DAGC在600 mm九機(jī)架熱連軋機(jī)上的應(yīng)用
2012-12-03 07:54:56李玉貴張進(jìn)之盛慶偉
重型機(jī)械 2012年6期
燕 鐸,李玉貴,張進(jìn)之,康 軍,盛慶偉
(1.太原科技大學(xué),機(jī)械工程學(xué)院,山西 太原 030024;2.鋼鐵研究總院,北京 100081;3.天津紅日電氣自動化有限公司,天津 300300)
0 前言
在板帶材軋制中,板厚精度是衡量產(chǎn)品質(zhì)量的一項重要指標(biāo)。隨著我國科學(xué)技術(shù)和經(jīng)濟(jì)的發(fā)展,熱軋板帶材的需求量大幅度增加及市場競爭的日益激烈,對其厚度精度的要求也日益提高。在熱軋帶鋼生產(chǎn)中,通常是通過精軋的自動化厚度控制 (Automatic Gauge Control,AGC)功能來提高帶鋼厚度指標(biāo),以獲得帶鋼縱向厚度的均勻性,滿足后續(xù)工序或用戶的需要。所以AGC系統(tǒng)是現(xiàn)代板帶鋼生產(chǎn)中不可缺少的組成部分。
傳統(tǒng)的BISRA-AGC模型中沒有軋件參數(shù)Q,從理論上講是不完備的;GM-AGC控制系統(tǒng)可能會出現(xiàn)有偽正反饋現(xiàn)象 (簡稱“跑飛”)[1-2]。傳統(tǒng) AGC雖然能滿足厚控精度的基本要求,但存在一些不足之處,所以在熱連軋機(jī)上推廣應(yīng)用DAGC控制系統(tǒng)。與傳統(tǒng)AGC相比,DAGC比BISRA系統(tǒng)具有響應(yīng)速度快和可變剛度范圍寬的優(yōu)點[3]。實際軋制過程擾動是隨機(jī)變化,DAGC發(fā)現(xiàn)軋件擾動可測,由測得的壓力、輥縫實際值,一步計算出輥縫的調(diào)節(jié)量來實現(xiàn)厚度恒定控制。DAGC由數(shù)學(xué)分析法得出了動態(tài)輥縫差分方程,屬動態(tài)數(shù)學(xué)模型[4],所以在工程實際中得到廣泛應(yīng)用。
本文結(jié)合DAGC在某鋼廠600 mm九機(jī)架熱連軋精軋機(jī)上的應(yīng)用,介紹了DAGC系統(tǒng)的控制原理和結(jié)構(gòu),分析在實際軋制過程中軋件塑性系數(shù)Q對輥縫調(diào)節(jié)量的影響。
1 600 mm九機(jī)架熱連軋機(jī)工藝

圖1 600 mm九機(jī)架熱連軋生產(chǎn)線軋機(jī)布置簡圖Fig.1 Arrangement of 600 mm nine-stand hot strip mill
如圖1所示,600 mm九機(jī)架熱連軋生產(chǎn)線包括:板坯庫、加熱爐區(qū)、粗軋機(jī)區(qū)、粗精軋之間的輸送輥道及高溫計、切頭剪、測寬儀、精軋區(qū)、測厚儀、測寬儀、高溫計、蛇陣及熱輸出輥道 (平板鏈)、卷取區(qū)設(shè)備和成品庫組成。粗軋機(jī)R1為三輥式勞特軋機(jī),R2為兩輥軋機(jī),精軋機(jī)采用的是3立9平,立式卷取。立輥L1采用的是全液壓壓下控制方式,立輥L2、L3采用的是液壓加電動壓下控制方式,JP1~JP9機(jī)架采用的是全液壓壓下。
