以丙爾金為主鹽的高純度可焊性鍍金工藝
2012-11-16 03:43:22張榮光周大龍
電鍍與涂飾 2012年3期
關(guān)鍵詞:工藝
張榮光,周大龍
(1.成都宏明雙新科技股份有限公司,四川 成都 610091;2.成都華誠微電子有限公司,四川 成都 610041)
【電鍍】
以丙爾金為主鹽的高純度可焊性鍍金工藝
張榮光1,*,周大龍2
(1.成都宏明雙新科技股份有限公司,四川 成都 610091;2.成都華誠微電子有限公司,四川 成都 610041)
以清潔環(huán)保的丙爾金[即一水合檸檬酸一鉀二(丙二腈合金(I))]代替有毒氰化亞金鉀為主鹽,用市售的可焊性鍍金工藝配方及規(guī)范,生產(chǎn)高純度(99.99%)的金鍍層。所得鍍金層呈淺檸檬黃色、無色斑,比亞硫酸鹽純金層更均勻、致密,金線鍵合強度經(jīng)高低溫循環(huán)試驗后穩(wěn)定,與載體焊接牢固、無空穴,滿足美國軍標MIL-STD-883H–2010中方法2011.8──鍵合強度測試規(guī)范的性能要求。鍍金液性能與亞硫酸鹽純金鍍液相近。鍍金液使用3年多后,不論是在加熱狀態(tài)或是長期放置都很穩(wěn)定。
微波集成圖形;鍍金;丙爾金;金線鍵合強度;共晶焊接
1 前言
隨著現(xiàn)代電子工業(yè)和航天高科技尖端產(chǎn)品的研發(fā),鍍金廣泛應用于連接器端子、印制板、半導體、微波電子等零部件[1]。微波陶瓷集成圖形最小為15 μm線寬的高精密線路,要求極低的接觸電阻(<0.3 m?),耐400 °C高溫,以及可靠的金線鍵合強度和共晶焊接強度,大多通過鍍導電性良好和表面平整的4 μm以上純金鍍層來滿足以上要求。
3年多的生產(chǎn)實踐表明,丙爾金[2][一水合檸檬酸一鉀二(丙二腈合金(I)),KAu2N4C12H11O8]鍍高純可焊性金工藝所得純金鍍層外觀為淺檸檬黃色、無色斑,比亞硫酸鹽純金層更均勻、致密,金線鍵合強度經(jīng)高低溫循環(huán)試驗后穩(wěn)定,與載體焊接牢固、無空穴,滿足美國軍標MIL-STD-883H–2010中方法2011.8──鍵合強度(破壞性鍵合拉力試驗)的要求。
2 丙爾金電鍍高純度可焊性金的工藝
2. 1 工藝流程
陶瓷基片(附0.1 μm真空鍍金層)─清洗─布膠─光刻─顯影─選擇電鍍(集成圖形線路鍍金)─去膠─蝕刻─檢驗。
2. 2 配方與工藝

鍍金液配方由深圳思美昌科技有限公司提供,以鉑金鈦網(wǎng)為陽極,陽極和陰極的面積之比為4∶1,通過陰極移動施鍍,用連續(xù)過濾的方式攪拌鍍液,沉積速率為110 ~ 120 mg/(A·min),在0.4 A/dm2下鍍?nèi)? μm厚的金鍍層需4 ~ 5 min。
2. 3 鍍金液的配制
(1) 充分冼凈鍍金槽體,加入1/4所需體積的去離子水或蒸鎦水;
(2) 將去離子水或蒸鎦水加熱至65 °C,邊攪拌邊加入鍍金SM402開缸劑,3 L鍍金開缸劑可配制5 L鍍金液;
(3) 在強烈攪拌下,緩慢加入預先溶解在熱純水中的金質(zhì)量濃度為100 g/L的丙爾金[w(金)= 51%]濃縮液;
(4) 補充純水至所需體積;
(5) 檢查調(diào)整pH、波美度、溫度等工藝條件。
2. 4 生產(chǎn)前鍍金液的性能驗證
常用簡單的赫爾槽[3]試片驗證生產(chǎn)用鍍金液的性能。赫爾槽的體積為267 mL,鍍金液的體積為260 mL,試片為鍍鎳的銅合金(不能直接用銅合金)或鎳合金,陰極尺寸為100 mm × 70 mm × 0.1 mm。
工藝條件:波美度13 ~ 14 °Bé,pH = 6.5 ~ 7.0,60 ~ 65 °C,0.5 A/min,中速攪拌。
赫爾槽陰極試片的外觀照片如圖1所示。

