淮鋼大棒材生產線產品質量改進及實踐*
2012-12-07 05:28:34許加陸王天尊
河南冶金 2012年1期
關鍵詞:裂紋
許加陸 周 浩 王天尊
(中天鋼鐵集團有限公司)
淮鋼大棒材生產線產品質量改進及實踐*
許加陸 周 浩 王天尊
(中天鋼鐵集團有限公司)
介紹了江蘇沙鋼集團淮鋼特鋼有限公司轉爐特鋼大棒材生產線的產品方案、生產工藝特點及技術裝備水平,近幾年淮鋼大棒材生產線生產優特鋼的工藝實踐。
優特鋼 棒材 技術裝備 工藝實踐
0 前言
江蘇沙鋼集團淮鋼特鋼有限公司(以下簡稱淮鋼)轉爐特鋼大棒材生產線于2007年12月投產,關鍵設備和技術,如開坯機、連軋機、飛剪、圓盤鋸等設備從意大利達涅利公司引進;該生產線全長513 m,工藝布置合理,技術裝備先進,產品質量及自動化控制程度均達到國際先進水平,2008年產量為35.65萬 t,2009 年產量為41.73 萬 t,2010 年產量為47.56 萬 t。
淮鋼轉爐特鋼大棒材生產線形成具有自主知識產權的轉爐流程生產特殊鋼棒材生產線,實現以彈簧鋼、軸承鋼、齒輪鋼、錨鏈鋼、鋼球用鋼、合金油井管坯鋼和合金高壓鍋爐管等候為代表的優特鋼產品的規模化生產。
1 原料及產品
1.2 原料
原料全部為轉爐連鑄大圓坯,規格有三種:380 mm×6000 mm、450 mm×6000 mm、500 mm×6000 mm。
1.2 產品
1)鋼種。優質碳素結構鋼:10、20、45、S45C、S45CB、65Mn 等;合金結構鋼:40Cr、20CrMnTi、42CrMo、50CrMo等;油井管坯鋼:28Mn2、30Mn2、37Mn5、33Mn2V、36Mn2V 等;彈簧鋼:50CrVA、60Si2MnA、60Si2CrA、60Si2CrVAT 等;高壓鍋爐管坯鋼:SA210C、12Cr1MoVG、15CrMoG、P12、P22 等;齒輪鋼:20CrMnTiH、20CrMoH、SCM420H、8620RH 等;鋼球用鋼:LT-B2、LT-B3、LT-B4、LT-B5、LTB6 等;錨鏈鋼:CM490(AM2)、CM690(AM3);系泊鏈用鋼:HZR3、HZR3S、HZR4;車軸用鋼:LZ50、LZ45CrV等;軸承鋼:GCr15等。
2)規格。產品規格有 Φ70 mm~Φ280 mm圓鋼、管坯鋼;150 mm ×150 mm、200 mm ×200 mm、250 mm×250 mm等規格方鋼;定尺長度為4000mm~12000 mm。
3)執行標準。GB/T700、GB/T699、GB/T1591、GB/T18669、《CCS 規范》、GB/T3077、GB/T5216、GB/T5137、GB/T5222、GB/T522 等及用戶的技術條件。
2 工藝流程與工藝技術特點
2.1 工藝流程
淮鋼特鋼大棒材生產線工藝流程為:轉爐連鑄坯上料(冷裝或熱裝)→稱重測長→加熱→高壓水除鱗→粗軋機開坯→(150 mm×150 mm等方鋼)→保溫輥道→液壓剪切頭→連軋軋機軋制→倍尺剪分段→橫移→鋸切定尺→步進冷床冷卻→收集→一次打捆→入坑緩冷→精整處理→離線打捆→稱重→入庫,工藝布置簡圖如圖1所示。

圖1 工藝流程簡圖
2.2 主要工藝裝備
步進梁式加熱爐一座、高壓水除鱗機一臺、1000 mm開坯機一架、線型翻鋼機、液壓剪、短應力線無牌坊卡盤式軋機六架、固定及移動熱鋸、冷床及緩冷坑等。
