中厚板輥式矯直過程模型算法修正與應用
2012-11-30 06:25:46王效崗黃慶學
中國機械工程 2012年3期
王效崗 黃慶學 胡 鷹
太原科技大學,太原,030024
0 引言
中厚板作為重要的鋼鐵產品,廣泛應用于機械、船舶、化工等國民建設的重要領域。在其生產流程中,矯直是獲得平直板材的重要成形環節,其工藝質量直接決定產品品質。輥式矯直工作原理如下:通過交錯布置的輥系使板材在運行過程中產生反復的彎曲,在這個過程中,板材的上下表面發生了局部的塑性變形,中心層為彈性變形區,這種獨特的變形過程可以有效地提高板材的平直精度、消除殘余應力。輥式矯直過程是一個多道次彎曲的彈塑性變形過程,屬于非線性問題。到目前為止,國內外學者對輥式矯直過程已做了大量的研究工作,但矯直過程的精度和智能化程度還不夠高。矯直過程研究在理論上存在兩個重要問題:①矯直過程中材料的變形特性不明確;②矯直過程的理論解析不完善[1-3]。近年來,工程上對金屬條材的強韌性、平直度、殘余應力均提出了更高的要求,工業生產中也有節能高效智能化的需求,這些現實需求使得輥式矯直理論模型的完善變得十分迫切[4-8]。
現有輥式矯直理論模型彎曲分析中一般對中厚板按材料力學中的簡支梁進行簡化研究,但此假設影響了矯直過程的精確計算。本文在對輥式矯直理論模型影響因素進行分析的基礎上,提出運用分層算法將材料特性和中性層偏移等因素引入到矯直理論模型中,使計算結果更加符合實際。
1 影響輥式矯直彎曲過程計算的因素
1.1 材料特性及包辛格效應
現有矯直理論分析中,彈塑性彎曲變形中的應力沿截面分布規律一般根據材料拉伸壓縮實驗應力應變曲線確定,并且材料的拉伸和壓縮應力應變曲線近似為同一曲線。同時由于矯直特定的加工過程,板材沿厚度方向的各層纖維產生不同程度的拉伸、壓縮變形,這些纖維在矯直過程中承受循環載荷的作用,包辛格效應明顯。