圖1 赫爾槽試片的外觀Figure 1 Appearance of Hell cell test coupon
在試片的高端處金層粗糙度小于15 mm,其余部位為淡檸檬黃色;可用電流密度為0.05 ~ 3.00 A/dm2,與亞硫酸鹽純金層試片一致;除高處金層粗糙外,純金層的結(jié)晶態(tài)比亞硫酸鹽純金層更細致、均勻,顏色比亞硫酸鹽純金層略淡。
2. 5 鍍金液的深鍍能力試驗
將2 L的鍍金液倒入2 000 mL的燒杯中,薄壁銅管(φ 10 mm × 100 mm)垂直懸掛于鍍金液中并平行于兩陰極間,在0.4 A/dm2、中速攪拌下施鍍10 min,鍍液配方同赫爾槽試驗。鍍后剖開銅管發(fā)現(xiàn),管內(nèi)腔表面鍍滿色澤均勻的金層,說明鍍液的深鍍能力優(yōu)良。
2. 6 鍍金液的維護調(diào)整
(1) 定期化學分析測定金的消耗量或根據(jù)安培分鐘計的電量消耗數(shù)據(jù)[金的沉積速率為0.12 g/(A·min)],補充100 g/L的丙爾金[w(金)= 51%]濃縮液,以保持鍍液中金含量為6 ~ 12 g/L。原則上應控制金含量在其工藝限制值的±10%范圍內(nèi)[4],金含量較低時,邊緣易燒焦,施鍍電流密度較小,沉積速率慢;相反,金含量較高時,結(jié)晶粗糙,分散能力差,厚度差異大。
(2) 每補充1 g金需加入1.96 g丙爾金,同時要添加1 mL的SM402補充劑R,即一個單位(100 mL)的SM402液體補充劑R,其所含組分足以與100 g金配合使用。
(3) 鍍金液在補充金含量前后或停用一周以上時,應做赫爾槽試驗,根據(jù)試片外觀的檸檬黃色,金層結(jié)晶均勻性,高(近陰極)、低端(遠陰極)電流密度區(qū)的鍍金層燒焦,漏鍍范圍等,調(diào)整添加SM402補充劑R、開缸劑及導電鹽。
(4) 生產(chǎn)過程中,鍍金液的pH會逐漸升高,應每隔4 h測定鍍金液的pH。鍍金液的pH高時,電流效率高,鍍金層沉積快,鍍金液的分散能力高;鍍金液pH低時,電流效率低,金層沉積率低,鍍金層外觀較亮。pH偏高或偏低時,可用1.70 g/L的濃磷酸溶液或質(zhì)量分數(shù)為20%的氫氧化鉀溶液調(diào)至工藝范圍內(nèi)。
(5) 連續(xù)量產(chǎn)時,需要每天測量鍍金液的波美度,并用導電鹽C-5調(diào)高波美度。
(6) 微波陶瓷集成微細圖形鍍高純度可焊性金層,對鍍金液清潔和操作環(huán)境的要求比一般電鍍高,應在無塵抽風罩內(nèi)作業(yè)。連續(xù)量產(chǎn)時,需采用循環(huán)泵過濾機連續(xù)過濾鍍金溶液,循環(huán)速率為每小時 10 ~14次槽液體積量。其濾芯精度小于1 μm,并定期清洗(1 ~ 3次/周),濾芯套上過濾布袋以提高過濾精度和便于清洗,延長濾芯壽命。
(7) 長期停用時,應將鍍金溶液定期(2次/周)加熱至工藝溫度值并連續(xù)過濾。
2. 7 鍍金溶液的穩(wěn)定性和可調(diào)性
經(jīng) 3年多的生產(chǎn)實踐,不論是連續(xù)生產(chǎn)用還是放置都未發(fā)現(xiàn)鍍金液混濁。加熱至80 °C時,也未發(fā)現(xiàn)鍍金液混濁或分解而析出金粉,比亞硫酸鹽純金液穩(wěn)定。
隨著電鍍金含量的消耗,添加丙爾金和pH調(diào)整劑后,鍍金生產(chǎn)帶出液少時,鍍金液的波美度會逐漸上升,低于20 °Bé時,鍍金層質(zhì)量不受影響;但波美度高于20 °Bé時,鍍液性能可能受影響。可將鍍金溶液自然冷卻至4 °C以下,使其中的磷酸鹽、檸檬酸鹽等析出后過濾溶液,以降低其波美度。經(jīng)測試發(fā)現(xiàn),鍍金液的金含量不會因溶液中導電鹽結(jié)晶而帶出損失。經(jīng)赫爾槽試驗重新添加SM402開缸劑或補充劑R等,可使鍍金液恢復正常。
