基于矢量控制的全電動(dòng)注塑機(jī)控制系統(tǒng)設(shè)計(jì)*
2012-11-20 08:11:50李明輝李正琦
陶瓷 2012年7期
關(guān)鍵詞:磁場(chǎng)
李明輝 李正琦
(1浙江溫州輕工研究院 浙江 溫州 325000)(2陜西科技大學(xué)機(jī)電工程學(xué)院 西安 710021)
基于矢量控制的全電動(dòng)注塑機(jī)控制系統(tǒng)設(shè)計(jì)*
李明輝1李正琦2
(1浙江溫州輕工研究院 浙江 溫州 325000)(2陜西科技大學(xué)機(jī)電工程學(xué)院 西安 710021)
根據(jù)全電動(dòng)注塑機(jī)的工藝結(jié)構(gòu)及對(duì)控制系統(tǒng)的要求,通過(guò)分析全電動(dòng)注塑機(jī)的結(jié)構(gòu),在把矢量控制應(yīng)用到永磁同步電機(jī)控制的基礎(chǔ)上,提出了一種全電動(dòng)注塑機(jī)控制系統(tǒng)的設(shè)計(jì)方案。經(jīng)過(guò)分析和研究,表明該方案能夠進(jìn)一步提高全電動(dòng)注塑機(jī)的精確控制能力,其穩(wěn)定性好、可靠性高,能夠較好地滿足對(duì)全電動(dòng)注塑機(jī)控制精度和穩(wěn)定性的要求。
全電動(dòng)注塑機(jī) 永磁同步電機(jī) 矢量控制

功耗大、污染程度高、噪音大以及控制精度不夠精確等問(wèn)題是傳統(tǒng)液壓形注塑機(jī)普遍存在的問(wèn)題。因此,開(kāi)發(fā)節(jié)能環(huán)保、高速高效、低噪聲以及高自動(dòng)化的全電動(dòng)注塑機(jī)已經(jīng)成為21世紀(jì)注塑行業(yè)的主要目標(biāo)。目前國(guó)內(nèi)在全電動(dòng)注塑機(jī)控制系統(tǒng)的理論方面的研究相對(duì)薄弱,特別是控制系統(tǒng)的一些關(guān)鍵技術(shù)與國(guó)外還有很大差距。筆者依據(jù)全電動(dòng)注塑機(jī)的間架結(jié)構(gòu)及對(duì)控制系統(tǒng)的要求,通過(guò)對(duì)全電動(dòng)注塑機(jī)的結(jié)構(gòu)和性能進(jìn)行分析和研究。由于傳統(tǒng)異步電機(jī)驅(qū)動(dòng)裝置重復(fù)定位精度差,低速運(yùn)轉(zhuǎn)時(shí)轉(zhuǎn)矩小,諧波損耗大,速度變動(dòng)率大,動(dòng)態(tài)性能不佳等原因,運(yùn)用傳統(tǒng)的控制方法很難達(dá)到滿意的控制效果;而永磁同步電動(dòng)機(jī)具有動(dòng)態(tài)響應(yīng)性好、輸出扭矩大、閉環(huán)控制精度高、制動(dòng)性能好等優(yōu)點(diǎn),特別是在低速時(shí)仍然能夠穩(wěn)定運(yùn)行、無(wú)爬行線現(xiàn)象。因此,筆者把矢量控制應(yīng)用到永磁同步電機(jī)中,設(shè)計(jì)了一種新的全電動(dòng)注塑機(jī)的運(yùn)動(dòng)控制系統(tǒng),能夠很好的滿足控制系統(tǒng)的要求,并在實(shí)際中得到了成功的應(yīng)用[1]。
