嚴寒地區CRTSⅠ型無砟軌道板預制技術及工藝創新
2012-11-27 03:20:06張先軍
鐵道標準設計 2012年5期
張先軍
(哈大鐵路客運專線有限公司,沈陽 110002)
哈大鐵路客運專線貫穿東北三省,南起大連,終至哈爾濱,線路全長904 km。所經地區冬季氣溫多在-10℃以下,極端最低氣溫達到-39.9℃,氣候條件惡劣。全線無砟軌道鋪設長度為847雙線km,其中除岔區鋪設軌枕埋入式無砟軌道外,其余地段均鋪設CRTSⅠ型板式無砟軌道。
為確保哈大鐵路客運專線CRTSⅠ型軌道板生產質量及精度滿足相關要求,哈大鐵路客運專線有限公司以“標準化、工廠化、機械化、專業化、信息化”為手段,組織相關單位對軌道板制造過程中的鋼筋加工、預應力張拉、蒸汽養護等關鍵工序進行研究和工藝創新,并進行了全線推廣。
1 無砟軌道設計概況
哈大鐵路客運專線CRTSⅠ型無砟軌道板設計為后張法雙向預應力混凝土結構,為確保CRTSⅠ型板式無砟軌道在嚴寒地區的使用壽命,鐵道部組織相關單位開展了科研攻關,從優化結構設計著手,采取增加軌道板厚度、板面設置承軌臺、加密底座伸縮縫等措施提高軌道結構的低溫適應性。與內地滬杭高鐵及滬寧高鐵采用的CRTSⅠ型無砟軌道板結構相比,哈大鐵路客運專線 CRTSⅠ型無砟軌道板板厚由19 cm增至20 cm,增加了1 cm高的承軌臺[1],軌道系統結構如圖1所示。

圖1 CRTSⅠ型軌道板結構示意
根據施工組織安排,全線共設置了16個軌道板預制廠,預制無砟軌道板354 094塊[2]。
2 無砟軌道板預制工藝及主要技術創新點
哈大鐵路客運專線軌道板制造主要進行了5項工藝創新,軌道板制造流程[3]及主要工藝創新點詳見圖2。
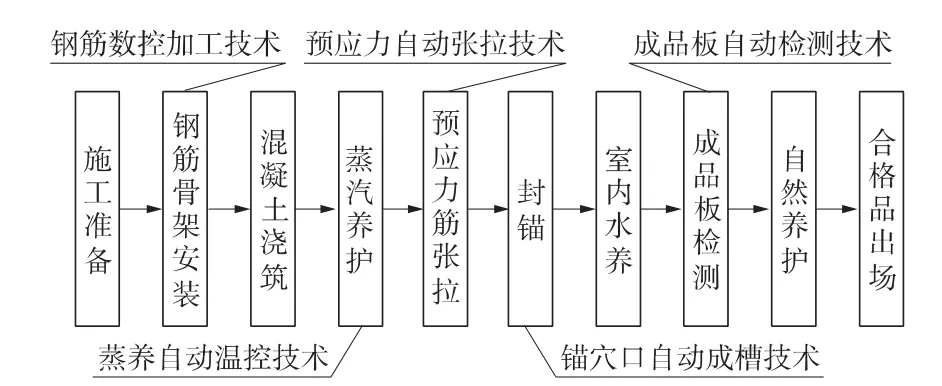
圖2 哈大鐵路客運專線軌道板制造工藝及主要創新點
3 無砟軌道板預制工藝創新
3.1 鋼筋加工數控化技術
為了提高鋼筋加工精度和生產效率,該成套設備主要由數控鋼筋切斷機和數控鋼筋彎曲機組成,效率較高,完全可以滿足板廠生產的需要。
鋼筋數控加工設備圖片詳見圖3。