在生產(chǎn)過程中,粗軋區(qū)和精軋區(qū)的控制是相對獨立的。板坯出加熱爐,經(jīng)輸送輥道到達(dá)粗軋機(jī)R1,除磷后,R1實行四道次軋制,經(jīng)翻轉(zhuǎn)軌道到粗軋機(jī)R2,除磷軋制后厚度約為36 mm。再由熱輸送輥道送到切頭剪切頭,經(jīng)精軋除磷后送入精軋機(jī)組軋制,由平板鏈送到卷取區(qū)卷取、打捆、入庫;成品厚度范圍為1.0 mm~5.0 mm。精軋機(jī)組的JP1~JP3實現(xiàn)大壓下量軋制,JP4~JP9機(jī)架投入DAGC,實現(xiàn)板形和板厚精度控制,同時在JP8、JP9投入監(jiān)控AGC。當(dāng)投入AGC后,各機(jī)架穩(wěn)定運(yùn)行,活套波動量減小,輥縫校正量波動減小,趨于穩(wěn)態(tài)。
2 動態(tài)設(shè)定型AGC系統(tǒng)
動態(tài)設(shè)定型AGC控制系統(tǒng)的核心是:通過實時測量壓力和輥縫增量值來計算下一步的輥縫設(shè)定增量值,然后通過APC實現(xiàn)AGC控制功能的系統(tǒng)。
設(shè)在各采樣時刻的擾動幅度不同的情況下,要求能夠一次性將厚度差補(bǔ)償?shù)簦⒁簤鹤儎偠燃夹g(shù)應(yīng)用進(jìn)去,可以推導(dǎo)出動態(tài)設(shè)定型變剛度AGC系統(tǒng),其控制數(shù)學(xué)模型[5-6]為
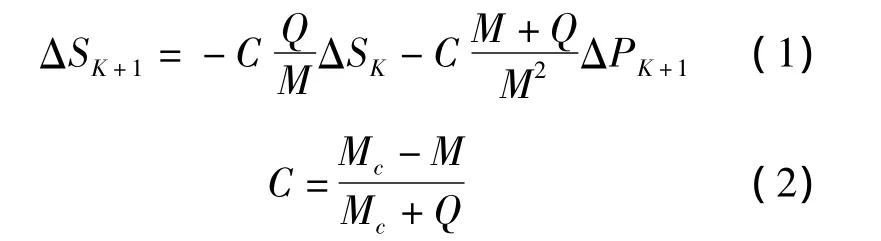
式中,C為可變剛度系數(shù);MC為當(dāng)量剛度值(等效的軋機(jī)剛度系數(shù))。
軋件塑性系數(shù)Q是指軋件塑性增加1 mm的壓下量所需要的軋制力,是金屬的 H、h、B、R、V、t、υ和材質(zhì)等參數(shù)的非線性函數(shù)[7]。由于Q不僅與軋件溫度有關(guān),還與軋件物理性質(zhì)、軋制道次有關(guān)。因此Q值不可能與實際值Q相等,為此分析Q值的誤差對輥縫調(diào)節(jié)量的影響。近似的計算公式為

式中,Pi為軋制力實測值;Hi為軋件入口厚度;hi為軋件出口厚度;α為補(bǔ)償系數(shù)。
動態(tài)設(shè)定型AGC系統(tǒng)框圖如圖2所示。APC為壓下系統(tǒng);ΔPd為壓力擾動量;ΔPs為調(diào)節(jié)輥縫引起的壓力變化;Se為輥縫鎖定值;M為軋機(jī)剛度;Q為軋件塑性系數(shù)。通過軋機(jī)實測表明,動態(tài)設(shè)定型AGC的響應(yīng)速度比傳統(tǒng)的快,而且可變剛度范圍較寬,與其他厚控方法共用時其穩(wěn)定性好,無相互干擾。動態(tài)設(shè)定型AGC將厚度自動控制轉(zhuǎn)化為模型設(shè)定,隔離了壓力信號中的干擾信號對系統(tǒng)的不利影響,因此得到很好的應(yīng)用。