3 高純度可焊性鍍金層的性能
3. 1 外觀
不同體系鍍金液中所得產(chǎn)品的金相形貌如圖 2所示。丙爾金鍍純金層為淡檸檬黃色,均勻、細致、致密、無瘤子或色斑。亞硫酸鹽鍍金產(chǎn)品的金層為金黃色,結(jié)晶粗、有較多瘤子。
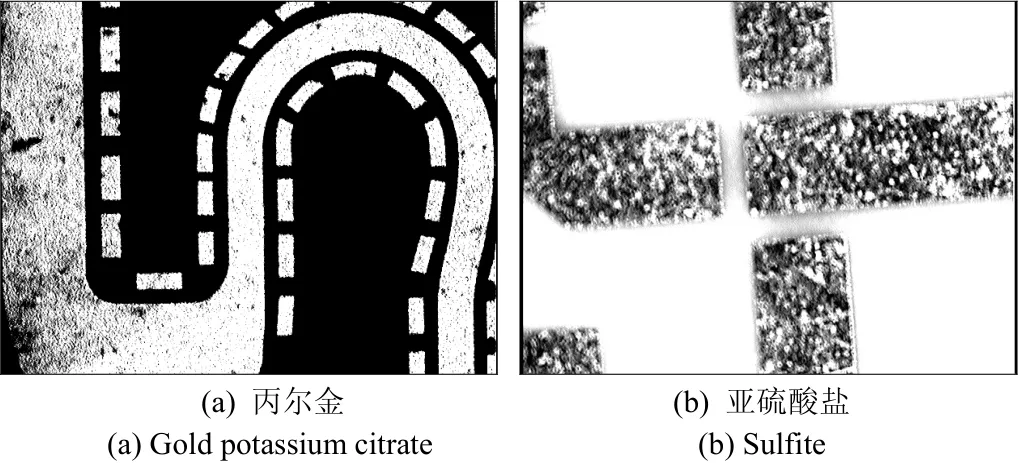
圖2 不同體系溶液鍍金產(chǎn)品的金相照片(×200)Figure 2 Metallographs of gold-plated products prepared from different solutions (×200)
3. 2 厚度
用重量法和顯微切片法[5]測得金層厚度為4 μm。
3. 3 耐高溫性
將丙爾金鍍金產(chǎn)品置于恒溫烘箱內(nèi),于420 °C下烘烤30 min后,觀察其形貌(圖3)發(fā)現(xiàn),鍍金產(chǎn)品無起泡和變色現(xiàn)象。
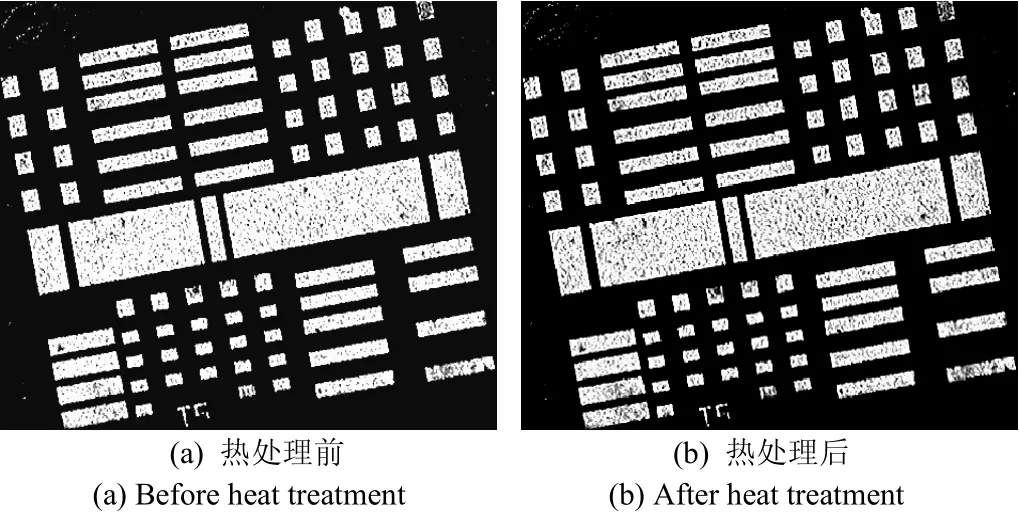
圖3 高溫熱處理前后鍍金產(chǎn)品的金相照片(×200)Figure 3 Metallographs of gold-plated products before and after high temperature heat treatment (×200)
3. 4 結(jié)合強度
微波陶瓷鍍金電路狀態(tài)為:最小導線寬度15 μm,最大導線寬度1 mm。
測試方法:用 3M膠粘膜粘貼電路,機械方法分離。
測試結(jié)果:×60的顯微鏡目測表明,鍍金層完好、無脫落,且電路無塑性變形。
3. 5 金線鍵合強度
用美國奧泰公司的WEST BOND 747677E鍥鍵合機使金線鍵合。金線線徑為0.7 mil(約17.78 μm),分別在金線鍵合后和高低溫循環(huán)后,測試金線鍵合強度,測試30點拉力,結(jié)果見表1,金線鍵合強度滿足美國軍用標準MIL-STD-883H–2010中方法2011.8的規(guī)范要求。
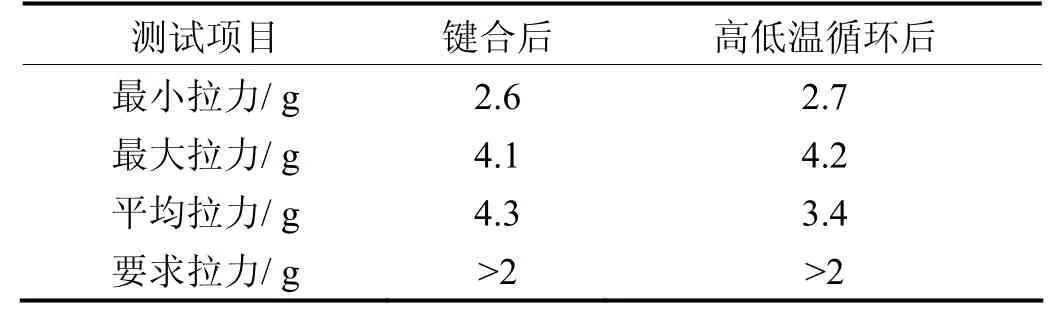
表1 金線鍵合力Figure 1 Bonding strength of gold wire
3. 6 共晶焊接
使用金錫和金鍺焊料進行共晶焊接,鍍金面具有良好的浸潤性,與載體焊接牢固、無空穴。
4 結(jié)論
(1) 清潔環(huán)保的丙爾金鹽替代氰化亞金鉀的鍍金工藝需與成熟的市售鍍金開缸劑及其補充劑等配套使用。
(2) 丙爾金鹽與有毒氰化亞金鉀工藝的鍍金液和鍍金層的性能均基本一致,并能與原有毒氰化亞金鉀工藝的鍍金液兼容,不必重新開缸,從而降低了新開缸鍍金液的成本。
(3) 3年多的連續(xù)生產(chǎn)使用表明,丙爾金鍍金液穩(wěn)定,無混濁、變色現(xiàn)象,也無金粉沉淀。但丙爾金鍍金工藝用于工業(yè)生產(chǎn)的時間有限,還有待于不斷地摸索總結(jié),但鍍金層質(zhì)量很穩(wěn)定,從未有客戶投訴退貨事件。
(4) 丙爾金鍍金工藝清潔環(huán)保,減少了氰化物對環(huán)境的污染,危險性低、使用安全,便于安全管理。
[1] 沈涪. 接插件電鍍[M]. 北京: 國防工業(yè)出版社, 2007.
[2] 三門峽恒生科技研發(fā)有限公司. 清潔鍍金──檸檬酸金鉀鑒定材料[R].鄭州: 河南省科學技術(shù)委員會, 2009.
[3] 曾華梁, 吳仲達, 陳鈞武, 等. 電鍍工藝手冊[M]. 北京: 機械工業(yè)出版社, 1989.