圖3 自動輸送架和立式彎曲機
3.1.1 數控鋼筋切斷機機械性能特點
數控鋼筋切斷機采用CNC及PLC系統,可任意設置切斷長度以及按設置的任務類別連續工作,輸送速度快,定尺切斷精度高;斜刀口設計、氣動離合式剪切,故障率低,剪切能力強;多擋板設計,定位速度快,避免出現鋼筋滑動或切斷長度超差;凹槽式刀片設計,防止鋼筋剪切時側移;鋼筋料架輸送裝置可正反向旋轉,靈活傳送鋼筋。防跳動自動壓緊裝置,安全可靠性高。
3.1.2 數控鋼筋彎曲中心機械性能特點
數控鋼筋彎曲中心可與數控式鋼筋剪切生產線配套使用,也可單獨工作,將鋼筋進行自動化高質量彎曲加工;鋼筋輸送臺有多個動力輥輪組成,完成鋼筋自動輸送和存料作用,輸送輥采用高質量橡膠表層,降低噪聲,提高效率;舉升機構由氣動控制,可將鋼筋自動定位到雙彎曲機頭上,并將已經彎曲的鋼筋傳送到儲料倉上,降低了勞動強度。
3.2 蒸汽養護溫控自動化技術
蒸汽養護是用蒸汽在混凝土結構周圍造成濕熱環境,以加速混凝土硬化的方法[4],為了保證蒸汽養護效果和混凝土品質,哈大鐵路客運專線全線16個板廠全部采用自動溫控系統進行溫度動態控制,為了提高工作效率,溫控系統采用一控一模的方式,即1套溫度控制器和1個電磁閥控制單臺模具進行養護。溫控系統的設備控制及數據采集方案[5]見圖4。
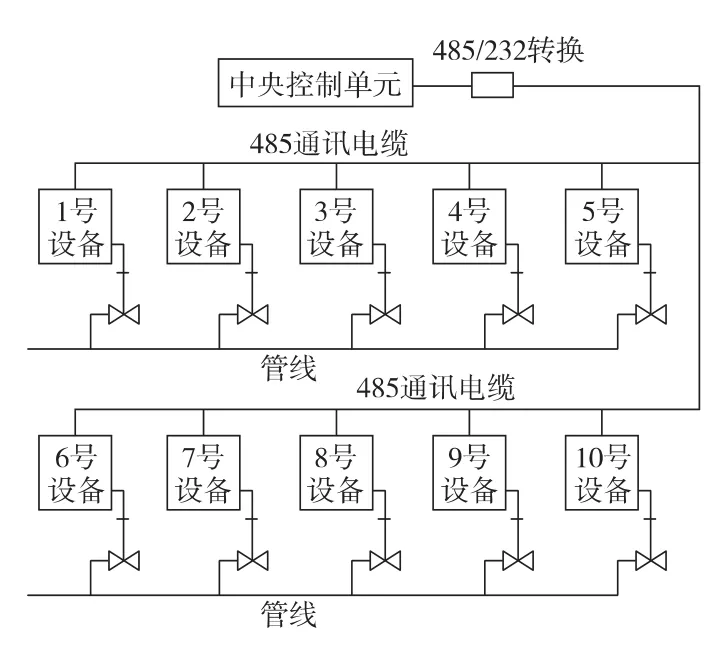
圖4 溫控系統的設備控制及數據采集方案示意
蒸汽養護采取蒸汽鍋爐加熱,模具的溫度控制器可由操作人員現場操作,也可以由遠程的中央計算機管理。在蒸汽管道布置和敷設中,采用自然膨脹的方式解決熱脹冷縮的問題,末端設置疏水器輸出管道凝結水,每臺模具的蒸汽管道從兩端進入軌道板,使蒸汽供熱分布均勻。
蒸汽養護嚴格按照靜養、升溫、恒溫、降溫四個階段進行[6],采用測溫元件實時監控廠房內環境溫度、蒸養棚內蒸汽溫度、軌道板的芯部溫度、軌道板表面溫度,同時利用計算機程序在電腦上實現對養護規則的設定,實現對養護過程的全程監控,包括實時溫度曲線的顯示、歷史數據的查詢、數據的打印等管理功能,確保蒸養過程中每塊板的升、降溫速率、恒溫時間和溫度等滿足規范要求。
圖5為自動溫控系統自動生成的溫度曲線。

圖5 溫控系統自動生成的溫度曲線
3.3 預應力張拉自動化及痕跡自動生成技術[7]
自動張拉系統設備由液壓系統、測力系統、位移測量系統和控制系統等組成[8]。其結構方框圖見圖6。

圖6 自動張拉系統結構組成示意
1個液壓站為4臺千斤頂提供動力,4個獨立的電控換向閥組分別控制4臺千斤頂,控制信號對閥組的控制,可實現千斤頂的加壓、卸壓及保壓;在千斤頂的液壓油路中安裝有壓力傳感器,將千斤頂的壓力信號傳送到控制器,千斤頂上安裝有位移傳感器,可將千斤頂的位移信號傳送到控制器。控制器由可編程控制器(PLC)、觸摸顯示屏(HMI)和數字采集器組成。千斤頂的位移信號及壓力信號通過控制器上的數字采集器傳送到PLC,操作者通過觸摸屏設定張拉方式、張拉力、持荷時間等參數,啟動張拉設備,系統將自動完成張拉。圖7為YT-Ⅰ型軌道板自動張拉系統圖片。圖8為自動張拉設備的控制界面。

