冷卻時間對U75V 60 kg/m重軌熱處理硬化層的影響
2012-11-30 02:33:26康皓趙憲明吳迪
中南大學學報(自然科學版) 2012年11期
康皓,趙憲明,吳迪
(東北大學 軋制技術及連軋自動化國家重點實驗室,遼寧 沈陽,110819)
重軌熱處理可以在其頭部表面形成“帽形”的硬化層,組織為細珠光體,可有效提高其耐磨性能,延長使用壽命,研究和使用結果表明,熱處理可使重軌的使用壽命至少提高1倍[1?3]。目前,重軌的熱處理主要以離線熱處理為主,存在著能耗高、效率低,且軌頭硬化層過渡不均勻容易造成硬度塌落等問題。所以,開發重軌在線熱處理工藝是十分必要的。在線熱處理不但能夠增加熱處理硬化層厚度,而且可以大幅度的提高效率和降低能耗。由于重軌在線熱處理要求具有較低的冷卻速率,一般小于5 ℃/s,所以應采用壓縮空氣作為冷卻介質[4?5]。研究冷卻時間與重軌熱處理硬化層厚度之間的關系,確定重軌熱處理合理的冷卻時間,對保證在冷卻時間內完成珠光體相變的前提下減少壓縮空氣的消耗、縮短冷卻通道長度、有效降低重軌熱處理成本有十分重要的意義。在此,本文作者對U75V 60 kg/m重軌熱處理硬化層與冷卻時間之間的關系進行研究。
1 實驗方案
在國內某重軌廠生產的U75V 60 kg/m百米長尺重軌上取樣,試樣長度250 mm,其化學成分(質量分數)為C 0.75%,Si 0.60%,Mn 0.85%,P 0.019%,S 0.010%,V 0.074%。將試樣在輥底式加熱爐中加熱至900 ℃,模擬重軌萬能軋制成品道次出口溫度,然后空冷25 s,模擬重軌在冷床附近軌道的溫降,用熱像儀觀察重軌頭部表面溫降,當軌頭中心表面溫度為865 ℃(大于U75V 重軌鋼珠光體開始轉變溫度[6])時,將試樣送入冷卻通道對軌頭上表面和2個側面進行強制冷卻,噴風裝置如圖1所示,θ為10°~15°。實驗工藝為:加熱溫度900 ℃,空冷25 s,冷卻前溫度865 ℃,噴風壓力0.26 MPa,壓縮空氣溫度28 ℃,噴嘴離軌頭表面的距離為15 mm,實驗時室溫26 ℃,冷卻時間分別為50,60,70,80和90 s。
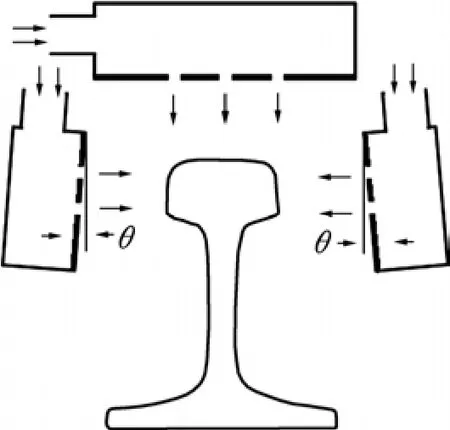