在循環加載下,應力應變曲線有不同的形式,除具有包辛格效應外,還有同向加工硬化、同向加工軟化等現象出現,這些都與材料和其組織狀態有關。計算時應采用合適的材料模型,否則在計算矯直過程時理論值與實際值會有明顯的偏差。把合適的材料模型引入矯直計算過程,對得出精確的過程解是必要的。
1.2 中性層位置
現有矯直理論分析中,將金屬材料彎曲認為是簡單彎曲,也就是說不計三向應力的影響;同時不考慮拉伸、壓縮對應力極限的影響,彎曲時縱向應力極限都按屈服強度取值。此外,假設彎曲變形時材料彎曲中性層與材料厚度中間層重合,截面上各點的位移正比于該點至中性層的距離,橫截面仍為平面,變形與斷面高度的關系是線性關系,板材內部應力、應變關于中心點對稱分布。而在實際彎曲變形中,板材內部應力、應變并非關于中心點對稱分布。中性層在板材厚度上的位置必須滿足內部應力平衡的條件,這使得彎曲變形時材料彎曲中性層與材料厚度中間層之間會有一個偏移量,由此導致整個矯直過程的計算基礎改變了。
2 彎曲過程分層算法的建立
為精細化研究輥式矯直過程,建立精確的矯直計算模型是必要的。彎曲過程的分層算法通過細化解析方法,把矯直計算過程中材料模型和中性層偏移引入到矯直過程的解析算法中。其具體算法建立如下。
2.1 分割層的建立

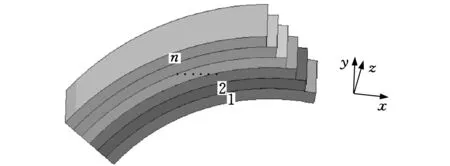
圖1 彎曲單元的幾何分層
2.2 計算條件
(1)材料模型條件。在熱模擬實驗基礎上,建立循環拉伸壓縮力學模型,采用多線段近似應力應變曲線取代實驗模型曲線。
2.3 計算流程
