關于陶瓷磚物料及配方多級管理體系的探討*
2012-11-20 08:12:26白戰英張衛星
陶瓷 2012年2期
關鍵詞:產品
白戰英 張衛星
(1咸陽陶瓷研究設計院 陜西 咸陽 712000)(2國家建筑衛生陶瓷質量監督檢驗中心 陜西 咸陽 712000)
關于陶瓷磚物料及配方多級管理體系的探討*
白戰英1張衛星2
(1咸陽陶瓷研究設計院 陜西 咸陽 712000)(2國家建筑衛生陶瓷質量監督檢驗中心 陜西 咸陽 712000)
我國建筑陶瓷行業近年來發展強勁,但在硬件水平發展的同時,各種軟件水平有待提升。筆者在文中提出了陶瓷磚工廠物料和配方多級管理系統的建立要點和應用案例,旨在使工廠在提升硬件水平和新產品開發能力的同時,更多關注軟件水平的提升,從而使企業真正達到國際一流企業的水準。
陶瓷磚 物料 配方 管理體系 多級
前言
我國建筑陶瓷行業近年來一直保著持強勁的發展勢頭,2010年全年產量達到78.09億m2,同比增長19.6%;銷售收入為2 500億元,同比增長30%,利潤為150億元,同比增長31.5%。其產品種類也非常豐富,由20年的前釉面磚、彩釉磚和耐磨磚等有限的幾類已經發展到包括拋光玻化磚、亞拋磚、柔性拋光磚、拋釉磚、微晶玻璃復合板、有釉仿古磚、無釉仿古磚、板巖、內墻釉面磚、有釉外墻磚、無釉外墻磚、廣場磚、陶瓷馬賽克、上釉陶瓷超薄板、瓷質超薄板、輕質陶瓷磚、陶瓷空心掛板、防靜電陶瓷板等眾多類別,表面裝飾效果更是呈現出百花齊放的局面。
無論產品的種類如何豐富,但其工藝流程基本不變,都包括配料、原料加工、成形、烘干、裝飾、燒成等基本工序,尤其是配料過程,是一個陶瓷工廠最核心的環節,它決定了采購何種原料、后期使用何種工藝過程以及成品達到什么樣的質量和效果。
筆者通過對國內和意大利一些優秀的陶瓷企業的考察結果,對建立一個穩定可靠的配方管理體系進行了探討,旨在協助陶瓷生產工廠達到如下目的:
1)便于執行配方設計和計算;
2)便于進行成本核算;
3)便于配方保密;
4)便于原料和各種基礎料的物流管理。
1 建立配方管理體系的要點和過程
1.1 確定基礎料
“基礎料”是許多工廠普遍采用的一個名詞,在意大利工廠,通常會用到英文“based body”,“based powder”,事實上是指在工廠內部所使用的一種中間坯料,也是噴霧干燥塔生產的粉料的一個種類。但是部分色劑是在漿池攪拌過程中加入的,為了管理方便,我們把未加色劑前的漿料配方視為一種基礎料配方,通過噴霧干燥塔干燥后成為一種基礎料。在通體滲花磚的制造工廠,無論在印花過程中印制了何種花型或印制了幾層,通常坯體都只使用1種,當然也可根據顏色的明暗分為2~3種,為了調色而加入少量色料成分后,不再視為基礎料。對于微粉二次布料產品,下層底坯的基礎料往往只有1~3種,而面料由于要適應不同的表面效果,所以會稍微多一些,但也不宜超過10種,否則會大幅度增加管理成本。當然也有少數企業的面料和坯料配方相同(僅細度不同),也應當視為不同的基礎料。對于上釉陶瓷磚而言,釉面有較好的遮蓋效果,使用1~2種就可以了。有些仿古磚樣品,表面噴(印)有一層薄薄的顏色層,對坯體覆蓋能力有限,在產品分類時按照無釉磚來分,基礎料的種類相對多一些。
陶瓷磚生產工廠需要根據自己的產品種類確定基礎料的種類,確定的原則有:
1)一般情況下,一種粉料視為一種基礎料,在工廠管理中用單獨的儲料罐存放。
2)一種基礎料的原料配比、化學組成、礦物組成、加工參數(如細度、水分、流動性、粉料顆粒級配等)和顏色(為了調色加入組分不超過0.1%色劑除外)基本一致。
3)噴霧干燥前在漿池中加入0.1%以上硅酸鋯或其他色劑的視為不同基礎料。
4)當原料的種類或來源發生變化時,視為不同基礎料。但是由于原料本身成分或水分的變化導致配比的微調,可以視為一種基礎料。
5)添加0.1%以下硅酸鋯、其他色劑以及在印花施釉過程中在產品上增加的其他組分均作為外加劑處理。
6)在基礎料的料漿中加入色劑,制成粉料,并在壓磚機布料系統中作為花紋料使用可視為低一級的基礎料。
1.2 建立原料和基礎料的編碼規則
在大多數陶瓷磚工廠中,為了保密和管理方便通常對原料和配方單進行編碼,在生產過程中實施物料的密碼傳遞,這個密碼系統也可以向供應鏈管理系統延伸,盡量使一個企業內部的一個編碼對應唯一的物料或原料。為了管理的延續性和不隨人員流動而影響生產,工廠應用文件將物料的編碼體系固定下來,至少在工廠核心的檔案庫中保存一套原料-原料編碼對應表。
例如:中山黑泥C1、江西高嶺土C2、清遠水洗泥C3、鈉長石F1、湖南鉀砂S1、石英砂S2等。編碼規則,各工廠可以根據自己的實際情況來建立。
在我國的陶瓷磚生產企業,推薦使用三級物料管理體系:
第一級:原料。包括所有外購的粘土、石英、長石、外加劑、色料等。
第二級:基礎料。由前文中的原則確定的基礎料。
第三級:入窯前生坯(一次燒成)或印花后入窯前素坯(二次燒成),即由基礎料、色料、外加劑、花料等通過不同的工藝流程制成的入窯前的半成品。
在生產多管布料產品時,花紋料往往由二級基礎料與色料配制而成。此時花紋料也可以當作三級物料處理。半成品則為第四級。在意大利的陶瓷企業,也有將不同的基礎料進行混合,形成次級甚至再次一級基礎料的體系,但最多不會超過5級。其管理原則與三級物料管理原則一致。
陶瓷企業的生產技術部門,應當建立至少三級的物料編碼系統,以便于生產過程管理。
1.3 建立物料檔案
管理完善的企業,一旦配方確定,就將每種原料的物理性能、化學性能編寫成為采購內控標準,明確各項參數的限定值及允差,以便于品質管理部門根據標準進行接收或拒收的判斷。在財務或采購部門,除了建立原料的采購技術標準外,還應當建立涵蓋價格、供應方評價資料、原礦儲藏量等的詳細的物料檔案。
陶瓷企業的生產技術部門,需要對上述三級物料建立物料檔案。物料檔案應包括以下內容:
1)化學組成、化學性能、物理性能,具體對照企業內控標準。其中配方單可以用原料編碼系統表示。
2)形成的工段(可以與工藝流程圖相結合)。
3)制成的成本,包括原料成本、燃料成本、電力成本、設備折舊、過程損耗、人力成本等,其成本組成應便于組成新產品時的成本核算。
需要注意的是,用于成本核算的物料往往包括帶入的水分,而進行配方控制(尤其是控制燒成時間、燒結程度)時的物料卻是不包含水分的,負責在推測燒成過程固相反應溫度和時間時會發生嚴重偏差。這在過程控制時尤其要注意。