圖1 重軌熱處理裝置Fig.1 Heat treating equipment of heavy rail
2 實驗結果與分析
用FLIR System熱像儀記錄熱處理后試樣表面溫度變化,可知試樣冷卻后,軌頭表面存在明顯的自回火過程。不同的冷卻時間下,熱處理后軌頭中心表面溫度和同一位置自回火溫度如圖2所示,圖中虛線所示為根據U75V重軌鋼CCT曲線獲得的珠光體轉變終止溫度[6]。由圖 2可知:在不同的冷卻時間下,自回火溫度與冷卻后溫度之間溫差隨著冷卻時間的增加略有增大,當冷卻80 s時,溫差約為110 ℃。當冷卻時間大于80 s時,熱處理后軌頭中心表面溫度及該處自回火溫度均低于相同冷卻速率下U75V重軌鋼珠光體轉變終止溫度,說明此時軌頭中心表面珠光體轉變已經完成。

圖2 熱處理后軌頭表面中心處溫度變化Fig.2 Temperature changing at centre surface of rail head
2.1 硬化層組織
從熱軋態和熱處理后試樣距軌頭中心表面 3 mm處取樣,用透射電鏡觀察珠光體形貌并測定其片層間距,結果如圖3所示。由圖3 可見:熱處理可使重軌頭部表面珠光體明顯細化,當冷卻小于60 s時,距軌頭表面3 mm處珠光體平均片層間距大于100 nm(圖3(b)和 3(c)),隨著冷卻時間的增加,珠光體平均片層間距減小[7],但趨勢放緩,當冷卻時間為 90 s,珠光體平均片層間距約為83 nm(圖3(f))。
2.2 硬化層硬度分布
為了避免端部對實驗結果的影響,從試樣中部截取樣,厚度為20 mm,磨平后按照“熱處理鋼軌技術條件”(TB/T 2635—2004)要求測量熱軋態和熱處理后試樣斷面洛氏硬度(HRC)[8],測量位置如圖 4(a)所示,測試點之間間距為 3 mm,然后對相應位置取平均值,由于軌頭的對稱性,不同狀態試樣硬度如圖 4所示。

圖3 熱處理前后硬化層組織TEM照片Fig.3 TEM images of hardened layer before and after heat treatment
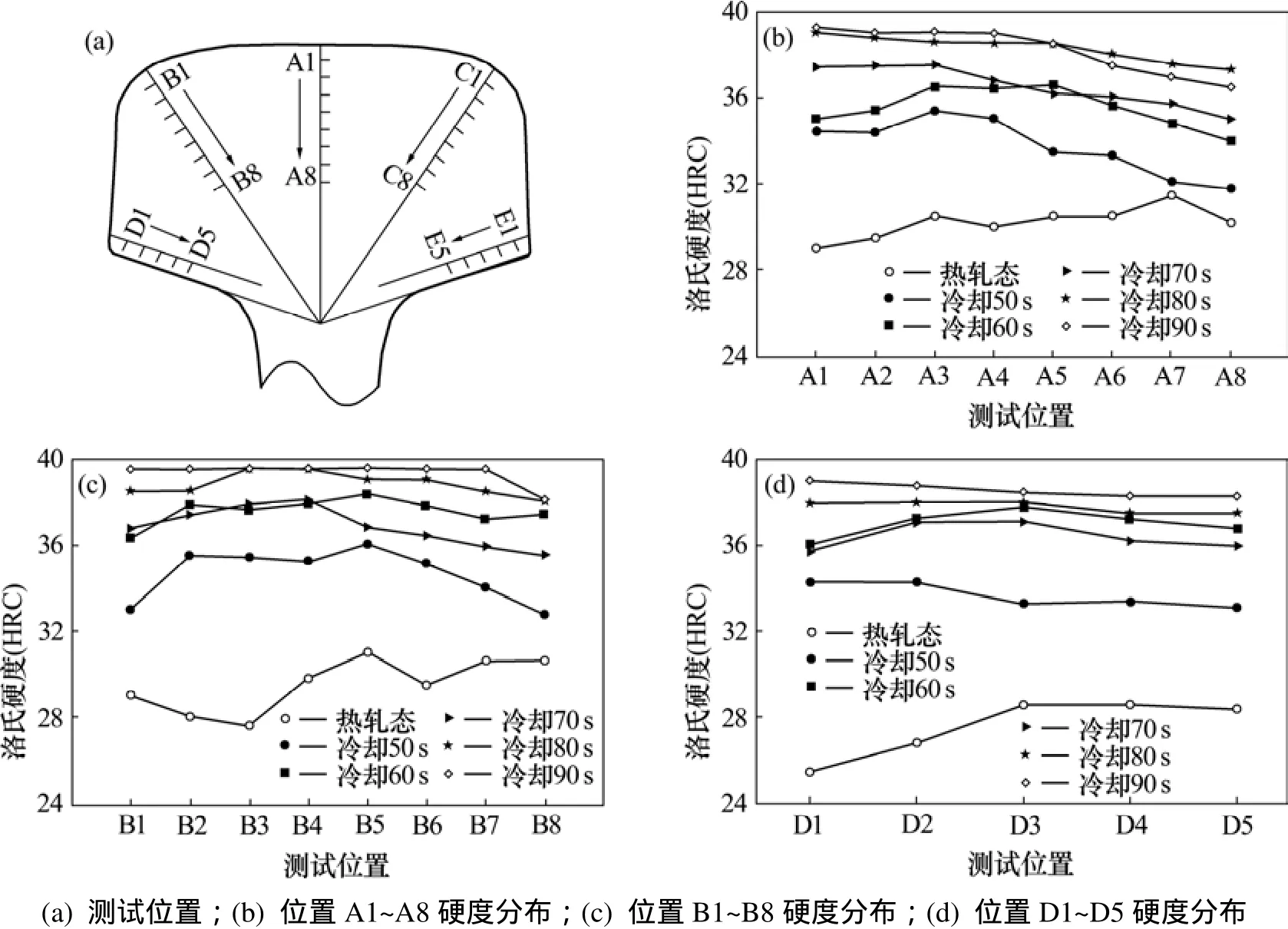