1 全電動(dòng)注塑機(jī)的核心結(jié)構(gòu)及注塑過(guò)程
注塑機(jī)是生活中塑膠產(chǎn)品的主要生產(chǎn)設(shè)備。全電動(dòng)注塑機(jī)主要包括鎖模系統(tǒng)、模具系統(tǒng)、注塑系統(tǒng)、動(dòng)力系統(tǒng)、控制系統(tǒng)等,采用永磁同步伺服電機(jī)作為動(dòng)力驅(qū)動(dòng)系統(tǒng),采用滾珠絲桿和同步皮帶作為傳動(dòng)結(jié)構(gòu),并借助螺桿(或柱塞)的推力,將已塑化好的熔融狀態(tài)(即粘流態(tài))的塑料注射入閉合好的模腔內(nèi),經(jīng)固化定型后取得制品的工藝過(guò)程。
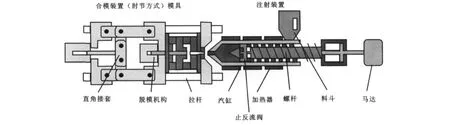
圖1 全電動(dòng)式注塑機(jī)主要部件結(jié)構(gòu)Fig.1 Fully-electric injection molding machine main parts of the structure
其工作原理為:將粒狀或粉狀塑料加入機(jī)筒內(nèi),隨螺桿轉(zhuǎn)動(dòng)原料向前移動(dòng),并通過(guò)螺桿的旋轉(zhuǎn)形成剪切熱和機(jī)筒外壁加熱使塑料由顆粒狀變?yōu)槿廴跔顟B(tài),最后成為流態(tài),而且對(duì)注射料筒形成一定壓力;當(dāng)螺桿頭部的熔態(tài)物料壓力達(dá)到能克服注射電機(jī)退回時(shí)的阻力時(shí),螺桿便向后移動(dòng),自動(dòng)計(jì)算熔態(tài)物料體積是否滿足注射需求,此時(shí),螺桿頭部與噴嘴之間體積越來(lái)越大,物料越來(lái)越多;當(dāng)熔態(tài)物料體積滿足注射需求時(shí),計(jì)量裝置撞擊限位開(kāi)關(guān),螺桿停止轉(zhuǎn)動(dòng)并后退,然后合模電機(jī)驅(qū)動(dòng)合模機(jī)構(gòu)運(yùn)動(dòng),模板沿導(dǎo)桿方向使模具閉合,緊接著注射座前移,使噴嘴貼緊模具的澆口道,接著電機(jī)啟動(dòng),使螺桿向前推進(jìn),注塑電機(jī)按照系統(tǒng)設(shè)定的注射壓力和速度將熔態(tài)物料射入模具型腔內(nèi)。當(dāng)熔料充滿整個(gè)模腔后,螺桿仍對(duì)熔料保持一定的壓力,以此來(lái)防止模具型腔中的熔態(tài)物料反向流動(dòng),并向模具型腔內(nèi)補(bǔ)充產(chǎn)品因冷卻收縮所需要的物料,以保證產(chǎn)品具有一定的密度和尺寸公差。模具型腔中的熔態(tài)物料經(jīng)過(guò)冷卻,使其固化成形,當(dāng)完全冷卻后,在頂出機(jī)構(gòu)的作用下便可開(kāi)模,產(chǎn)品被頂出。這就是一個(gè)完整的注塑成型過(guò)程,時(shí)序圖如圖2所示。

圖2 電動(dòng)注塑時(shí)序圖Fig.2 Electric injection timing diagram
全電動(dòng)注塑機(jī)的性能在很大程度上依賴于其運(yùn)動(dòng)控制系統(tǒng)的精密性和穩(wěn)定性,因此好的動(dòng)態(tài)響應(yīng)性、大扭矩輸出、高精度閉環(huán)控制、良好的制動(dòng)性能等是設(shè)計(jì)控制系統(tǒng)方案時(shí)需要考慮的因素。
