提高VD爐真空系統工作穩定性的研究
2012-11-18 08:02:56羅大春周友軍連和平
重型機械 2012年2期
關鍵詞:系統
羅大春,周友軍,連和平,張 明
(1.安陽鋼鐵股份有限責任公司,河南 安陽 455004;2.中國重型機械研究院有限公司,陜西 西安 710032)
0 前言
安鋼120 t VD真空脫氣爐(以下簡稱VD爐)是引進意大利達涅利技術,國內制造,于2005年熱試一次成功。2010年前,由于使用較少,VD爐出現的問題也較少。但隨著安鋼鋼產量和品種的增多,VD爐真空系統出現工作真空度太低或系統的抽氣時間過長,且每次發生均為突發故障。煉鋼過程中真空系統一旦發生故障將導致抽氣量不足,鋼水脫氣不充分,使鋼材質量無法保證。有時甚至還會導致連鑄斷澆,嚴重影響生產的正常進行。本文就安鋼VD爐真空系統的原理及相關參數進行了系統的介紹,對影響VD爐真空精煉系統工作的穩定性的原因進行了分析,并采取了相應的措施,取得了比較滿意的結果。
1 安鋼VD爐真空系統的原理及相關參數
1.1 真空系統的原理
安鋼VD爐真空系統采用五級蒸汽噴射泵,真空罐內的爐氣由一級泵入口進入,在工作蒸汽的作用下先后進入一、二、三級泵。爐氣及工作蒸汽經過三級泵進入C1冷凝器,在C1冷凝器中,與冷凝水進行熱交換,部分蒸汽轉化為液態水進入熱井,另一部分蒸汽與爐氣在四級泵的作用下進入C2冷凝器,部分蒸汽轉化為液態水進入熱井,另一部分蒸汽與爐氣進入五級泵后,經過C3冷凝器排到大氣中,從而達到抽出爐氣的作用。其系統原理如圖1所示。
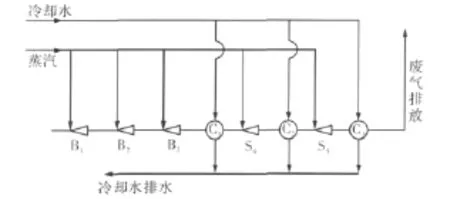
圖1 安鋼VD爐真空系統Fig.1 Vacuum system of VD refining furnace in Anyang Iron&Steel Inc
1.2 真空系統的主要參數
公稱容量/t 120
最小鋼水量處理量/t 100
最大鋼水處理量/t 150
處理周期/min 35~45
抽氣能力/kg/h 370
抽真空時間/min ≤8
蒸汽壓力/MPa 1.0~1.2
蒸汽溫度/℃ 190~200
蒸汽耗量/t·h-1≤24.6
工作真空度/Pa 66.7
極限真空度/Pa <30
真空泵數量/個 9
2 真空系統工作穩定性的問題
真空系統工作穩定性是衡量真空系統好壞的一個重要指標,真空系統工作穩定性主要是指真空系統在一定的時間內達到工藝要求真空度的概率。從鋼液氣相壓的理論上講,VD爐真空系統工作真空度要滿足脫碳、脫氫的要求真空度必須達到67 Pa,工藝要求真空系統達到工作真空度的時間需控制在10 min以內。2010年,安鋼VD爐曾出現數次真空度達到67 Pa時間長達30 min,嚴重時B1泵無法開泵。另外真空度出現的故障均為突然發生,一方面嚴重影響生產,另一方面產品質量無法保證。因此必須提高真空系統工作的穩定性。
3 影響真空系統工作穩定性的因數及原因分析
針對安鋼VD爐真空系統工作穩定性無法滿足煉鋼生產要求的現狀,技術人員對數次故障的現象、原因及處理方法進行認真的分析,并參照設備設計性能參數進行比對,經綜合分析研究認為,影響真空系統穩定性的因素有以下幾方面:
3.1 真空系統內積水