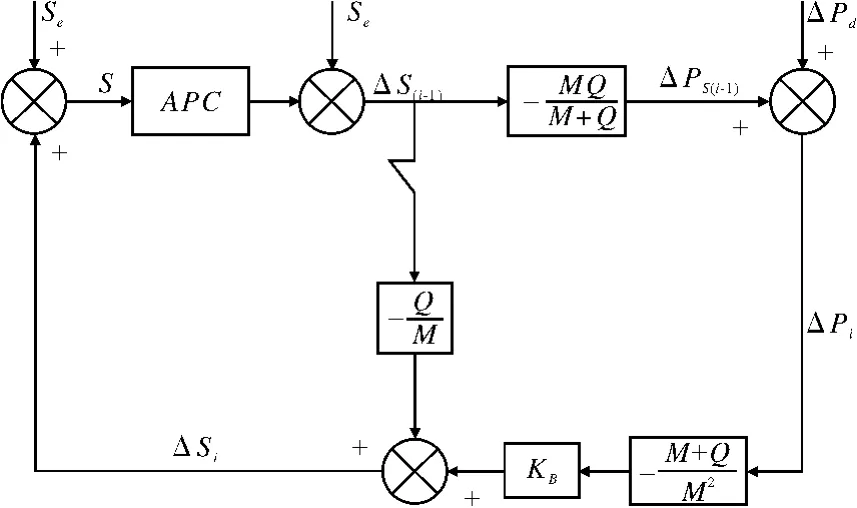
圖2 動態(tài)設(shè)定型AGC系統(tǒng)框圖Fig.2 Block diagram of dynamic setting AGC system
3 應(yīng)用效果
在軋制過程中計算Q值時,軋制壓力Pi不是采用預(yù)估值,而采用實測軋制力進(jìn)行在線計算軋件塑性系數(shù)Q值。為修正此種近似計算產(chǎn)生的誤差,在公式中增加了補(bǔ)償系數(shù)α(α值在現(xiàn)場調(diào)試過程中確定)。在調(diào)試過程中,對軋件塑性系數(shù)取不同的補(bǔ)償系數(shù)α?xí)r的輥縫調(diào)節(jié)量進(jìn)行數(shù)據(jù)采集,以JP5、JP6、JP7機(jī)架為例,輥縫調(diào)節(jié)量如圖3~圖5所示。
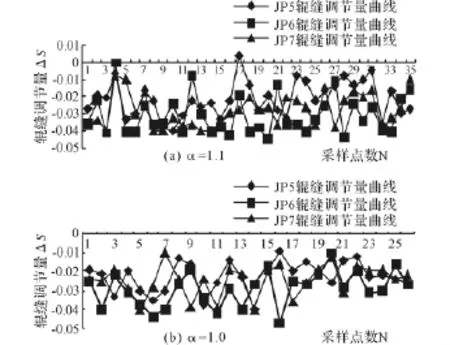
圖3 α=1.1和α=1.0時三個機(jī)架的輥縫調(diào)節(jié)量趨勢圖Fig.3 Run chart of roll gap's regulating-variable of three stands as α =1.1 and α =1.0
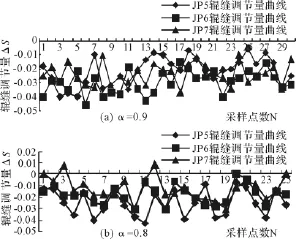
圖4 α=0.9和α=0.8時三個機(jī)架的輥縫調(diào)節(jié)量趨勢圖Fig.4 Run chart of roll gap's regulating-variable of three stands as α =0.9 and α =0.8
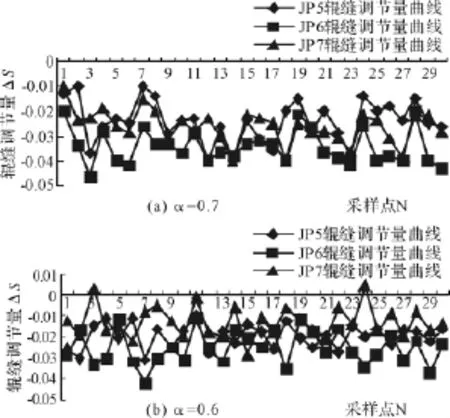
圖5 α=0.7和α=0.6時三個機(jī)架的輥縫調(diào)節(jié)量趨勢圖Fig.5 Run chart of roll gap's regulating-variable of three stands as α =0.7 and α =0.6
圖3~圖5中,在取不同的補(bǔ)償系數(shù)值時,對JP5、JP6、JP7三機(jī)架輥縫調(diào)節(jié)量趨勢圖進(jìn)行對比,可以看出在α=0.6時各機(jī)架的輥縫調(diào)節(jié)量變化趨勢比平穩(wěn),減小帶鋼軋制時的沖擊,有利于軋制過程的安全穩(wěn)定進(jìn)行,最終取α=0.6為補(bǔ)償系數(shù)。
當(dāng)投入AGC后,活套波動量減小,輥縫校正量波動減小,各機(jī)架穩(wěn)定運(yùn)行,趨于穩(wěn)態(tài)。圖6、圖7是分別是在測厚儀上測得不同規(guī)格的帶鋼厚度偏差曲線。

圖6 軋制1.8 mm×395 mm時DAGC投入前、后帶鋼厚度偏差曲線Fig.6 Curves of 1.8 mm×395 mm strip thickness deviation before and after application DAGC