圖4 熱軋態及熱處理后硬化層硬度Fig.4 Hardness of hardened layer before and after heat treatment
熱處理可以在重軌頭部形成一個“帽形”的硬化層,隨著冷卻時間的增加,硬化層厚度增加;另外,隨著冷卻時間的增加,硬化層硬度提高,但幅度逐漸減小,當冷卻時間大于80 s時,隨著冷卻時間的增加,硬化層硬度趨于穩定。這是因為隨著冷卻時間的增加,珠光體片層間距減小,而當冷卻時間為80 s時,軌頭表面硬化層珠光體轉變已經完成,再增加冷卻時間對珠光體細化影響不大。由于 U75V 重軌鋼 C含量為0.75%,接近共析成分,研究表明[9?11]:此時試樣硬度與珠光體片層間距符合如下關系: H= H0+KHd-1/2。式中:H為洛氏硬度;H0鐵素體硬度;KH與位錯釘扎有關的常數;d珠光體平均片層間距。測定熱軋態和熱處理后試樣(圖4(a)所示A1位置)珠光體平均片層間距,并計算 d?1/2,結果如表 1所示。A1位置洛氏硬度與d?1/2之間的關系如圖5所示。從圖5可見硬度與d?1/2符合線性關系。

表1 A1位置珠光體平均片層間距Table 1 Average pearlite interlamellar spacing at position A1

圖5 洛氏硬度與珠光體片層之間的關系Fig.5 Relationship between Rockwell hardness and average pearlite interlamellar spacing
由于試樣在輥底式電阻爐中加熱,表面會形成氧化層,當加熱時間為50 min時,軌頭中心表面氧化層平均厚度為35.2 nm,形貌如圖6(a)所示。按照“熱處理鋼軌技術條件”(TB/T 2635—2004)要求在軌頭表面(圖4(a)所示A1~A8位置)磨掉0.5 mm,此時氧化層可全部去掉,然后對熱軋態和熱處理后試樣縱向布氏硬度(HBW10/3000)進行測量,測試間隔20 mm,沿250 mm試樣縱向分別標記為a1~a10,結果如圖6(b)所示。
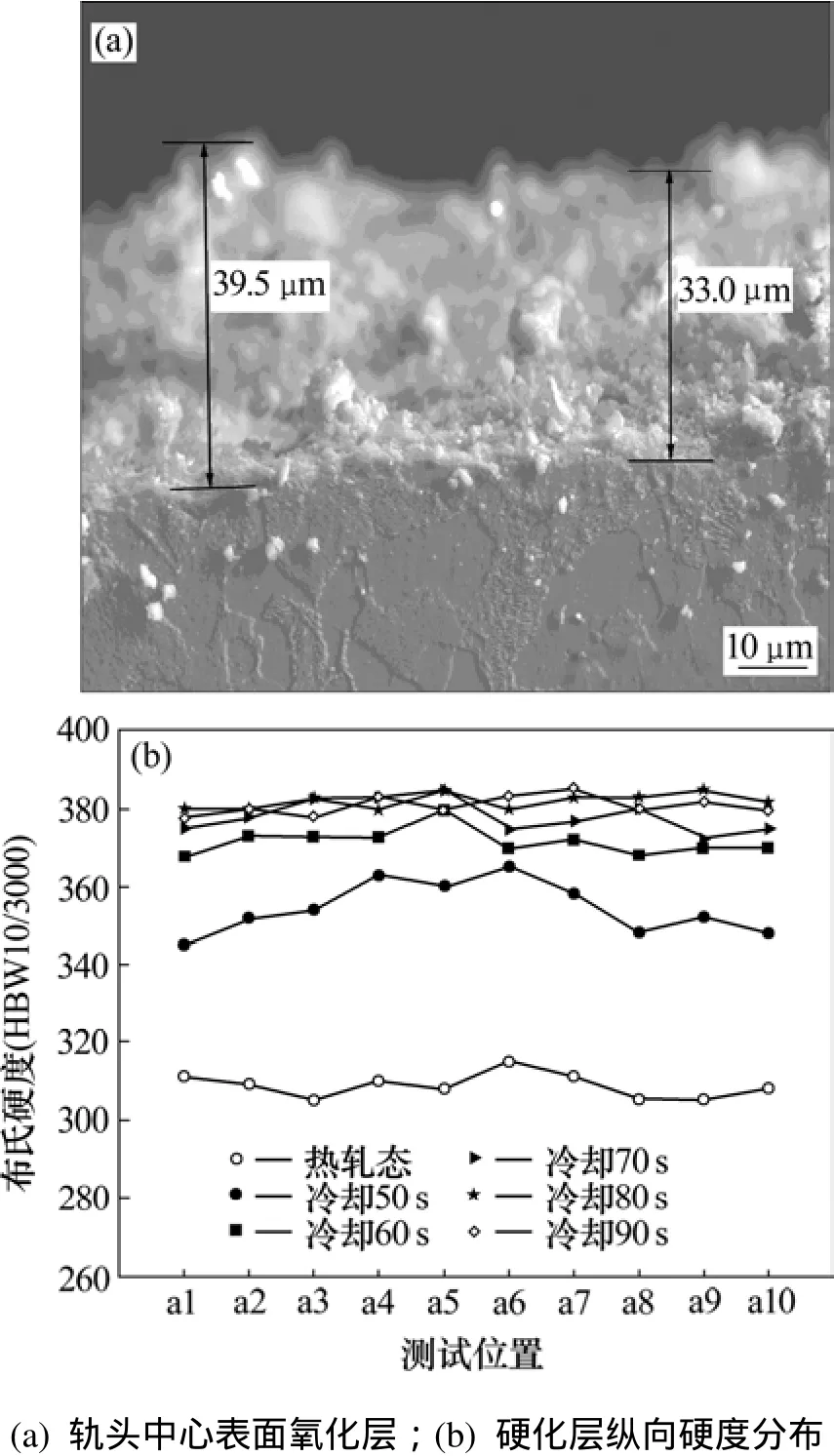