在意大利,有許多專業生產原料的工廠。進入陶瓷工廠的原料多是經過預均化的標準原料,化學組成、化學性能、物理性能都相當穩定。由于進廠原料穩定,第二級基礎料配方可以基本保持不變,故基礎料的原料配方也相當穩定;也有一部分工廠直接購買可作為第二級基礎料的標準粉料。在我國,由于現階段原料標準化程度低,產量大而導致同一礦點原料消耗快,礦點經常變換,所以原料質量波動很大,礦物組成、含水率、解膠性能、細度、有機質含量、雜質含量相差非常大,要維持生產同樣的產品,需要用多種粘土、長石、石英等進行調制,以確保最后一級的產品的質量保持相對穩定。這樣就對第二級基礎料的質量控制相當關鍵,控制難度加大,化學性能和物理性能相同的第二級基礎料往往產生了一系列不同的原料組成,可以在編碼后加后綴以表示性能基本相同生產同類產品但原料組成不同的基礎料,如:超白1#(SW1#)由粘土C1、粘土C2、粘土C3、長石F1、石英砂S1、硅酸鋯Z5組成,由于C1粘土稀缺,需要更換成C4,但是產品不能變化,粉料以后各工段工藝參數也不能發生變化,可能引入C5和C4,與原先其他幾種原料搭配調制成SW1#的白度、化學組成及各種工藝性能,可以編碼為SW2#,在粉料之后的各工序代替SW1#。這說明基礎料已經發生了變更。
由于原料水分和組成的微小變化導致的配比的微調,只要在企業內部控制標準的允許誤差范圍之內,不算基礎料的變更,無需更換編碼及后綴。盡管可以近似地調節至原基礎料的性能,但是仍會出現目視可見的色差,故我國的多數生產企業在1個月內會有多個色號,這在后期使用過程中由于不同色號混貼容易產生客戶投訴。在意大利的企業,同一產品,有時1年1個色號,這基本上都是由于原料標準化的原因,這也是目前我國終端產品質量和生產過程自動化與意大利仍有差異的主要原因。我國已在《建材工業“十二五”發展規劃》(工信部規[2011]513號)中提出把“重點產區加快原材料標準化和產業化”,以推進原料標準化進程。
通過上述方式就建立起涵蓋三級物料檔案、物料編碼體系、物料內控標準、加工成本、物理化學性能、原料配比、化學組成和礦物組成的配方管理體系。與之相關的原料倉庫、化工倉、粉料倉庫以及過程輸送裝置、稱量裝置、質量監測系統均是支持該管理體系的物理單元。
2 應用配方管理體系
在企業內使用用途很廣。下面從產品設計和成本核算的角度來探討其用途。
2.1 產品設計
筆者用一個二次多管布料的微粉磚來說明其產品設計的用途。
市場上常見的瓷質拋光磚產品花色品種相當豐富,按其工藝過程可分為滲花、二次布料微粉磚、拋釉磚等。其中二次微粉布料磚是由50%~70%底料(底坯)和30%~50%面料組成。其底料料漿細度低和白度低,生產成本也要求低;面料則要求料漿細,白度高,同時生產成本高。在壓磚機壓制過程中,先布底料,然后布面料,在此過程中,通過不同物料管道及不同布料技術加入熔塊、帶色料的粉料、晶粒等,然后壓制成形,形成各種不同效果的產品。
在生產這種產品時,至少應考慮以下幾種過程物料:
1)底料:屬于二級基礎料,工廠一般會有1~3種不同色調,以滿足滲花、底料的不同需求。
2)基礎面料:屬于二級基礎料,根據表面裝飾效果的需求,也會有2~7種。
3)花紋料:包括由二級基礎料與色劑制成的花料(可以作為三級基礎料,也可以作為第四級物料)。
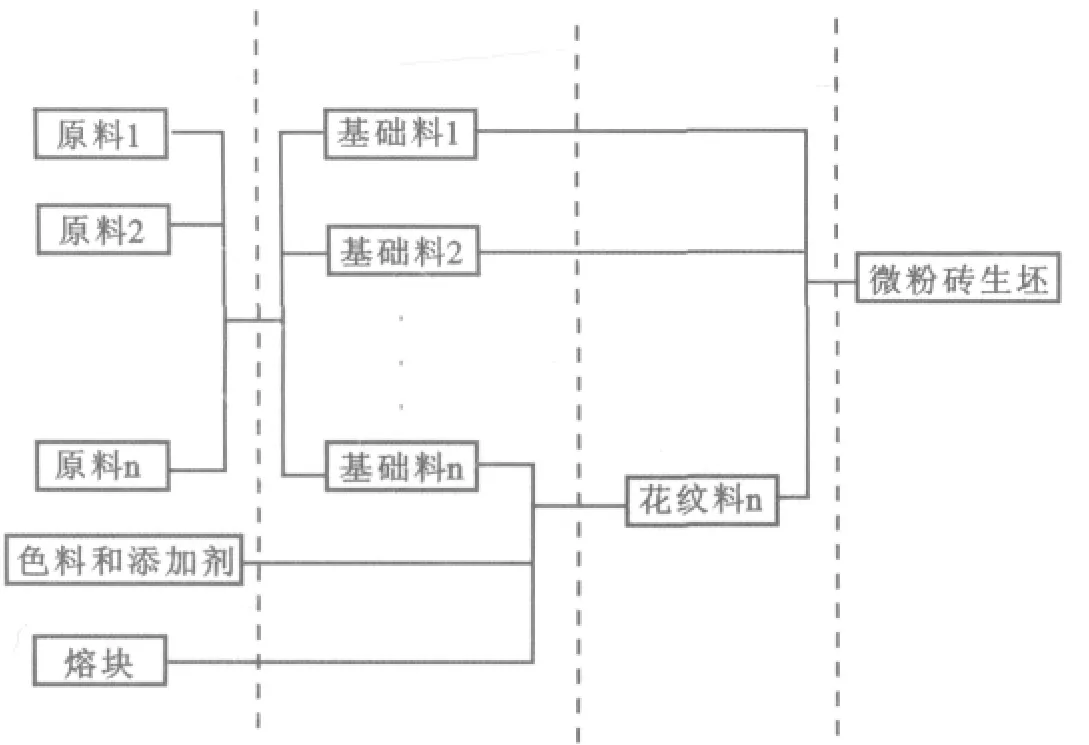
圖1 二次布料微粉磚四級物料系統
假設公司的物料編碼體系如下(每一編碼對應了一個物料卡片及內部控制標準,實際生產中對應了不同的料倉及物料輸送渠道)。