2 永磁同步伺服電機(jī)的控制
永磁同步電機(jī)的轉(zhuǎn)子為永磁體,通常是由勵(lì)磁繞組、磁極鐵心、永磁磁鋼及磁轆等組成。轉(zhuǎn)子的作用是在電動(dòng)機(jī)的氣隙內(nèi)產(chǎn)生足夠的磁感應(yīng)強(qiáng)度,與通電后的定子繞組產(chǎn)生的磁場(chǎng)相互作用產(chǎn)生轉(zhuǎn)矩,以此來(lái)驅(qū)動(dòng)自身的轉(zhuǎn)動(dòng)。根據(jù)永磁體在轉(zhuǎn)子上安裝位置的不同,永磁同步電機(jī)可以分為兩大類:凸極式和嵌入式永磁同步電機(jī),如圖3所示。
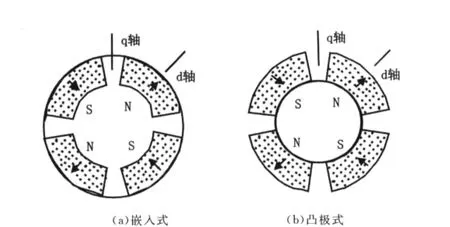
圖3 永磁同步電機(jī)結(jié)構(gòu)Fig.3 Structure of permanent magnet synchronous motor
永磁同步電機(jī)的轉(zhuǎn)子是具有兩個(gè)極的永磁體。當(dāng)給電機(jī)的繞組通上交流電時(shí),則會(huì)產(chǎn)生一個(gè)旋轉(zhuǎn)的磁場(chǎng);當(dāng)定子的旋轉(zhuǎn)磁場(chǎng)以一定的同步轉(zhuǎn)速旋轉(zhuǎn)時(shí),N極與S極互相吸引,定子的旋轉(zhuǎn)磁極就會(huì)帶著轉(zhuǎn)子一起旋轉(zhuǎn)[3]。顯然,轉(zhuǎn)子的轉(zhuǎn)速應(yīng)與旋轉(zhuǎn)磁場(chǎng)的轉(zhuǎn)速相同,即同步,否則電機(jī)就會(huì)失步。失步與否跟定子的磁極軸線與轉(zhuǎn)子磁極軸線間的夾角θ有關(guān),而θ與負(fù)載的大小有關(guān)。因此,只要電機(jī)的負(fù)載不超過(guò)一定限度,θ在允許范圍內(nèi)變化,電機(jī)就不會(huì)失步[2]。三相PMSM的模型是多變量、強(qiáng)耦合、非線性的系統(tǒng)。通過(guò)對(duì)轉(zhuǎn)子磁場(chǎng)定向矢量的控制就可以對(duì)轉(zhuǎn)矩的控制參數(shù)實(shí)現(xiàn)解耦,實(shí)現(xiàn)轉(zhuǎn)矩線性控制。其基本原理是:通過(guò)坐標(biāo)變換,即在轉(zhuǎn)子磁場(chǎng)定向的同步坐標(biāo)軸系上通過(guò)對(duì)電動(dòng)機(jī)的磁場(chǎng)電流和轉(zhuǎn)矩電流進(jìn)行解耦,使其具有與傳統(tǒng)直流電動(dòng)機(jī)相同的運(yùn)行性能。將PMSM的轉(zhuǎn)子永磁體磁場(chǎng)方向定為d軸,將電動(dòng)機(jī)旋轉(zhuǎn)方向上滯后90°的方向定為q軸,建立一個(gè)基于轉(zhuǎn)子磁場(chǎng)定向的同步旋轉(zhuǎn)坐標(biāo)系,如圖4所示。利用坐標(biāo)變換可以將電壓、電流在電動(dòng)機(jī)的三相坐標(biāo)系與同步旋轉(zhuǎn)坐標(biāo)軸系之間相互轉(zhuǎn)換[3]。