內彎矩計算流程如圖2所示,首先,通過矯直機輥系的壓下量確定每個彎曲單元的反彎曲率;然后計算每個彎曲單元的內彎矩,在這個過程中,對板材進行分層,對每層進行應力和應變的計算,同時通過迭代計算使整個截面上應力之和等于0;將此彎曲單元的計算結果作為下一個彎曲單元的計算初始條件,在整個矯直計算過程中,分層的情況不發生變化,單元間計算結果的傳遞也是通過在每層建立獨立變量來進行的;計算過程直到所有的彎曲單元全部計算后結束;最后輸出數據。
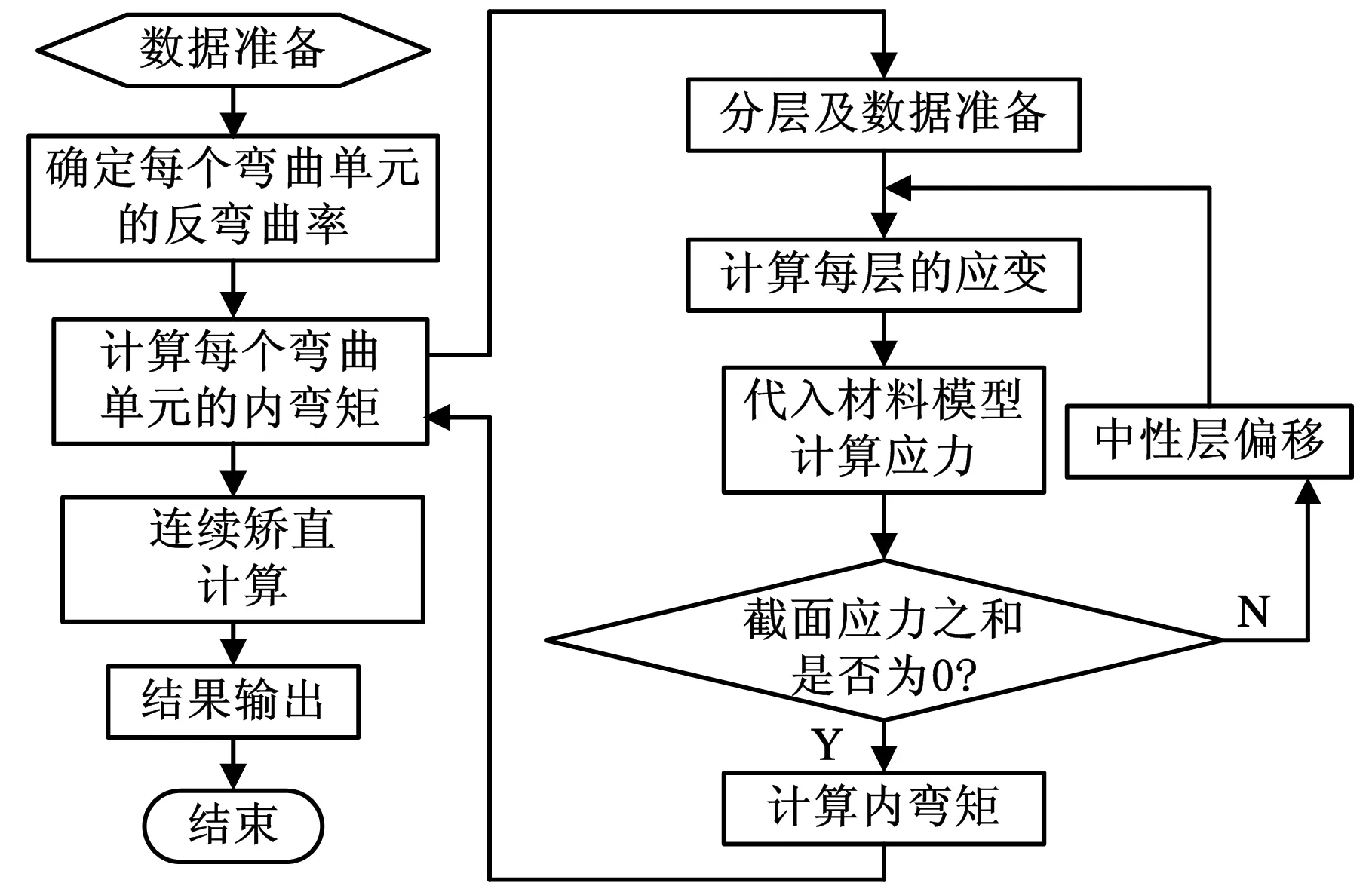
圖2 分層算法內彎矩計算流程圖
3 計算結果分析
計算板材的規格為:板材厚度h=25mm、板材寬度b=3000mm;計算材料性能按多線段近似應力應變曲線進行,為了簡化說明問題,原始屈服強度取為350MPa,材料硬化線段斜率取0.1。同時,假定矯直前材料原始曲率C0=0,截面上應力分布均勻,均為0。
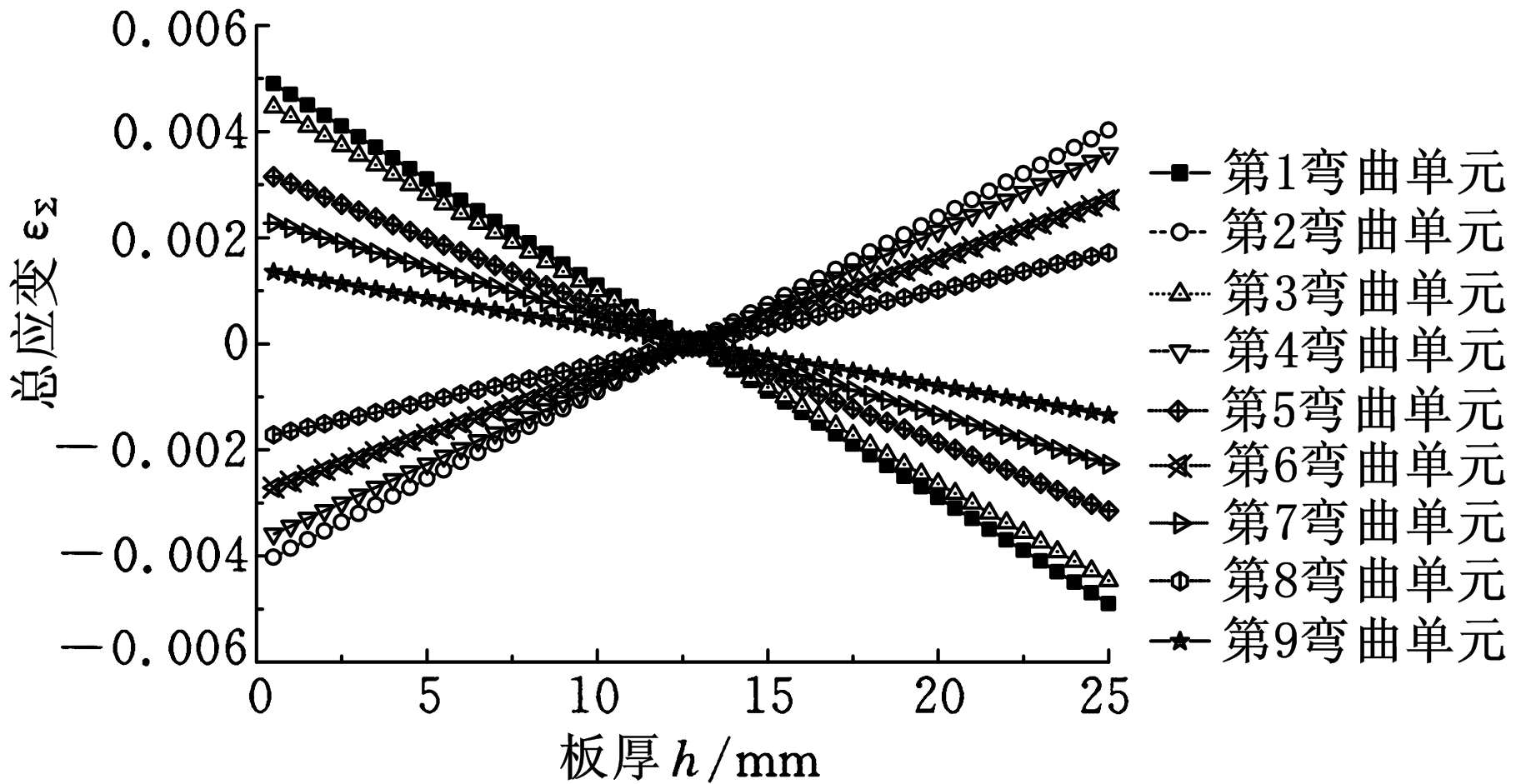
如圖3所示,矯直過程中,反彎應變εw為矯直彎曲時,截面曲率從0變化到反彎曲率Cw所經歷的應變,其在截面上的分布與其位置到中性層的距離成正比,呈線性變化。總的彎曲應變εΣ等于反彎應變εw與上彎曲單元殘余應變εc之和。殘余應變εc為總的彎曲應變εΣ與彈性應變εt之差;塑性應變εs為本彎曲單元的不能彈復的應變。
由于彈性應變εt等于σs/E(σs為屈服應力、E為彈性模量),而σs與所在層的應變歷史和本彎曲單元的總應變εΣ有關,呈非線性變化。因此,塑性應變εs在截面上表現為在距中性層一定距離內為0,在這個范圍內材料只發生彈性變形,沒有塑性應變,超過這個范圍,塑性應變εs變化總體為從0開始逐步增大,但不是線性增大。塑性應變εs為彎曲單元實際經歷的塑性變形,對塑性變形的計量可用于材料的不同應變歷史下屈服應力的計算。
殘余應變εc為板材在不受外力作用條件下,存在于板材內部的應變。殘余應力σc為由于殘余應變對應產生的應力,其值為σc=εcE。
