哈大鐵路客運專線CRTSⅠ型軌道板預制標準化監理工作要點
2012-11-27 03:20:06敬廷銀徐占國
鐵道標準設計 2012年5期
敬廷銀,徐占國
(北京鐵城建設監理有限責任公司,北京 100855)
1 軌道板概述
北京鐵城建設監理有限責任公司監理管段需預制CRTSI型軌道板75 232塊,有5種類型。混凝土強度等級為C60,混凝土凈保護層厚度為35 mm。預應力體系為雙向直徑13 mm無粘結PC鋼棒預應力結構,標 準 板 長 4 962 mm(3 685 mm、4 856 mm),寬2 400 mm,高220 mm(含20 mm 高承軌凸臺)[1]。縱向板端兩側中心設置了半徑300 mm的向內半圓,與凸形擋臺相匹配。軌道板內預埋扣件絕緣套管和起吊套管。
2 準備工作監理標準化
(1)組建軌道板預制專業監理小組,選派軌道專業監理工程師、試驗、測量監理人員駐場監控,明確責任和分工,建立健全各項工作制度,配齊常規檢測設備及專用設備。
(2)監理站組織各專業監理人員進行圖紙會審,參加軌道板預制設計交底,了解設計意圖,掌握施工難點和監控要點。
(3)監理站組織編寫《CRTS-Ⅰ型軌道板預制監理實施細則》[2],明確監理工作方法、措施、要點、流程(圖1)。
(4)嚴把開工審核(批)工作。
①對施工組織設計、軌道板建場方案、工藝性試驗方案、安全及環保專項方案嚴格審查備案。檢查操作人員培訓持證上崗、技術層對操作層的技術交底。
②對施工工藝性試驗監督,選取試驗參數(人員組織、設備調試、施工配合比、施工工藝等),總結報告備案。
3 軌道板預制生產過程控制標準化
(1)重視試生產階段監理工作。
①試生產按正式生產的標準進行監理,在技術上監幫結合,查找試生產的缺陷,應采用帶有動力裝置可自動關合的側立面模板。頂拉式模板易造成錨穴周圍混凝土破損甚至出現裂紋。
②底模下部安裝附著式振搗器選型與間距位置,可通過試驗合理調配,改進混凝土振搗工藝,提高混凝土外觀和實體質量。
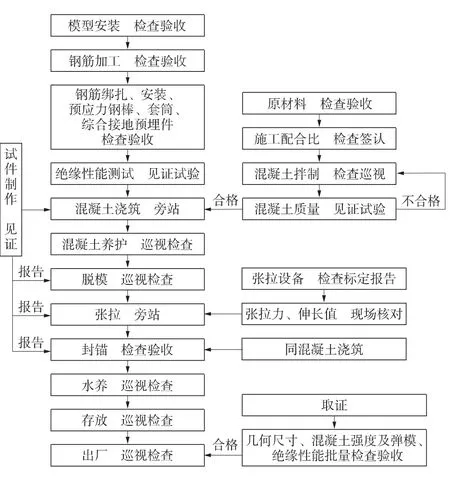
圖1 軌道板預制監理工作流程
(2)無論試生產還是正式生產,所有控制點必須嚴格執行隱蔽工程報檢程序:施工單位“三檢”合格,檢驗批等檢查資料齊全后向監理工程師報檢,現場檢查驗收合格并簽認資料后方可進入下道工序[3]。
(3)監控資料與施工進展同步進行。各種臺帳當日記錄整理歸檔。
(4)軌道板預制過程采取主動控制與被動控制相結合,對可能發生的問題制定預控措施,對生產過程中發現的問題及時記錄整理,建立問題庫及相應的處理措施,跟蹤銷號處理。
(5)軌道板預制過程中監理站組織軌道專業骨干,對各軌道板場預制生產情況集中檢查,現場督導,高效解決施工中存在問題。
(6)實行軌道板監理人員輪換制,相互交流,能及時發現并處理相關技術問題。
4 軌道板預制生產監理控制要點
(1)軌道板的工藝變更為先張拉再水養后,張拉臺與水養池的設置應符合變更工藝施工要求[4]。
(2)由于軌道板鋪設在CA砂漿灌注袋上,因此對模板底面平整度(軌道板頂面)嚴格檢查驗收,軌道板底面收漿必須平整,能有效地避免鋼軌扣件緊固后造成的軌道板底面懸空離縫現象[5]。
(3)加強對預應力鋼棒質量的監控(檢查委外檢測報告)。
(4)張拉錨穴周邊混凝土鑿毛工藝應改進,預埋成槽硅膠套(圖2)。

圖2 硅膠套成槽代替鑿毛
(5)檢查接地端子鋼筋焊接長度、質量符合要求,錨穴周圍高強鋼絲應與錨墊板電焊。
(6)見證混凝土性能(含氣量、坍落度、入模及模板溫度)等指標現場檢測合格連續澆筑混凝土。
(7)軌道板張拉采用自動張拉技術[6],因張拉伸長值偏差在1 mm內,精度要求高,應使用標定合格新型自動張拉計量設備,按操作人員、管理人員等各級設定操作權限程序。張拉旁站監理,張拉力符合設計要求,張拉伸長值作為校核,張拉記錄真實(張拉原始小票對應見圖3)。張拉印記明顯,張拉完成后要加蓋“張拉完成”印章字樣(要求四面)并在張拉端作出張拉刻痕。
