雙曲面薄框件三軸數(shù)控加工技術
2012-12-02 06:15:42吳國亮
教練機 2012年1期
關鍵詞:工藝
吳國亮
(洪都航空工業(yè)集團,江西 南昌330024)
0 引言
某型教練機結構框為雙曲面薄框件,它涉及到飛機理論外形、計算機數(shù)學模型的建立、計算機交互式編程、3 軸聯(lián)動CNC 技術以及零件的制造技術等。 其整體結構件壁薄,結構復雜,內外形根據(jù)理論外形的特征呈閉互補特征, 零件的外形公差及表面質量要求高,尺寸公差要求嚴格,變斜角曲面一般需用五坐標數(shù)控機床加工。 但五坐標數(shù)控加工成本較高,為此針對薄壁整體框板零件數(shù)控加工中的相關技術進行了研究, 決定采用三坐標數(shù)控機床進行加工并成功地用于零件的制造。 提高加工效率。
1 理論外形曲面筋條薄壁整體框零件簡介
零件結構簡圖如圖1 所示。
零件有如下特點:
1)零 件 結 構 尺 寸 為440×200×δ70, 材 料 為LY12BCZYu
2)結構復雜: 零件內外型面由若干與理論外形距離不等的曲面按一定尺寸要求構成, 閉角Max=3°45′,閉角Min=1°35′。基于圖紙要求為等壁厚的特點,形狀復雜的零件外形根據(jù)理論外形的特征呈閉互補特征;筋條按一定關系排列,構成若干小型框。
3)零件壁薄,只有2.5 mm,加工剛性差.
4)零件兩耳環(huán)直徑為Φ12H8,同心度為0.01,精度高。 表面質量要求高,尺寸公差要求嚴格。
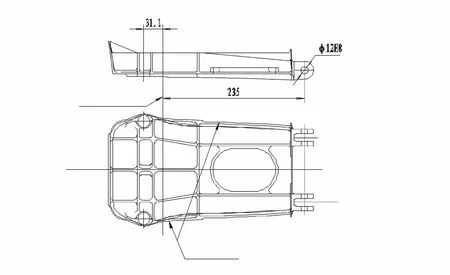
圖1 零件結構簡圖

圖2 零件模型
2 加工工藝方案
2.1 數(shù)控加工工藝方案
零件的主體結構由腹板、筋條、兩曲面和兩耳環(huán)4個部分組成。
該零件外型為變斜角曲面, 一般需用五坐標數(shù)控機床進行加工。 但由于五坐標數(shù)控加工成本較高,因此,決定采用三坐標數(shù)控機床進行加工,以確保零件符合圖紙要求.