2.3 工藝技術特點
1)大棒材車間與轉爐連鑄車間之間采用輥道式直接連接的緊湊短流程布置方式,節約用地,減少物料周轉。軋鋼加熱爐上料輥道和連鑄出坯輥道直接相連,適合熱裝的連鑄坯可以直接熱送、熱裝入爐,節約能源,縮短生產周期。
2)鋼坯加熱采用蓄熱式步進梁式加熱爐,步進梁為兩段式。當入庫坯料為冷熱坯交換時,第一段步進梁可根據熱坯或冷坯獨立調整步進周期,以穩定加熱工藝操作。裝出料采用端進端出料方式,雙排布料,熱質量好,操作靈活,加熱效率高。
3)采用半連續式軋機,即粗軋機采用二輥可逆式開坯軋機,具有較大靈活性,可適應三種坯料和產品規格范圍大的特點。
4)粗軋與液壓剪之間設置保溫輥道,減少軋件的溫降和頭尾溫差,提高產品全長尺寸和性能的均勻性;連軋機組軋機采用平-立交替布置,實現了無扭、微張力軋制,為提高產品尺寸精度和表面質量提供了條件。連軋機組采用高剛度短應力線軋機,可生產高精度的成品。
5)鋼材全部采用入坑緩冷工藝,以消除鋼材白點及應力裂紋缺陷,保證特鋼大棒材質量。
3 存在問題及改進措施
3.1 熱鋸冷卻裝置對產品的影響
淮鋼大棒材生產線,在熱鋸鋸切定尺的過程中,由于熱鋸使用冷卻水,熱鋸在進鋸過程中,有大量的鋸片冷卻水噴淋在700℃~800℃的紅熱棒材定尺的兩端(在端部約400 mm~500 mm處),造成鋼材定尺兩端產生急冷,極易使鋼材定尺兩端產生白點及應力裂紋缺陷,特別是高碳鋼、彈簧鋼、軸承鋼等白點、應力裂紋敏感的特鋼產品,即使后續鋼材采用入坑緩冷,在鋼材定尺兩端仍然會產生白點、應力裂紋缺陷,嚴重影響特鋼產品的質量。
通過采用熱鋸冷卻裝置專利技術[1],在熱鋸的固定鋸罩內側加焊多塊擋水板,在鋸罩前端加兩個"U"型水槽,將從熱鋸片濺出的冷卻水,擋在鋸片垂直中心線的后側,此擋水板及水槽能將鋸片濺出約70%的冷卻水擋在鋸片中心線后側,并將冷卻水引流到鋸片垂直中心線的外端,這樣既保證鋸片有較好的冷卻效果,又使鋸齒上甩下來的水呈霧狀,并使極少量的冷卻水淋到熱條上,減少特鋼棒材在熱鋸過程中定尺兩端冷卻過快,而使鋼材產生白點及應力裂紋缺陷,保證了特鋼產品的內部質量,并有效的降低鋼材端部的硬度,更好地保證了淮鋼轉爐特鋼大棒材的整體產品質量。
3.2 軸承鋼“鳥巢”開裂[2]
淮鋼轉爐特鋼大棒材生產線調試初期,開發生產GCr15軸承鋼,由于連鑄及軋鋼工序未協調好,導致部分鋼坯未能一次性熱裝完,在冷裝GCr15軸承鋼380 mm連鑄大圓坯開150 mm×150 mm方坯時,發現約有20%~30%的鋼坯在加熱及軋制過程中出現裂紋或斷裂,裂紋形態如圖2、圖3所示。

圖2 軋制兩道次后裂口形態

圖3 單個裂口的形態
通過分析得知,“鳥巢”開裂是連鑄大圓坯在加熱過程中產生的,即鋼坯入爐后在預熱段由于升溫過快導致鋼坯內部產生較大的內應力。高碳鉻軸承鋼含碳量很高,冷坯在加熱過程中,熱量的傳導是由表及里的,從鋼坯的表面到中心存在著溫度梯度,在鋼坯內部產生熱應力。熱應力作用的結果,使鋼坯的表層受到壓應力,而鋼坯中心會受到拉應力,由于鋼坯中心部位是低溶點組分和雜質富集的地方,強度最低,如果芯部已形成裂紋或形成較大的應力,鋼坯在加熱及軋制過程中就會出現斷裂和裂紋現象,在大壓下量開坯時,鋼坯芯部裂紋會由內擴展到表面,最后形成“鳥巢”裂口或直接斷裂。