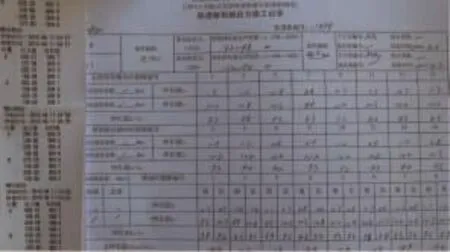
圖3 張拉記錄與原始小票對應
(8)對封錨材料、設備、工藝符合要求檢查驗收。必須在場內封錨,不得露天作業。
(9)重視養護監控,有效地預防和減少混凝土表面裂紋。蒸汽養護溫控軟件可顯示標準溫控、環境溫度、蒸汽溫度、混凝土芯部及表面溫度等曲線[7](圖4)。溫度偏差不超過15℃,恒溫溫度不超過45℃,也可采用低溫延時(一般恒溫6~8 h)蒸養措施,嚴控升降溫速度,不超過15℃/h[8];水養池溫度可自動控制、調節,并設有溫度顯示器,水養時間不少于3 d,冬季水養時間延長至不少于5 d。軌道板從蒸養臺到張拉結束下水濕養前應設專人進行保濕養護;自然存儲,必須覆蓋保濕養護,相對濕度低于60%時,養護不少于14 d,冬季不得灑水,應涂刷掩護液(劑)。
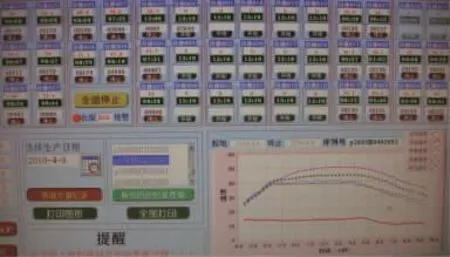
圖4 蒸汽養護溫度監控曲線
(10)對軌道板修補專項方案審查,經批準后實施,修補記錄等資料存檔。
(11)對存板基礎檢查驗收,基礎牢固,特別注意存放支點位置均為軌道板起吊位置。臨時存放基礎牢固,不能造成板體翹曲變形,否則將影響鋪設質量。
(12)嚴格出場檢驗(測),不合格的不得出場。軌道板運輸和存放時不得損壞絕緣套筒、起吊套筒、接地端子等預埋件。
5 結語
通過軌道板預制現場監理標準化管理工作的開展,總結了軌道板預制生產卡控要點,積累了軌道板預制監控經驗,并在全線進行推廣,確保了軌道板預制生產的質量,監控成效顯著。
[1]鐵道第三勘察設計院集團有限公司.哈大客專CRTSⅠ型板式無砟軌道標準軌道板設計圖(哈大客專通(軌)01)[Z].天津:鐵道第三勘察設計院集團有限公司,2008.
[2]北京鐵城監理公司.CRTS-Ⅰ型軌道板預制監理實施細則[Z].北京:北京鐵城監理公司,2009.
[3]鐵道部建設管理司.鐵建設[2007]136號 鐵路建設工程監理規范[S].北京:中國鐵道出版社,2007.
[4]哈大鐵路客運專線有限公司.哈大客專CRTSⅠ型無砟軌道板質量控制手冊[S].沈陽:哈大鐵路客運專線有限公司,2009.
[5]李雪松.嚴寒地區CRTSⅠ板式無砟軌道板制造工藝[J].山西建筑,2009,35(32):151-152.
[6]張先軍,等.哈大客運專線CRTSⅠ型無砟軌道板自動張拉技術研究[J].鐵道標準設計,2011(4):24-27.
[7]張先軍,趙世運.嚴寒地區客運專線CRTSⅠ 型無砟軌道板制造蒸養階段裂紋控制技術[J].國防交通工程與技術,2011(3):49-51.
[8]鐵道部科技司.科技基[2008]74號 客運專線鐵路CRTSⅠ型板式無砟軌道混凝土軌道板暫行技術條件[S].北京:中國鐵道出版社,2008.
猜你喜歡
現代裝飾(2022年5期)2022-10-13 08:48:04
建材發展導向(2022年10期)2022-07-28 03:04:00
建材發展導向(2021年7期)2021-07-16 07:08:04
建材發展導向(2021年6期)2021-06-09 05:57:00
水利規劃與設計(2020年1期)2020-05-25 08:01:30
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
消費導刊(2017年24期)2018-01-31 01:28:30
中國工程咨詢(2017年10期)2017-01-31 02:43:52
時代農機(2016年6期)2016-12-01 04:07:49
鐵道科學與工程學報(2015年4期)2015-12-24 12:11:01