加工難點主要有:
1)零件薄壁、細筋結構剛度差。
2) 零件結構復雜,大部分區(qū)域具有開、閉角雙曲面,且內、外側均有下陷,加工困難。
3) 切削量大,表面質量要求高,零件精加工后的腹板、筋條較薄,易變形,不易保證厚度尺寸。
4) 零件兩耳環(huán)Φ12H8,同心度0.01,精度高,表面質量要求高。
通過分析,我們確定以下加工步驟:
加工工藝路線安排:正面(有筋面)粗加工-半精加工曲面-精加工曲面-精加工底部-翻面粗精加工-精加工兩耳環(huán)-加工Φ12H8 孔,同心度0.01。
切削時間占用零件總生產時間比例相當大,因此,工藝方案確定采用高速銑削方案。 隨著切削速度的大幅度提高, 高速切削加工的進給速度也相應提高了4 倍-10 倍。 單位時間內的材料切除率大大提高,可達常規(guī)切削的3 倍-6 倍,甚至更高。 同時機床快速空行程速度的大幅度提高, 也大大減少了非切削的空行程時間, 極大地提高了在高速切削狀態(tài)下機床的生產率。 隨著切削速度的提高,切削力下降,加工表面質量提高;切削熱大部分由切屑帶走,工件基本保持冷態(tài),工件熱變形減小。
2.2 應用UG 軟件建立加工輔助線、面
UG 軟件在制造行業(yè)的應用相當廣泛。 在UG 軟件應用時,對于三坐標加工程序,我們需要確定各加工區(qū)域的輪廓,并建立其輪廓線;對于3 軸加工,其加工面應滿足良好的參數(shù)要求, 事先建立軌跡運行當中所要借助加工的輔助線、面,以保證生成完整連續(xù)且符合要求的刀路軌跡。 根據(jù)零件結構特點,建立加工輔助線、工藝輔面(圖3)。
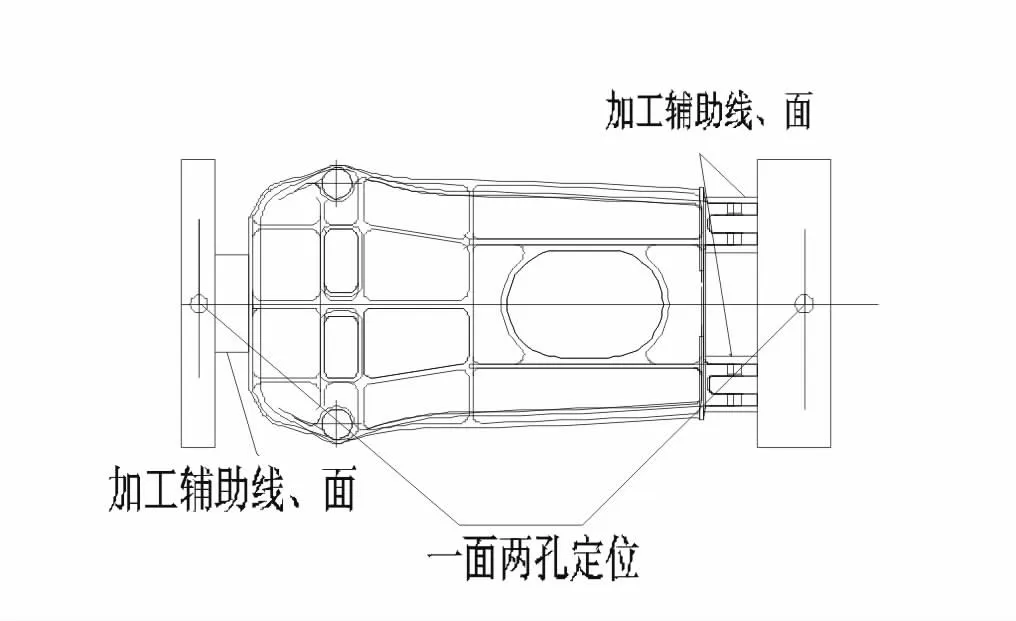
圖3 加工輔助線、工藝輔面
2.3 裝夾定位與夾具