圖7 軋制3.0 mm×235 mm時DAGC投入前、后帶鋼厚度偏差曲線Fig.7 Curves of 3.0 mm×235 mm strip thickness deviation before and after application DAGC
按用戶要求:產(chǎn)品規(guī)格1.6 mm~2.0 mm的厚度精度測量范圍是在去除頭部、尾部2.5 m測量,厚度精度要求是±50μm,而實際測量的厚度精度小于±30 μm;產(chǎn)品規(guī)格2.1 mm~4.0 mm的厚度精度測量范圍是在去除頭部、尾部2.5 m測量,厚度精度要求是±70 μm,而實際測量的厚度精度為小于±40 μm,實際應(yīng)用表明該系統(tǒng)控制效果比較好。
4 結(jié)束語
動態(tài)設(shè)定型AGC在九機(jī)架窄帶熱連軋機(jī)上應(yīng)用,提高了系統(tǒng)的響應(yīng)速度和厚度精度,使成品的厚度偏差小于±40μm,滿足廠方提出的要求。
動態(tài)設(shè)定型AGC是根據(jù)實際軋制過程擾動可測,由數(shù)學(xué)分析法推導(dǎo)出來的動態(tài)數(shù)學(xué)模型。在軋制中計算軋件塑性系數(shù)Q時,采用的不是預(yù)估軋制力,而是實測軋制力,為修正預(yù)估軋制力與實測軋制力的誤差,加入補(bǔ)償系數(shù),使各機(jī)架輥縫調(diào)節(jié)量波動減小,減小了軋制時的沖擊,使帶鋼軋制更安全穩(wěn)定運(yùn)行。
同時將厚度控制與二級的軋制優(yōu)化規(guī)程連成一體化使用,可將厚度控制轉(zhuǎn)化為模型設(shè)定,共同利用了動態(tài)非線性彈跳方程實用技術(shù),簡化了厚控系統(tǒng),提高了系統(tǒng)控制精度,實踐證明了DAGC的實用價值,應(yīng)當(dāng)在工程實際中推廣應(yīng)用。
[1]張進(jìn)之.熱連軋厚度自動控制系統(tǒng)進(jìn)化的綜合分析 [J].重型機(jī)械,2004(3):1-10.
[2]楊衛(wèi)東.GM-AGC的偽正反饋現(xiàn)象研究 [J].冶金自動化,2006(4):46-48.
[3]趙厚信,王喆,張進(jìn)之,等.壓力AGC系統(tǒng)與其它厚控系統(tǒng)共用的相關(guān)性分析 [J].冶金設(shè)備,2005(2).
[4]李玉貴,龐思勤,黃慶學(xué),等.三種動態(tài)設(shè)定型AGC控制模型的分析 [J].重型機(jī)械,2006(5):1-4.
[5]丁修堃.軋制過程自動化 [M].北京:冶金工業(yè)出版社,2005.
[6]李玉貴,龐思勤,黃慶學(xué),等.厚度自動控制技術(shù)的發(fā)展過程分析[A].第二屆寶鋼學(xué)術(shù)年會-技術(shù)創(chuàng)新與循環(huán)經(jīng)濟(jì) [C].上海:2006:351-358.
[7]鄭申白編著.軋制過程自動化技術(shù) [M].北京:化學(xué)工業(yè)出版社,2009:71-72.