圖6 熱處理后重軌表面氧化層及縱向硬度Fig.6 Oxide layer at surface of rail head and longitudinal hardness of hardened layer after heat treatment
由圖6(b)可知:熱處理后硬化層縱向硬度(HBW)大于 340,且隨著冷卻時間的增加而增大,當冷卻時間大于80 s時,縱向布氏硬度基本保持穩定。
軌頭表面硬化層厚度和硬度是表征重軌熱處理效果的最主要因素,所以U75V 60 kg/m重軌在線熱處理時冷卻時間應大于80 s,此時軌頭中心部位及上圓角硬化層厚度大于24 mm,下圓角大于15 mm,高于“熱處理鋼軌技術條件”(TB/T 2635—2004)對軌頭熱處理硬化層“軌頭中心部位大于 15 mm,下圓角大于 10 mm”的要求。而繼續延長冷卻時間對硬化層厚度改變并不明顯,所以在實際生產時應合理設置冷卻通道長度,減少耗氣量,從而有效控制重軌的熱處理成本。
2.3 拉伸及沖擊性能
從軌頭上圓角切取拉伸試樣(直徑 d0=10 mm,平行段長度l0=5d0),在2個拉伸試樣中間切取沖擊試樣(長×寬×高為55 mm×10 mm×10 mm,開U型口),取樣位置如圖7所示,按照“熱處理鋼軌技術條件”(TB/T 2635—2004)要求對熱軋態和熱處理后試樣分別進行拉伸和沖擊實驗,拉伸實驗時,熱軋態和熱處理后試樣拉伸曲線均無明顯的屈服現象,熱軋態試樣斷口看不出頸縮,而熱處理后試樣斷口出現頸縮,且隨著冷卻時間的增加頸縮現象更加明顯。結果如表 2所示。

圖7 拉伸及沖擊試樣取樣位置Fig.7 Testing position of tensile and impact sample
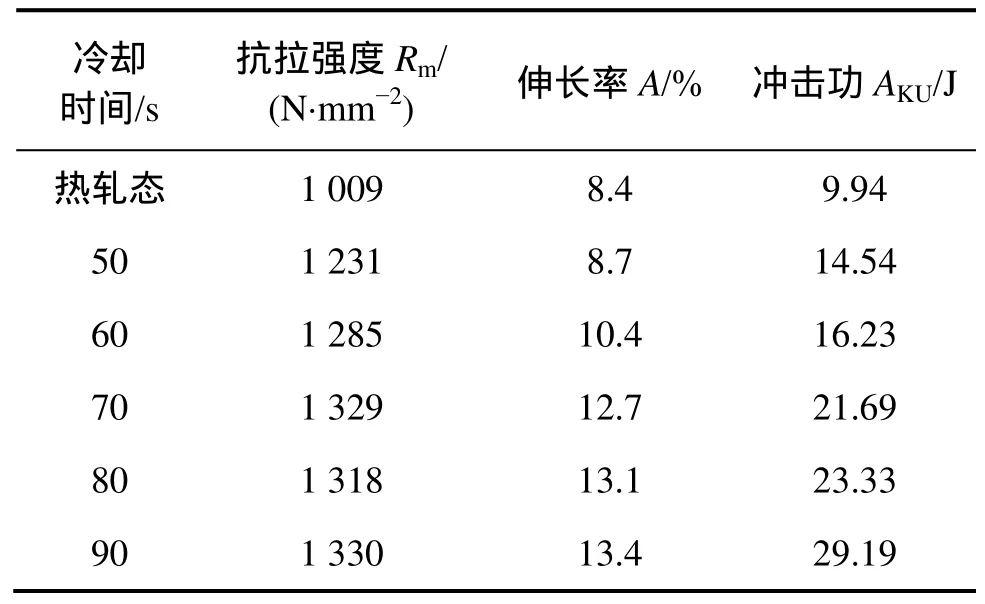
表2 熱軋態及熱處理后試樣拉伸及沖擊性能Table 2 Tensile and impact properties before and after heat treatment