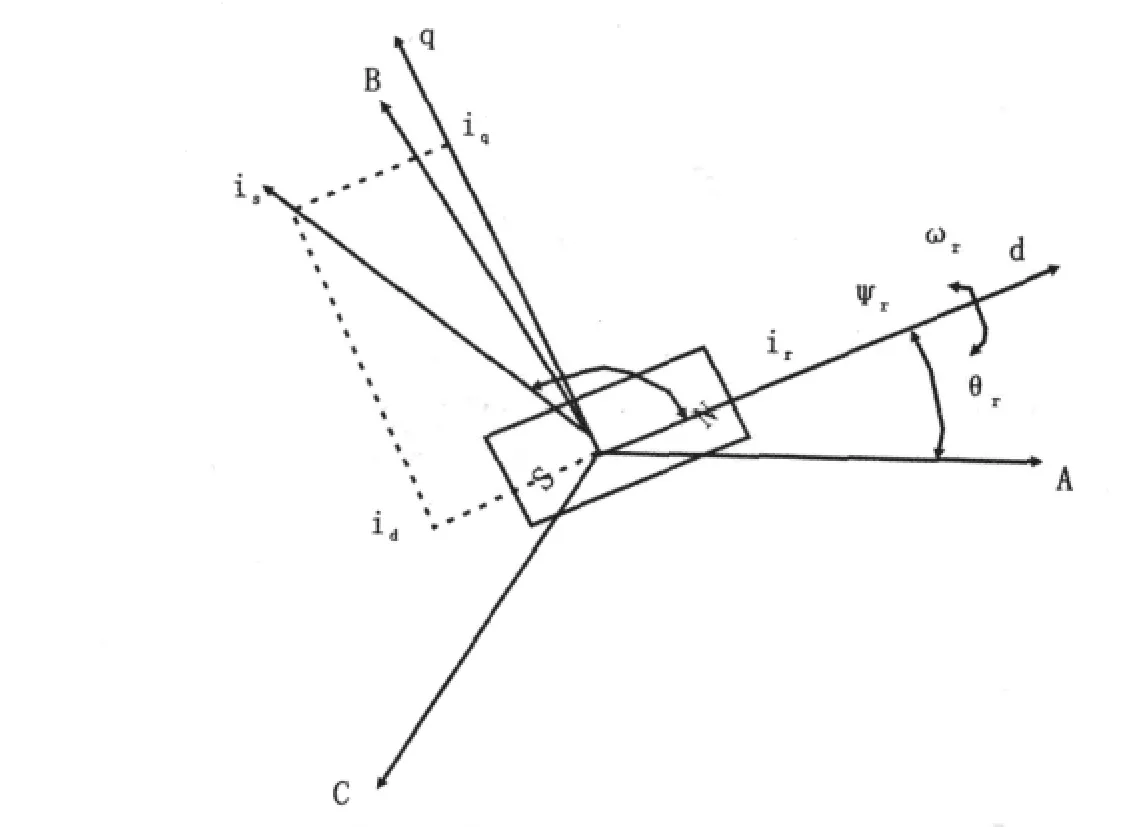
圖4 同步旋轉(zhuǎn)坐標(biāo)系Fig.4 Synchronous rotating coordinate system
3 全電動(dòng)注塑機(jī)的運(yùn)動(dòng)控制系統(tǒng)的設(shè)計(jì)
在全電動(dòng)注塑機(jī)的控制系統(tǒng)中,位置控制應(yīng)用比較多,其主要特點(diǎn)是定位精度高、反應(yīng)速度較快。位置伺服控制系統(tǒng)有電流環(huán),速度環(huán)和位置環(huán)等,如圖5所示。該控制系統(tǒng)不需要辨別對(duì)象參數(shù),在微分、坐標(biāo)變換及逆變的基礎(chǔ)上,檢測(cè)出實(shí)際輸出,即可形成位置、速度和電流閉環(huán)系統(tǒng),從而可以提高系統(tǒng)的動(dòng)態(tài)性能。
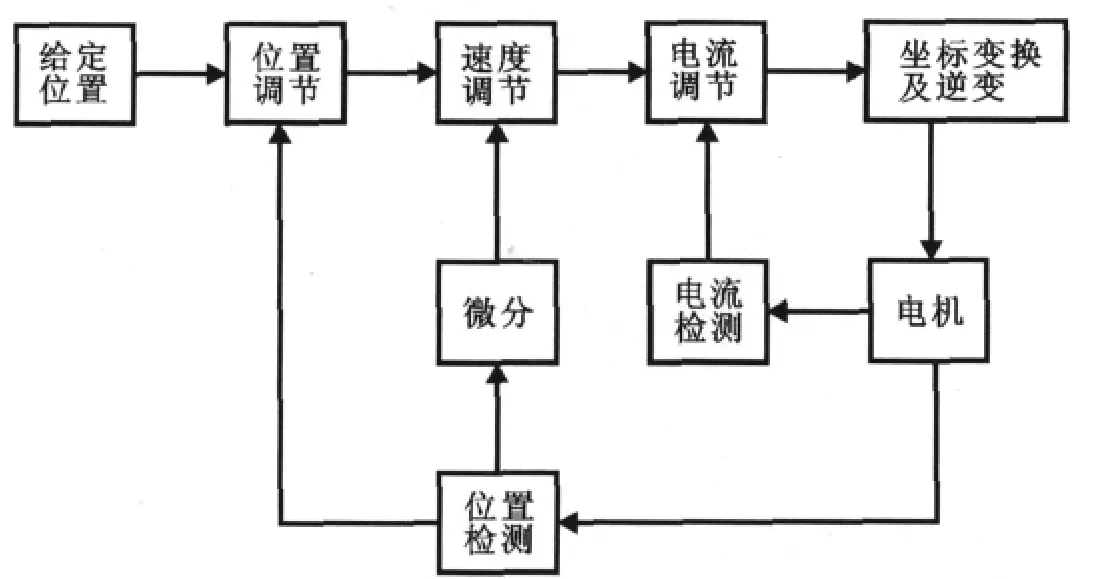
圖5 伺服電機(jī)控制框圖Fig.5 Servo motor control block diagram
4 控制系統(tǒng)的軟件結(jié)構(gòu)設(shè)計(jì)[4~6]
電流傳感器測(cè)量出的定子電流經(jīng)過(guò)AD轉(zhuǎn)換為數(shù)字量,經(jīng)過(guò)clarck和park變換將電流變換成為坐標(biāo)系dq中的分量,用于電流環(huán)的反饋量。利用編碼器測(cè)量電動(dòng)機(jī)的機(jī)械角位移并將其換算成電角度及轉(zhuǎn)速,電角度用于參與矢量變換,轉(zhuǎn)速用于速度環(huán)的負(fù)反饋。給定轉(zhuǎn)速與轉(zhuǎn)速反饋量的偏差經(jīng)速度PI調(diào)節(jié)器輸出用于轉(zhuǎn)矩控制的q軸參考電流分量,參考電流分量與電流的反饋量的偏差經(jīng)電流PI調(diào)節(jié)器輸出旋轉(zhuǎn)坐標(biāo)系的電壓分量,電壓分量再經(jīng)過(guò)park逆變換轉(zhuǎn)換成靜止的兩相直角坐標(biāo)系中的定子相電壓矢量的分量,通過(guò)電壓空間矢量svpwn技術(shù),產(chǎn)生PWM控制信號(hào)來(lái)控制逆變器。
轉(zhuǎn)子相位初始化采用磁定位的方法,通過(guò)給定子一個(gè)已知大小和方向的直流電,使定子產(chǎn)生一個(gè)恒定的磁場(chǎng),這個(gè)磁場(chǎng)與轉(zhuǎn)子的恒定磁場(chǎng)相互作用,迫使轉(zhuǎn)子轉(zhuǎn)到兩磁場(chǎng)成一線的位置停止,從而使轉(zhuǎn)子的位置固定,初始相位也就得到固定。DSP2407為定點(diǎn)DSP,為了滿足精度的要求,在運(yùn)算中采用PU模式,電流、電壓和轉(zhuǎn)速的數(shù)據(jù)格式采用Q12格式。在系統(tǒng)位置與速度板塊中,利用增量脈沖編碼器AB輸入的4個(gè)沿信號(hào)對(duì)脈沖信號(hào)進(jìn)行4倍頻,提高了位置與速度反饋的分辨率。由于慣性較大,機(jī)械系統(tǒng)響應(yīng)的時(shí)間常數(shù)遠(yuǎn)大于電系統(tǒng)響應(yīng)的時(shí)間常數(shù),所以可以按一定間隔對(duì)速度進(jìn)行采樣,系統(tǒng)中每32個(gè)PWM脈沖對(duì)速度采樣一次[7]。DSP用于磁場(chǎng)定向的矢量控制子程序框圖如圖6所示。
