍帶間隙超標(biāo)的原因可以排除是由于葉片圍帶的腐蝕或熱變形引起的。
根據(jù)葉片的結(jié)構(gòu)形式和現(xiàn)場(chǎng)情況分析認(rèn)為,圍帶間隙超標(biāo)主要原因?yàn)槿~片裝配后,圍帶工作面存在間隙,在機(jī)組運(yùn)行期間葉片要承受極大的扭曲載荷,導(dǎo)致沒(méi)有貼緊的圍帶相互磨損,而且汽輪機(jī)軸系的振動(dòng)進(jìn)一步加劇了圍帶間的磨損。
3 處理措施
根據(jù)烏克蘭羅文斯基核電站處理類似汽輪機(jī)圍帶間隙超標(biāo)問(wèn)題的經(jīng)驗(yàn),結(jié)合現(xiàn)場(chǎng)實(shí)際情況,依據(jù)圖紙要求(圍帶工作面間隙為0 mm),采取了如下處理措施:通過(guò)在圍帶接頭縫隙處焊接L型圓弧金屬插片(長(zhǎng)17 mm、厚2 mm)消除圍帶間隙,如圖3所示;當(dāng)相鄰兩個(gè)葉片之間的圍帶工作面間隙之和大于1.60 mm時(shí),對(duì)其中一個(gè)間隙較大的葉片進(jìn)行以上處理。
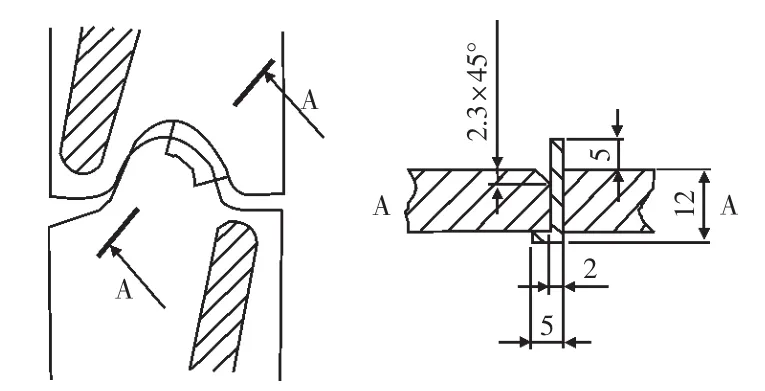
圖3 圍帶間隙處焊接L型圓弧金屬插片
在2010年3月份大修期間,處理了1號(hào)機(jī)組的2號(hào)低壓缸22個(gè)葉片、3號(hào)低壓缸19個(gè)葉片;在2011年3月份大修期間,處理了1號(hào)機(jī)組的1號(hào)低壓缸30個(gè)葉片、4號(hào)低壓缸10個(gè)葉片。具體實(shí)施步驟如下:
(1)制作L型圓弧金屬插片。金屬插片采用與葉片材質(zhì)形同的BT6鈦合金材料,先將鈦合金鋼棒加工成環(huán)形結(jié)構(gòu),環(huán)的底部厚度為2 mm、環(huán)的底口內(nèi)徑比頂口內(nèi)徑小10 mm,然后沿圓環(huán)的直徑方向?qū)A環(huán)分成六等分并剪切開(kāi)。
(2)采用專用工具將葉片圍帶間隙撐開(kāi)至3 mm左右。專用工具包括:2個(gè)帶槽托板、2根M16mm×150 mm螺栓,其中一個(gè)托板背面底端焊有2個(gè)M16mm的螺母,另一個(gè)托板背面頂端焊有1塊200 mm×20 mm×5 mm頂板。把托板勾在兩個(gè)相鄰葉片上,利用螺栓的頂絲作用將葉片撐開(kāi)。
(3)使用什錦銼對(duì)圍帶接頭處的磨損部位進(jìn)行修復(fù)。將磨損的溝痕磨平,露出正常的金屬光澤,必要時(shí)可用氣動(dòng)直磨機(jī),用柄徑6 mm的尖錐或尖弧鋼磨頭。
(4)對(duì)圍帶間隙處配制L型圓弧金屬插片。使用氣動(dòng)直磨機(jī)和平板銼刀,把插片的圓弧段打磨至與圍帶頭部吻合。

表1 處理后的汽輪機(jī)振動(dòng)參數(shù)
(5)金屬插片焊接前的準(zhǔn)備。用酒精將插片、圍帶清洗干凈,用壓縮空氣吹干;將插片安裝到打磨好的圍帶接頭部位,插片L的短邊與圍帶背面貼緊。
(6)金屬插片的焊接。從圍帶的背面焊接,將金屬插片L的短邊與圍帶焊接,使插片與圍帶接頭的凸頭部位焊接成一體。參照SD339-89《鈦材管板焊接技術(shù)規(guī)程》要求:采用手工鎢極氬弧焊接方法;焊接接頭的裝配型式為平行接頭;焊接工藝須進(jìn)行評(píng)定。