由表2可知:熱處理可以明顯提高軌頭表面的抗拉強度,且隨著冷卻時間的增加而提高越顯著。這是因為,拉伸過程中,隨著應力的增加,大量的珠光體片層發生轉動,與拉伸軸方向逐漸趨于一致,在變形過程中被減薄變成纖維狀細條,滲碳體的變形主要以彎曲和扭轉為主[12?13]。在鐵素體片層內部,大量位錯相互作用,限制了自身運動,珠光體片層間距的減小使鐵素體?滲碳體相界面大幅增加,因此必須在鐵素體中塞積足夠數量的位錯才能提供必要的應力,沖破相界面對位錯運動產生的阻礙,驅使相鄰片層中位錯源開動并產生宏觀可見的塑性變形,即發生屈服現象[14?16]。所以珠光體片層間距的減小將減少片層內位錯塞群的長度,使其強度提高,而隨著冷卻時間的增加,硬化層珠光體片層間距減小,使軌頭抗拉強度進一步提高。伸長率和沖擊功是表征材料韌性的主要因素,熱處理后軌頭硬化層伸長率和沖擊功也隨著冷卻時間的增加而提高,但與珠光體片層間距并不符合線性關系,而伸長率與沖擊韌性之間滿足比例關系,伸長率增加,沖擊韌性增加,反之亦然。
3 結論
(1)U75V 60 kg/m重軌熱處理過程中,當冷卻時間大于80 s時,軌頭中心表面自回火溫度低于在該冷卻速率下珠光體轉變終止溫度。
(2)U75V 60 kg/m重軌熱處理后組織為細珠光體,當冷卻小于60 s時,距軌頭表面3 mm處珠光體平均片層間距大于100 nm,隨著冷卻時間的增加,珠光體平均片層間距減小,但趨勢放緩,當冷卻時間為90 s,珠光體平均片層間距約為83 nm。
(3)隨著冷卻時間的增加,U75V 60 kg/m重軌熱處理硬化層厚度增大,硬度提高,但當冷卻時間超過80 s時,硬度趨于穩定。
(4)隨著冷卻時間的增加,U75V 60 kg/m重軌熱處理硬化層抗拉強度、伸長率及沖擊韌性提高,但隨著冷卻時間的繼續增加,抗拉強度、伸長率及沖擊韌性均趨于穩定。
[1]周清躍,王樹青,詹新偉,等.鋼軌全長淬火工藝及性能的研究[J].金屬熱處理,2000,28(2):11?14.ZHOU Qing-yue,WANG Shu-qing,ZHAN Xin-wei,et al.Study on technology and properties of full length quenching rail[J].Heat Treatment of Metals,2000,28(2):11?14.