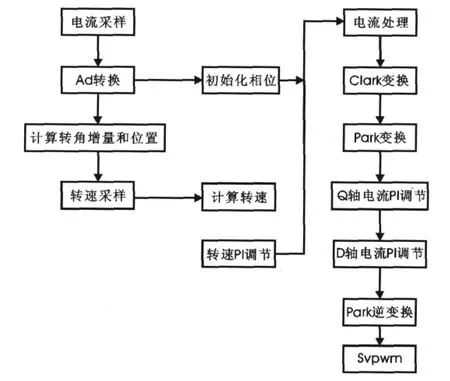
圖6 矢量控制子程序Fig.6 Vector control subroutine
5 結(jié)論
實(shí)踐證明,基于PMSM的全電動(dòng)注塑機(jī)控制系統(tǒng)設(shè)計(jì),在運(yùn)用永磁同步伺服電機(jī)作為驅(qū)動(dòng)動(dòng)力源的基礎(chǔ)上,將矢量控制應(yīng)用到全電動(dòng)注塑機(jī)的控制系統(tǒng)中去,使生產(chǎn)過(guò)程中的全電動(dòng)注塑機(jī)的優(yōu)越性有極大的提高。DSP2407通過(guò)CPLD連接與DSP連接進(jìn)行電平轉(zhuǎn)換、隔離和總線仲裁等先進(jìn)技術(shù),使用極為方便、靈活、簡(jiǎn)潔,并且運(yùn)行極其穩(wěn)定。因此,PMSM的加入更是提高了全電動(dòng)注塑機(jī)的控制精度、重復(fù)定位精度,從而使產(chǎn)品的質(zhì)量得以保證。全電動(dòng)的驅(qū)動(dòng)方式在生產(chǎn)效率上明顯優(yōu)于液壓或混合驅(qū)動(dòng)的驅(qū)動(dòng)方式,而且全電動(dòng)注塑機(jī)的效率高,控制精度高,性能穩(wěn)定,目前已經(jīng)應(yīng)用到生產(chǎn)時(shí)間中。
1 從爽.實(shí)用運(yùn)動(dòng)控制技術(shù).北京:電子工業(yè)出版,2006
2 李大寅,周舟,朱寧迪.永磁伺服同步電機(jī)在注塑機(jī)中的應(yīng)用.橡膠技術(shù)與裝備,2004(7):58~60
3 王成元,夏加寬.電機(jī)現(xiàn)代控制技術(shù).化京:機(jī)械工業(yè)出版,2005
4 張開(kāi)飛,黃逝.基于DSP的變頻壓縮機(jī)PMSM數(shù)字控制系統(tǒng).裝備機(jī)械,2008(1):60~63
5 顧軍.基于DSP的永磁同步電機(jī)無(wú)線傳感器矢量控制系統(tǒng)研究.南京:南京航空航天大學(xué),2006
6 賈洪平,賀益康.基于高頻注入法的永磁同步電機(jī)轉(zhuǎn)子初始位置檢測(cè)研究.中國(guó)電機(jī)工程學(xué)報(bào),2007,27(15):15~20
7 寧建榮,朱成實(shí).基于永磁同步電機(jī)的全電動(dòng)注塑機(jī)控制系統(tǒng)設(shè)計(jì).工程塑料應(yīng)用,2008,36(1):65~68
Vector Control in the Fully Electric Injection Molding Machine Control System Design
Li Minghui1,Li Zhengqi2(1Research Institute of Light Industry,Zhejiang,Wenzhou,325000)(2Shaanxi University of Science and Technology College of Mechanical & Electrical Engineering,Xi'an,710021)