裝夾定位是數(shù)控加工技術的關鍵。 根據(jù)零件毛坯特征,采用一面兩孔的定位方案(圖3),在零件輪廓外的毛坯上制出工藝輔塊(定位基準面)和工藝孔(二次裝夾定位基準)。 其定位、框裝夾簡單易行,且“一次定位,全部加工”,該方案的優(yōu)點是零件定位穩(wěn)定,并能保證零件正、反面加工基準的一致。
2.4 加工區(qū)域的劃分和刀具
2.4.1 加工區(qū)域的劃分
從零件的加工部位著手, 考慮緣條曲面結構特點,在讓開工藝輔塊和避免刀具干涉的情況下,盡量加大區(qū)域以提高加工效率, 該零件劃分了5個大的加工區(qū)域:整體框、外型曲面、筋高及腹板曲面清根、翻面下陷面、兩耳環(huán),工藝分為粗加工、半精加工和精加工。 如下面圖示:
1)加工整體框如圖4 所示。
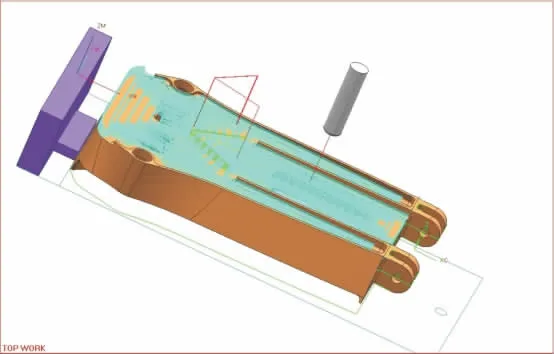
圖4 加工整體框區(qū)域刀具軌跡
2)加工外型曲面如圖5 所示。
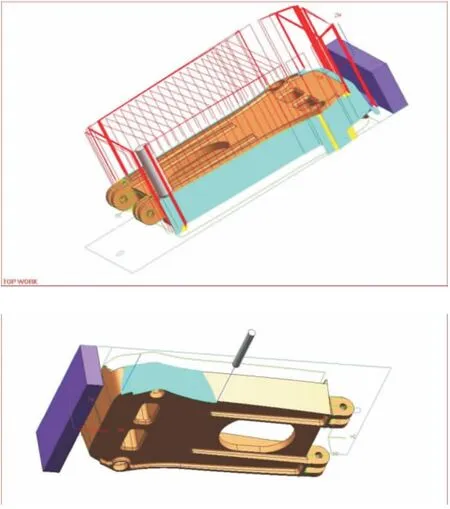
圖5 加工外型曲面區(qū)域刀具軌跡
3)加工兩耳環(huán)如圖6 所示。
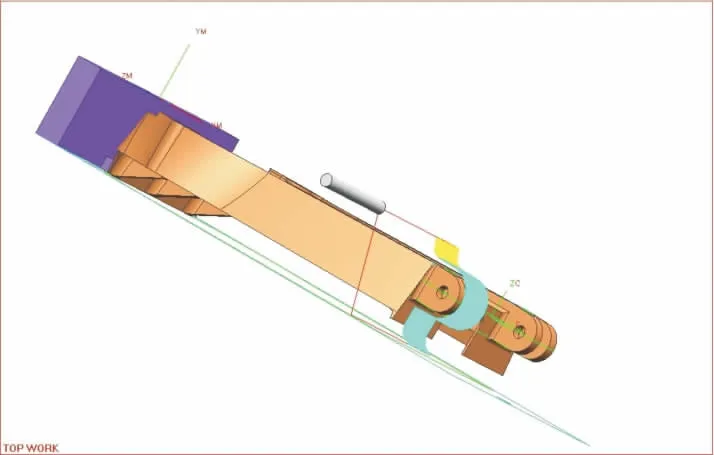
圖6 加工兩耳環(huán)區(qū)域刀具軌跡
2.4.2 加工工具選擇
對刀具的選擇。 刀具的選擇是“先大后小”,即盡量使用大的直徑刀具, 大刀銑不到的部位再使用小刀補加工。
首先, 所選用的銑刀的幾何形狀要適應曲面的加工。 其次,還須根據(jù)加工區(qū)域的劃分、 加工效率和加工精度來選擇。 在這里, 我們選用了Φ18×R3 的銑刀粗加工零件, 但對于腹板面的開、 閉角面卻選用了Φ10×R5 的銑刀, 內外曲面面采用圓頭銑刀,考慮到閉角面在其根部殘余較大, 我們還選用了Φ10×R3 的銑刀清余根部。 此零件在粗加工時,腹板方向留余量1.2 mm,筋寬方向留余量1 mm。 半精加工在腹板面切除1.2 mm 余量, 筋寬切除0.8 mm 余量。 零件在加工時基本是按順銑加工。