(a)總應變
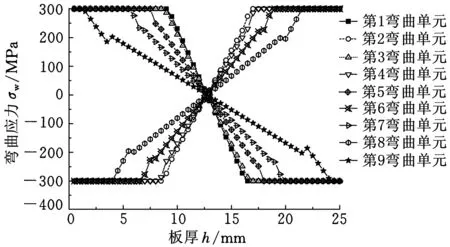
(b)彎曲應力
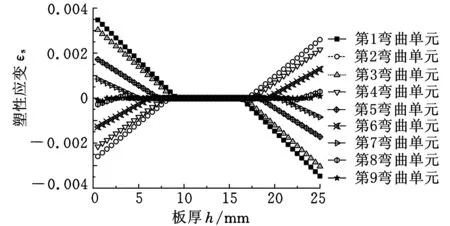
(c)塑性應變
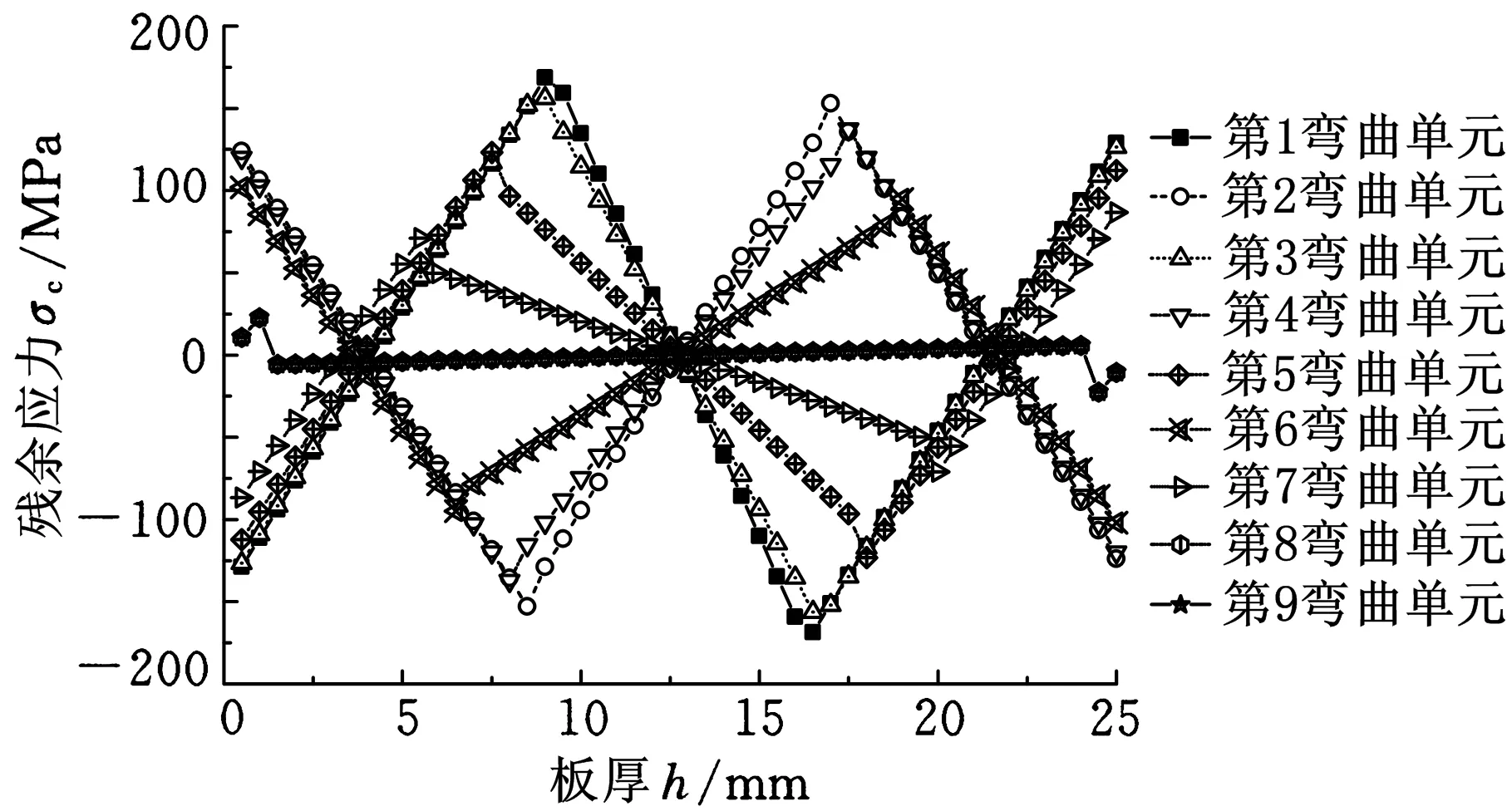
(d)殘余應力圖3 截面內各應力應變的分布
總彎曲應變εΣ等于反彎應變εw與上彎曲單元殘余應變εc之和。隨彎曲單元增加,反彎曲率逐步減小,總體上總的彎曲應變εΣ變小。在不考慮板材的原始曲率條件下,由于第1個彎曲單元的總的彎曲應變εΣ等于反彎應變εw,因此,總的彎曲應變εΣ在第2個彎曲單元處達到最大值。塑性區百分比在第2個彎曲單元處達到80%,隨后隨彎曲單元增加逐漸減小,在最后一個彎曲單元處,整個變形為彈性變形。
由于在計算過程中考慮到材料的應變歷史,材料的變形抗力隨應變的增大而增大,所以在單個彎曲單元的總彎曲應變減小的情況下,材料的變形抗力一直保持較小的增加,這樣的計算方法所得到的力能參數值比采用其他方法所得的計算值偏大,尤其在高硬化指數的合金鋼等材料矯直過程中,力能參數計算值較采用其他方法所得計算值大。
矯直過程中及矯直后的殘余曲率的大小及分布一直是人們所關心的問題。本算法通過分層的獨立變形運算和彎曲變形后板材各層中的曲率、應變、應力之間的關系,得到了截面上殘余應力及其分布。在不考慮原始曲率的前提下,殘余應力隨彎曲單元序號的增加而減小,從第1彎曲單元殘余應力最大為167MPa,變為矯直后的殘余應力最大為28MPa;從其分布來看,在1~4彎曲單元,殘余應力的最大值位于總的彎曲應變的彈性區向塑性區過渡的邊界,在5~9彎曲單元,殘余應力的最大值位于板材的表面。應該指出的是,由于板材原始曲率的存在,彎曲單元的應力應變并非相對中性層對稱分布,從第1彎曲單元開始就存在明顯的應力應變的中性層偏移,同時矯直后殘余應力也為不對稱分布,且殘余應力值稍大于矯直前材料原始曲率C0=0時的殘余應力值。