Fully electric injection molding machine according to the process structure and the requirements of the control system,by analyzing the structure of fully electric injection molding machine,in the vector control applied to permanent magnet synchronous motor control on the basis,fully electric injection molding machine control system design,through analysis and research,indicating that the program could further improve precise,fully electric injection molding machine control,its stability,high reliability,better meet on fully electric injection molding machine control accuracy and stability requirements.
Fully electric injection molding machine;Permanent magnet synchronous motor;Vector control
TP273
B
1002-2872(2012)07-0027-03
浙江省溫州市科技項(xiàng)目(項(xiàng)目編號(hào):H20100044)
李明輝(1972-),博士,副教授,碩士生導(dǎo)師;主要研究方向?yàn)橹悄芗案呒?jí)過(guò)程控制。
猜你喜歡
當(dāng)代陜西(2022年6期)2022-04-19 12:11:54
數(shù)學(xué)物理學(xué)報(bào)(2022年1期)2022-03-16 06:14:50
娃娃樂(lè)園·綜合智能(2021年12期)2022-01-18 05:46:42
華人時(shí)刊(2020年13期)2020-09-25 08:21:42
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2020年1期)2020-02-20 13:22:30
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2017年3期)2017-05-04 07:15:09
中學(xué)生數(shù)理化·高二版(2016年12期)2017-02-28 10:08:42
電子制作(2016年1期)2016-11-07 08:42:44
Coco薇(2016年1期)2016-01-11 16:53:24
西華師范大學(xué)學(xué)報(bào)(自然科學(xué)版)(2015年3期)2015-02-27 15:31:23