一級/原料:砂石類分別為:C1,C2,C3……Cn;硅酸鋯:Z1,Z2,Z3;色料:P1,P2,P3……Pn;添加劑類:A1,A2,A3……An;
二級/基礎料:底料:BM1,BM2,BM3;面料:SM1,SM2,SM3……SMn;
三級/花紋料:CO1,CO2,CO3……COn;
四級/產品:產品編碼體系最好與企業的商業說明書、產品包裝中編號序列相一致,至少應當保持一一對應關系,當然產品編碼體系中使用更第一級的編碼表示拋光、亞拋、超潔亮技術、仿馬賽克切割等另當別論。
產品技術中心通過以下三級管理記錄實現產品生產管理:
1)原料配方單(磅料單、加料指令),單據上可以只出現一級原料編號C1,C2、C3……Cn及對應倉位號、對應添加劑、水加入量、球磨機、班組、研磨時間、細度、流動性等,但是目前我國大多數企業仍然使用了原料名稱,這樣會增加配方泄密的風險。原料車間使用該單據執行配方及球磨指令,并進行出磨前驗收。技術中心提供的單據也可以只有百分比組成,由原料車間進行實際換算后執行,換算是考慮原料含水率的折算。在這個過程中生產出二級基礎料的漿料,不同基礎料進不同漿池,經除鐵、漿池攪拌、陳腐、噴霧干燥后制成粉料——二級基礎料。
2)花紋料配方單(不同企業有不同名稱),單據上可以只出現漿池號,以及加入色料、硅酸鋯、添加劑的量、班組、攪拌時間等。這個過程中可以生產出花紋料的漿料,噴霧干燥后進入相應的料倉備用(三級基礎料)。用作面料的漿料也可以在此工序中加入硅酸鋯以達到增白效果。有些企業把未加硅酸鋯之前的面料配方視為基礎料配方,筆者建議將加硅酸鋯之后的面料配方視為基礎料配方,意大利及我國一線企業多使用這種管理方案。
3)壓磚機工藝指令單(不同企業有不同名稱),除上述企業管理中所必要信息外,還包括各種二級基礎料和三級基礎料配比。例如:底料BM1(65%);面料SM1(33%)、花紋料CO1(0.5%)、花紋料CO2(0.5%)、熔塊粉Pn(1%)。
多數工廠把花紋料配方單和壓磚機工藝指令單合二為一,在壓磚機工藝指令單中把各種花紋料的組成寫得很清楚,既不方便管理,也增加了泄密的風險。
通過以上信息傳遞的單據,并結合各種物理儲存單元、輸送單元、稱量裝置、監測系統的協同使用,可以有效地控制產品設計和生產。
在意大利,多數工廠建立了安全可靠的四級~五級物料管理系統,通過內部局域網實現各工序的協同管理,不同權限的人員可以進入不同層級的物料系統,每層都建立了規范的編碼體系,既實現了信息資源共享,又起到了配方保密的作用。
2.2 配方管理體系在成本核算中的使用
建立了配方管理體系后,一款新產品的成本核算變得簡單很多。在前面述及,需要在企業內部建立基礎料及原料的物料檔案,當物料分級管理后,各級基礎料使用原料、消耗電能、燃料、設備折舊、人工相對固定,每一種都有其對應的初始制造成本,并且原、燃料價格的波動會迅速隨物料分級管理系統由原料傳遞到下一級直至產品,而壓磚機之后的工序生產成本隨產品變化不大(在意大利,把坯底粉和防污劑均列入物料成本中)。這樣根據新產品的各級物料的組成以及進入產品的工序,就能迅速核算出一款新產品的生產成本了。
在意大利,任意指出商業說明書中一款產品,就能夠在局域網中迅速查到其產品凈重、含包裝重量、生坯重量,并能迅速由終端產品逐級分解到初始原料(包含融入產品的所有物料),這個管理系統值得我們學習。