圖7 YT-Ⅰ型軌道板自動張拉系統

圖8 自動張拉控制界面
另外,為了便于張拉后對軌道板張拉完成情況的檢查,避免因為工人疲憊或偷懶等原因導致少拉、漏拉現象,哈大鐵路客運專線開發了多種張拉自動形成壓痕裝置,對保證軌道板預應力張拉質量起到了很好的控制作用。
哈大鐵路客運專線CRTSⅠ型無砟軌道板采用的自動張拉系統具有以下特點:①張拉精度高。通過采用高精度壓力傳感器和位移傳感器進行壓力和位移的實時跟蹤測量,提高了張拉精度。②在保證張拉精度的同時可實現預應力張拉中張拉應力和預應力筋伸長值的雙重控制。③在可編程軟件中能設置了補壓和持荷功能,能強制執行持荷倒計時,有效控制人為誤差。④通過壓力傳感器和位移傳感器直接記錄數據,避免人工測量的誤差且保證了數據的真實性;⑤張拉自動形成壓痕裝置,避免因為工人因疲憊或偷懶等原因導致的少拉、漏拉現象。
總之,預應力自動張拉系統實現了預應力張拉過程的智能化、自動化、標準化、信息化、數字化,具有張拉精度高、差錯率小、操作簡便,工效高及綜合費用較低的優點,具有廣闊的應用前景。
3.4 錨穴口自動成槽技術
軌道板錨穴自動成槽工藝是采用在模板內錨具表面加縱橫交錯硅膠條制成的環狀體,在混凝土灌注前安裝在錨具上并調整均勻,直接在混凝土灌注過程中形成縱橫交錯的凹槽以達到錨穴成槽的效果[9]。此工藝避免了以前人工對高強度等級混凝土鑿毛的困難、能夠提高工效,減少板廠的粉塵污染和噪聲污染,同時縱橫交錯成槽使封錨砂漿能與軌道板板體很好的連接,降低了運營過程中封錨砂漿脫落的風險。圖9~圖11為錨穴口自動成槽技術圖片。
3.5 成品板平整度自動檢測技術
傳統意義上的檢測方法大多采用游標卡尺、塞尺、靠尺及水準儀等設備,不僅工效慢,精度低,影響檢測進度。哈大鐵路客運專線組織相關單位開發了成品板平整度自動檢測評估系統。
成品板平整度檢測系統主要由測量機器人(全站議)、數據處理終端(數據處理軟件)和測量輔助器材3部分組成[10]。詳見圖12。
為了保證測量精度,提高測量效率,相關單位聯合開發了成品軌道板自定心螺孔適配器(圖13),能夠精準的測量螺栓孔的中心和對應的板面的高程;使用球形棱鏡做測量目標,定心準確,快速高效。采用高精度(測角精度:一測回方向標準偏差0.52,測距精度:1 mm+1 ppm)、具有自動目標搜索、自動目標瞄準的全站儀(測量機器人)進行測量。