[2]周清躍,張銀花,楊來順,等.鋼軌的材質性能及相關工藝[M].北京:中國鐵道出版社,2005:137?140.ZHOU Qing-yue,ZHANG Yin-hua,YANG Lai-shun,et al.Material,properties and related process of rail[M].Beijing:China Railway Publishing House,2005:137?140.
[3]詹新偉,王樹青.提高熱處理鋼軌質量水平的措施[J].鐵道建筑,2005,3(8):97?99.ZHAN Xin-wei,WANG Shu-qing.Methods for improving quality level of heat treated rail[J].Railway Construction,2005,3(8):97?99.
[4]劉曉華.攀鋼熱處理鋼軌生產的回顧與展望[J].四川冶金,2005,27(2):4?6.LIU Xiao-hua.The retrospect and prospect of Pangang retreatment rail production[J].Sichuan Metallurgy,2005,27(2):4?6.
[5]王樹青,詹新偉.鋼軌全長熱處理技術[J].鐵道建筑,2005(8):5?9.WANG Shu-qing,ZHAN Xin-wei.Technical of whole rail heat treatment[J].Railway Engineering,2005(8):5?9.
[6]張建國,敬雄剛.U75V鋼軌TTT曲線、CCT曲線及感應熱處理的顯微組織分析[J].材料熱處理技術,2010,39(8):168?170.ZHANG Jian-guo,JING Xiong-gang.TTT&CCT curve and microstructure analysis of U75V rail after induction heat treatment[J].Material and Heat Treatment,2010,39(8):168?170.
[7]王海濱,宗斌,宋曉艷,等.T12鋼中珠光體片層間距的概率分布測量法[J].物理測量,2009,27(2):33?37.WANG Hai-bin,ZONG Bin,SONG Xiao-yan,et al.Measurement on pearlite spacing of T12 steel with probability distribution method[J].Physics Examination and Testing,2009,27(2):33?37.
[8]TB/T 2635—2004,熱處理鋼軌技術條件[S].TB/T 2635—2004,Technical specifications for the heat treated rails[S].
[9]Modia O P,Deshmukhb N,Mondala D P,et al.Effect of interlamellar spacing on the mechanical properties of 0.65% C steel[J].Materials Characterization,2001,46:347?352.
[10]Marder A R,Bramfitt B L.The effect of morphology on the strength of pearlite[J].Metall Trans,1976,7A:365?372.
[11]Hysak J M,Bernstein I M.The role of microstructure on the strength and toughness of fully pearlitic steel[J].Metall Trans 1976,7A:1217?1224.
[12]Modia O P,Deshmukhb N,Mondal D P,et al.Effect of interlamellar spacing on the mechanical properties of 0.65%C Steel[J].Materials Characterization,2001,46(5):347?352.
[13]Ray K K,Mondal D.Effect of interlamellar spacing on strength of pearlite in annealed eutectoid and hypoeutectoid plain carbon steels[J].Acta Metallurgica et Materialia,1991,39(10):2201?2208.
[14]Buono V T L,Gonzalez B M,et al.Measurement of fine pearlite interlamellar spacing by atomic force microscopy[J].Material Science,1997,32:1005?1008.
[15]Aghazadeh Mohandesi J,Saadatmand M.The optimization of interlamellar spacing in a nanopearlitic lead-patented hypoeutectoid steel wire[J].Journal of Materials Engineering and Performance,2010,20(8):1467?1473.
[16]Ray K K,Mondal D P.The strength of pearlite in annealed eutectoid and hypoeutectoid steel[J].Acta Metall Mater,1991,39:2201?2206.