3 結語
建立一個良好的物料配方管理體系,是一個建筑陶瓷企業走向規范管理及進一步提高自動化的重要一步,這也是與國外先進陶瓷制造企業縮短差距的重要一步。它不僅能夠協助企業完善物料與配方管理,提高成本控制的質量,同時也是加強供應鏈管理和客戶反饋管理的重要輔助手段,是實現企業把管理體系向供應商和客戶兩端延伸,實現與相關方互利的高端目標的基礎。筆者希望通過本文,起到拋磚引玉的作用,使工廠在提升硬件水平和新產品開發能力的同時,更多地關注軟件的提升,這樣才能真正達到國際一流企業的水準。
Argument on a Multi-stage Material & Formula Management System for Factory of Ceramic Tiles
Bai Zhanying1,Zhang Weixing2(1Xianyang Research and Design Institute of Ceramics,Shaanxi,Xianyang,712000)(2National Quality Supervising Test Center of Architecture and Sanitary Ceramics,Shaanxi,Xianyang,712000)
The building ceramic industry develop rapidly in the past several years in China,but the software need improving to get up with the developing step of the hardware.The major point and application case of a multi-stage material &formula management system for ceramic factory was argued in the paper,for the purpose that the manufacturers can be advanced to consider more to improving software with the pace of improving hardware level and developing capacity,and become companies with a level of international enterprise.
Ceramic tiles;Material;Formula;Management system;Multi-stage
TQ174.4
B
1002-2872(2012)02-0009-03
白戰英(1973-),本科,陶瓷工藝高級工程師;主要從事建筑衛生陶瓷工藝技術、標準化、檢測技術及質量管理研究工作。
張衛星(1974-),本科,國家注冊質量工程師,證書編號:0053597;主要從事建筑衛生陶瓷行業檢測實驗室質量管理及標準和檢測技術。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