圖9 網狀橡膠條

圖10 網狀橡膠條安裝

圖11 成型的錨穴口槽道

圖12 平整度檢測評估系統結構

圖13 自定心螺孔適配器與球形棱鏡
現場測量完成后將檢測數據導入數據處理軟件,對成品軌道板進行螺栓孔的共面性、共線性、對稱平行性及等距性分析評估,評估完成系統自動生成圖形并標出分析結果,形象直觀。成品板平整度自動檢測評估系統設備配備見表1。成品軌道板檢測評估流程詳見圖14。
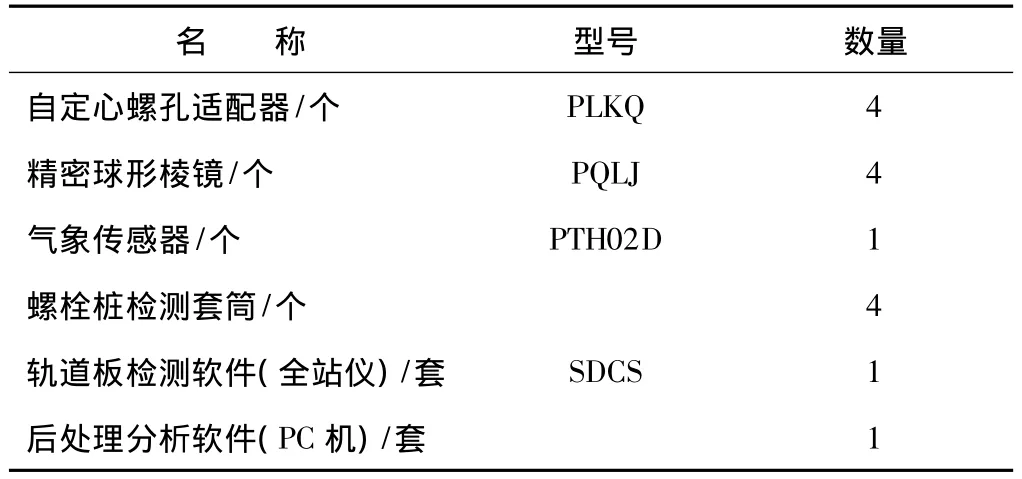
表1 檢驗設備配備
總之,采用成品板平整度自動檢測評估系統,滿足了規范要求的測量精度,操作方便快捷,提高了檢測效率,減少人了為誤差。
4 結論及建議
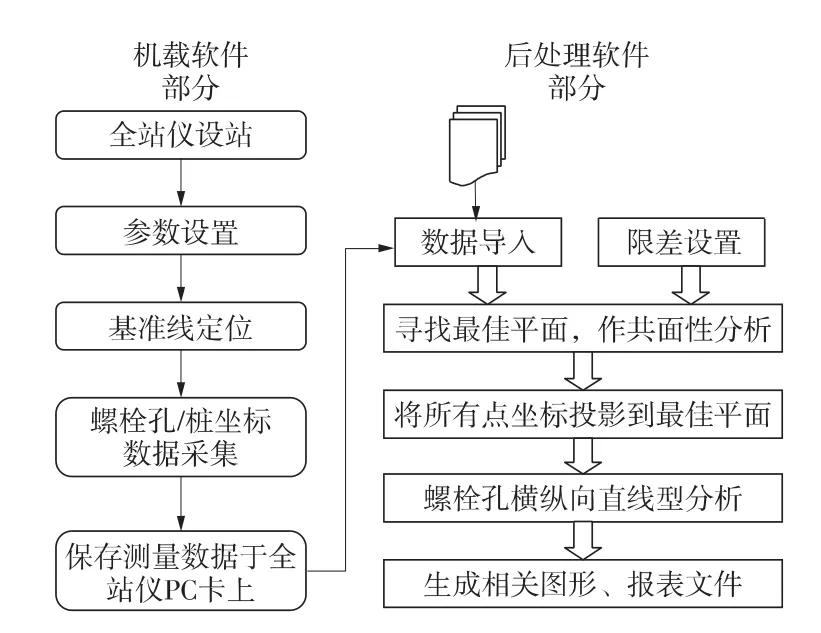
圖14 成品軌道板檢測評估流程
綜上所述,哈大鐵路客運專線在CRTSⅠ型無砟軌道板制造過程中采取的5項工藝創新大大提高了工效,降低了操作人員的勞動強度,確保了工藝質量,對今后我國的CRTSⅠ型無砟軌道板制造具有示范和推廣作用。
但是,由于該5項創新工藝多為首次在CRTSⅠ型無砟軌道板制造過程中應用,部分創新工藝相關的設備性能有待進一步改進,部分自動化控制和數據處理的軟件還有優化完善的必要,建議在今后的生產過程中研發單位能進一步對相關設備和軟件進行優化完善,形成標準化的生產制造工藝。
[1]楊靖東.哈大客運專線無砟軌道結構選型研究[J].鐵道建筑,2008(10):92-95.
[2]哈大鐵路客運專線有限公司.哈大客專CRTSⅠ型無砟軌道板質量控制手冊[S].沈陽:哈大鐵路客運專線有限公司,2009.
[3]李雪松.嚴寒地區CRTSⅠ板式無砟軌道板制造工藝[J].山西建筑,2009,35(32):151-152.
[4]李敏霞,李義強.雙塊式無砟軌道生產線蒸汽養護系統設計[J].工業安全與環保,2010,36(4):45-47.
[5]張先軍,趙世運.嚴寒地區客運專線CRTSⅠ型無砟軌道板制造蒸養階段裂紋控制技術[J].國防交通工程與技術,2011(3):49-51.
[6]鐵道部科技司.客運專線鐵路CRTSⅠ型板式無砟軌道混凝土軌道板暫行技術條件(科技基[2008]74號)[S].北京:中國鐵道出版社,2008.
[7]張俊宏.CRTSⅠ型軌道板自動化張拉系統研究[J].今日科苑,2009(8):27-29.
[8]馬進軍,余會春.無砟軌道板張拉工藝的自動控制[J].鐵道建筑技術,2010(S):193-194.
[9]張先軍,等.哈大客運專線CRTSⅠ型無砟軌道板自動張拉技術研究[J].鐵道標準設計,2011(4):24-27.
[10]哈大鐵路客運專線有限公司.哈大客專綜合施工技術研究報告-CRTSⅠ型無砟軌道板預制綜合施工技術研究階段性科研報告[R].沈陽:哈大鐵路客運專線有限公司,2011.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
云南畫報(2021年12期)2021-03-08 00:50:54
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
鐵道通信信號(2018年7期)2018-08-29 01:17:04
家庭影院技術(2017年9期)2017-09-26 03:41:45
通信電源技術(2016年4期)2016-04-04 02:58:04
工程建設與設計(2016年3期)2016-02-27 10:50:46