4 實際應用數據分析
利用液壓伺服控制矯直實驗平臺對矯直過程中所記錄的數據和算法計算結果進行驗證。實驗矯直平臺型號為11-90/100-800,設計矯直能力為2000kN,矯直機綜合剛度約為500kN/mm,矯直范圍為2~6mm。板材來料不平度為10~15mm/m,采用平行矯直方案。實驗矯直平臺如圖4所示。

圖4 實驗矯直平臺
經過矯直,板材平直度均小于2mm/m;同時模型算法計算與實測值基本相符,模型算法計算值比實測矯直值偏小,原因可能為在板材輥式矯直過程中,由于矯直輥和板材的提前接觸,使得實際板材彎曲量比理論值偏大,如表1所示。
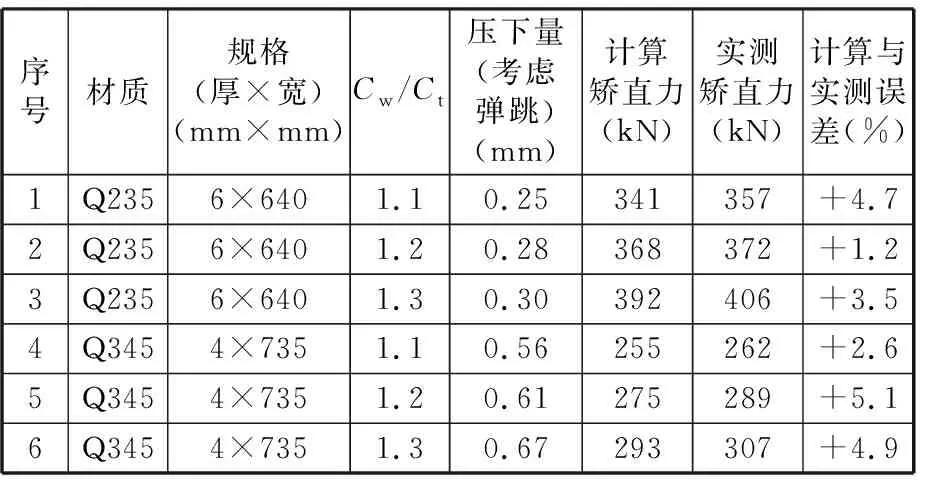
表1 記錄數據與算法計算
5 結論
(1)彎曲過程分層算法是一種細化的彎曲變形解析算法,把材料模型和中性層偏移成功引入矯直計算過程,其算法結果與實驗數據有較好的一致性。
(2)在計算過程中,由于考慮到材料的應變歷史,所以在單個彎曲單元的總彎曲應變減小的情況下,材料的變形抗力一直保持增大,本計算方法所得力學性能參數值比其他方法計算值偏大。
(3)算法通過變形運算和變形過程中板材各層中曲率、應變應力之間的關系得到截面上殘余應力。在不考慮原始曲率的前提下,殘余應力隨彎曲單元序號的增大而減小,從其分布來看,在1~4彎曲單元,殘余應力的最大值位于彈性區向塑性區過渡處,在5~9彎曲單元,殘余應力的最大值位于板材的表面。
[1] 阿高松男.「矯正工程の高精度化·高機能化」研究會を省みて[J].鉄と鋼,2009,14(11):731-731.
[2] 濱崎洋,志垣征聡,吉田総仁.確率的最適化手法によるテンションレベリンクエ程の信頼性設計[J].鉄と鋼,2009,14(1):740-746.
[3] Peter U.Flattening Straightening and Leveling[J].Metal Forming,2010,44(1):22-23.
[4] Philippaus V, Mailllard S.Modern Levelers for Advanced Plate Grades[J].Iron & Steel Review, 2009,52(10):144-148.
[5] 沈繼剛,李宏圖.現代輥式矯直技術在中厚板平直度控制中的應用[J].中厚板,2010,16(1):38-40.
[6] Grimm W, Korth J,Kohler W,et al.Ilsenburg Heavy-plate Mill:Modernisation of the Mill Stand Area and of the Hot-plate Leveller[J].Iron & Steel Review,2008,51(9):11-15.
[7] Bhooplapur P, Brammer M P, Steeper M J.Upgradingexisting Plate Mill for Higher Strength Product[J].Ironmaking & Steelmaking,2008,35(7):491-495.
[8] 王效崗,黃慶學,馬勤.中厚板的橫向波浪矯直研究[J].中國機械工程,2009,20(1):95-99.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