VD爐真空系統抽真空能力突然下降,往往伴隨著B1泵前端的積塵罐外壁出現積霜現象,打開積塵罐均發現內部有積冰、積水現象。排除積塵罐內部的水冷管線漏水外,積冰、積水主要有兩個原因:(1)蒸汽含水過多。蒸汽干燥度對真空泵的性能有較大影響,含水會引起真空度波動,含水過多甚至會導致一級泵無法開泵,蒸汽的過熱度需要在5~10℃。(2)蒸汽冷凝成水。經檢查發現蒸汽總切斷閥和二級泵蒸汽切斷閥關閉不嚴,不生產時,蒸汽漏到二級泵、一級泵及抽氣管線內,蒸汽冷凝成水,由于積塵罐在真空系統的最低點,水最后流到該處,在真空條件下,水蒸發吸熱,造成管道外壁積霜。真空系統內部積水,水在真空狀態下很快蒸發為氣體,真空系統負載增大,最終導致真空度下降。
3.2 真空系統內部積灰
真空系統抽真空從大氣壓抽到67 Pa的時間大大延長。技術人員打開人孔檢查發現:二級泵及3級泵的擴壓器內部存在大量積灰。原因分析:當擴壓器內部的積灰達到一定的厚度時,會改變擴壓器的軸心線,此時拉瓦爾噴嘴噴出的高速蒸汽會在擴壓器內部產生一種紊流現象,從而造成泵的工作特性明顯下降,影響泵的抽氣性能。
3.3 真空系統的泄露
影響真空系統工作穩定性的另一個主要原因:系統內部及外部泄露嚴重,真空系統抽氣超負荷工作,導致真空度急劇惡化。此問題主要是由于真空泵截止閥內泄、連接管路破損、密封失效等原因造成的。
3.4 冷凝水壓力及溫度的影響
冷凝水的壓力及溫度對真空系統工作穩定性會產生很大影響,冷凝水壓力低及溫度高都會使蒸汽冷凝不徹底,加大下一級泵的負擔,近而破壞整個真空系統的平衡,導致真空度無法滿足生產要求。
4 采取的措施
4.1 去除真空系統的積水
針對真空系統出現積水的兩個原因,分別采取了相應的措施解決。(1)要求蒸汽過熱裝置供蒸汽的壓力控制在1.0~1.2 MPa,溫度在190~200℃之間;(2)將真空系統輸水效果不好的疏水閥全部更換,并要求每次生產前進行排水作業;(3)將關閉不嚴的蒸汽總切斷閥和二級泵蒸汽切斷閥更換。
4.2 真空系統內部積灰定期清理
通過查閱資料及生產實踐證明,二級泵及三級泵的吸入室需要定期清灰。積灰徹底清理干凈后,還需用拋光機對內壁進行打磨。真空泵影響抽真空效果部位主要是擴壓器段圖2所示。
安鋼真空系統清灰的周期控制在350爐左右。
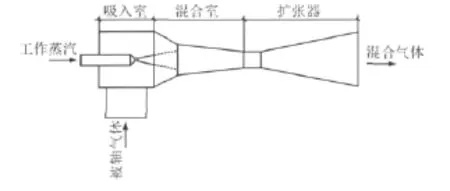
圖2 真空泵示意圖Fig.2 Diagram of vaccum pump
4.3 定期查找泄露點
使用手持式真空探測儀定期對系統進行檢查,確保系統漏氣量控制在系統允許的50 kg/h。另外,抽氣管線動密封的位置需經常檢查,確保動密封面處無異物。定期更換真空系統各個法蘭接觸面的密封墊片。
4.4 調節冷凝水的溫度及壓力
為使真空系統系統正常工作,一方面要求供水部門將冷凝水的溫度控制在35℃以內,壓力控制0.3~0.6 MPa之間。另一方面在冬夏季有較大的溫差時,需適當調節水量,并對各個冷凝器上下部進水閥的開關位置設明確標記。
5 取得的效果
真空系統改進后經過一年的實踐,突發故障由2010年的10余起降低到2011年的2起。真空系統工作的穩定性逐步提高,產品質量大大提高,厚板探傷合格率保持在99.2%,綜合探傷合格率保持在99.46%,充分保證安鋼逐步成功冶煉了低碳貝氏體、管線鋼、Z向鋼、高層建筑系列用鋼等鋼種,為安鋼拓展了市場,增加了新的效益增長點。
[1] 煉鋼-連鑄新技術800問編委會.煉鋼-連鑄新技術800問[M].北京:冶金工業出版社,2003.
[2] 趙沛.爐外精煉及鐵水預處理實用技術手冊.北京:冶金工業出版社,2004.
[3] 道達安.真空設計手冊(3版)[M].北京:國防工業出版社,1979.
[4] 董偉光,方杞青.天津鋼管公司150噸VD爐真空系統改造[J].真空,2004(5).
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