3 零件加工的程序
采用UGNX2.0 版軟件,技術相當成熟,根據(jù)所加工零件的特征,結合工藝決策(包括刀具選擇進給量等工藝參數(shù)的決定)生成加工過程的刀具軌跡信息文件, 加工的走刀方式與零件表面質量存在很大的關系, 對于同一個零件在不同的部位可能需要不同的走刀方式。 結合所要求的數(shù)控程序格式生成機床能識別的數(shù)控程序(NC 代碼),切削參數(shù)見表1。
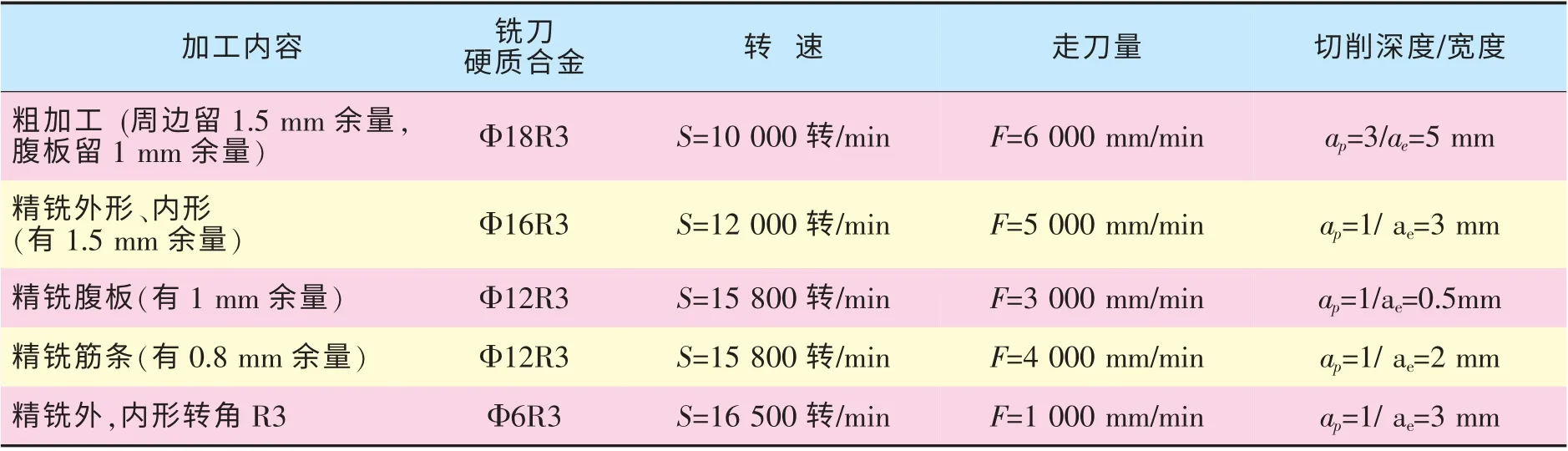
表1 切削參數(shù)
最后還需進行仿真檢查。 目前, 常用的檢查手段為:
1)用刀位中包含的軌跡模擬功能通過程編員直接目測來確定刀具與加工輪廓、底面的位置關系,驗證每個刀位幾何參數(shù)是否正確。
2)采用專業(yè)的仿真軟件VERICUT 來模擬某個工序或全部工序, 以查出在實際加工中可能出現(xiàn)的問題。
4 結語
3 軸聯(lián)動數(shù)控加工技術用于曲面薄壁整體框板,從數(shù)模到程序的編制再到零件的加工, 零件完全符合藍圖,極大地提高了數(shù)控加工能力。 高速加工是一門新興的先進加工方式, 在應用過程中通過不斷的改進切削參數(shù),逐步完善工藝方案,最終應用于該零件的加工, 為曲面薄壁件的制造提供了較好的經驗基礎。 選用三坐標數(shù)控機床對外型為變斜角曲面的零件進行加工,加工結果完全符合設計要求。 與五坐標數(shù)控機床相比,大大提高了加工效率,經濟和技術效益也得到了顯著提高。
[1]王慶林等.UG 銑制造過程實用指導.北京:清華大學出版社,2002.
[2]吳明友.數(shù)控機床加工技術.長沙:東南大學出版社,2000.
[3]鄧欒.數(shù)控加工技術實踐.北京:機械工業(yè)出版社,2004.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52