4 處理效果
1號(hào)機(jī)組經(jīng)過(guò)4次大修后,4個(gè)低壓缸的轉(zhuǎn)子動(dòng)葉片圍帶間隙超標(biāo)問(wèn)題已全部處理完成。在2011年大修期間,又對(duì)1號(hào)機(jī)組2010年已焊接處理過(guò)的葉片進(jìn)行了檢查,現(xiàn)場(chǎng)檢查結(jié)果表明:焊縫完好,焊接插片未發(fā)現(xiàn)有磨損現(xiàn)象。
目前1號(hào)汽輪機(jī)組的振動(dòng)狀態(tài)良好,振動(dòng)參數(shù)都在標(biāo)準(zhǔn)值之內(nèi),軸振最大值0.114 mm(標(biāo)準(zhǔn)要求不超過(guò)0.160 mm);瓦振最大值2.48 mm/s,(標(biāo)準(zhǔn)要求不超過(guò)4.5 mm/s),如表1所示。
綜上所述,田灣核電站汽輪機(jī)低壓缸轉(zhuǎn)子圍帶間隙超標(biāo)問(wèn)題處理取得了良好的效果,為了確保田灣核電站汽輪機(jī)的安全穩(wěn)定運(yùn)行,還進(jìn)行以下后續(xù)工作:
(1)修改《汽輪機(jī)低壓缸和低壓轉(zhuǎn)子維修大綱》,大綱中增加:對(duì)低壓缸轉(zhuǎn)子葉片圍帶間隙及焊接插片的狀態(tài)進(jìn)行檢測(cè)。
(2)升級(jí)《汽輪機(jī)低壓缸維修程序》,程序中增加:對(duì)低壓缸轉(zhuǎn)子葉片圍帶間隙及焊接插片的狀態(tài)進(jìn)行檢測(cè)。
(3)檢修時(shí)嚴(yán)格檢查低壓缸動(dòng)葉片狀態(tài),發(fā)現(xiàn)圍帶接頭磨損嚴(yán)重時(shí),更換葉片(已采購(gòu)整套末級(jí)葉片作為備件)。
[1]張絲雨.最新金屬材料牌號(hào)、性能、用途及中外牌號(hào)對(duì)照速用速查實(shí)用手冊(cè)[M].北京:中國(guó)科技文化出版社,2005.
[2]郭延秋.大型火電機(jī)組檢修實(shí)用技術(shù)叢書——汽輪機(jī)分冊(cè)[M].北京:中國(guó)電力出版社,2003.
[3]中華人民共和國(guó)能源部.SD339-89鈦材管板焊接技術(shù)規(guī)程[S].1989.
猜你喜歡
能源工程(2021年3期)2021-08-05 07:25:58
能源工程(2020年5期)2021-01-04 01:29:00
電子制作(2019年22期)2020-01-14 03:16:38
廣西電力(2016年4期)2016-07-10 10:23:38
工業(yè)設(shè)計(jì)(2016年4期)2016-05-04 04:00:23
當(dāng)代化工研究(2016年7期)2016-03-20 16:21:50
電測(cè)與儀表(2015年11期)2015-04-09 11:46:40
機(jī)電信息(2015年6期)2015-02-27 15:55:15
機(jī)械制造與自動(dòng)化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40