[4] 吳水清. 鍍金層質(zhì)量的強化方法[J]. 電鍍與精飾, 1992, 14 (3): 27-31.
[5] 張允誠, 胡如南, 向榮. 電鍍手冊[M]. 3版. 北京: 國防工業(yè)出版社, 2007.
Process for electroplating of highly pure and weldable gold coating using K{Au(I)[CH2(CN)2]}2(C6H5O7)·H2O as main salt //
ZHANG Rong-guang*, ZHOU Da-long
A highly pure (99.99%) gold coating was prepared by using environmentally friendly bis(malononitrile) gold(I) potassium citrate monohydrate as main salt in replace of toxic gold potassium cyanide based on the bath composition and operation parameters of a commercial weldable gold plating process. The obtained gold coating is pale lemon yellow and stain-free, and more uniform and compact than the pure gold coating prepared from a sulfite bath. The bonding strength of gold wire is stable after cyclic treatment between high and low temperatures, and is welded firmly without any seam to the carrier, meeting the requirement of U.S. military standard MIL-STD-883H–2010 Method 2011.8—Testing Specification of Bonding Strength. The properties of gold plating bath are similar to those of sulfite gold plating bath. The bath is stable whether it is heated or placed for long after using for more than 3 years.
bis(malononitrile)gold(I) potassium citrate monohydrate; microwave integrated circuit; gold plating; gold wire bonding strength; eutectic welding
Chengdu Homin Technology Co., Ltd., Chengdu 610091, China
TG153.18
A
1004 – 227X (2012) 03 – 0001 – 03
2011–07–25
2011–10–20
張榮光(1937–),男,四川合江人,本科,高級工程師,主要從事電鍍工藝技術(shù)的研究。
作者聯(lián)系方式:(E-mail) zrg@hm-sx.com。
[ 編輯:周新莉 ]
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