軸承鋼生產必須保證100%的熱裝軋制,特殊情況下掉隊的鋼坯在冷裝時,加熱爐預熱段爐氣溫度必須≤580℃,并且要有足夠的預熱保溫時間,使鋼坯得到完全奧氏體化后,再快速升溫加熱。
3.3 大棒材白點缺陷
白點是特殊鋼中最可怕的一種缺陷,也是優質碳素結構鋼和合金鋼標準中都明確規定不允許存在的缺陷,含碳量≥0.20%的優質碳素結構鋼,Cr鋼、CrMo鋼、CrSi鋼、CrMn 鋼、CrNi鋼、CrMnSi鋼、CrNi-Mo鋼等合結鋼,彈簧鋼、軸承鋼、工具鋼、模具鋼等特鋼均易產生白點缺陷。淮鋼轉爐特鋼大棒材生產線調試初期,由于緩冷坑未及時建成,導致大棒材生產線調試期間部分鋼種、部分規格鋼材出現白點缺陷。
根據分析采取以下改進措施:①優化大棒材的轉爐真空處理-鑄坯冷/熱裝-鋼材堆/坑冷等工藝路線和相關工藝參數,提高特鋼產品的質量保證系數。②優化大棒材入坑溫度、揭蓋時間、揭蓋溫度、出坑時間及出坑溫度,保證大棒材有足夠的緩冷效果。③特鋼大棒材全部采用超聲波探傷檢驗出廠,進一步保證特鋼棒材產品質量。
3.4 大棒材皮下微裂紋
淮鋼大棒材生產線調試期間生產的GCr15、LTB5、40Mn2H 等 鋼 種,規 格 為 Φ95mm、Φ115mm、Φ130mm及Φ125mm等,經酸洗檢查發現鋼材表面有通長樹皮狀裂紋,嚴重影響特鋼大棒材的質量,GCr15軸承鋼酸洗后表面樹皮狀裂紋形態如圖4所示。
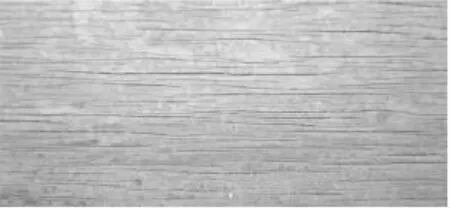
圖4 裂紋形態
通過對大棒材生產線開坯機及連軋機軋輥表面磨損情況進行檢查,發現開坯機Φ380 mm規格系列軋輥,第一、二、三道孔型表面磨損嚴重,孔型表面有眾多的細小凸塊,鋼坯在開坯過程中表面形成細小的凹坑,在其后的軋制延伸過程中小凹坑被拉長,在鋼材表面形成通長的樹皮狀裂紋,由于鋼材表面有一層氧化鐵皮覆蓋,黑皮材表面看不到裂紋,但經酸洗后裂紋就完全暴露出來。
根據分析采取以下改進措施:加大開坯機軋輥冷卻水流量,保證軋輥有較好的冷卻效果,延長軋輥使用壽命,生產過程中勤檢查軋件中間料型及成品鋼材的表面質量情況,加強對開坯機、連軋機孔型磨損情況檢查,發現孔型磨損嚴重的要求及時更換軋輥或孔型。
3.5 大棒材硬度高原因分析與改進措施
淮鋼大棒材生產線調試期間生產42CrMo、40MnBH、40Cr和45#等鋼種,用戶普遍反映鋼材硬度比其他廠偏高,造成用戶使用困難,刀具車削磨損嚴重,加工時間延長,影響生產成本和生產周期。另外,有客戶要求42CrMo熱軋棒材表面硬度不得大于255HB,而實際硬度在300HB左右,造成質量異議。
對用戶使用淮鋼及其他鋼廠生產的相同規格的42CrMo取樣進行硬度、成分、組織、珠光體以及顯微硬度的分析對比,發現淮鋼與其他鋼廠生產的42CrMo化學成分沒有大的區別,但淮鋼熱軋材珠光體片層間距細小(如圖5所示),其它鋼廠生產的42CrMo珠光體片層間距粗大(如圖6所示)。淮鋼鋼材硬度高的原因是熱軋后冷卻速度太快,生成了珠光體片層間距細小的索氏體組織。
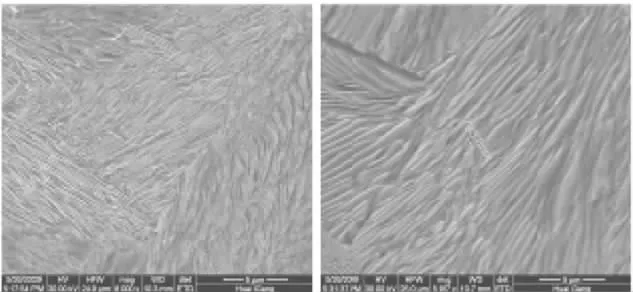
圖5 淮鋼 圖6 其他鋼廠
通過控制軋后鋼材上第一段冷床的冷卻速度,將冷床的第一段下部夾層封閉,冷床上面加保溫罩,四周加圍板,減少空氣對流,降低軋材冷卻速度,鋼材出第一段冷床后可以正常快速冷卻,并保證鋼材在400℃~450℃入坑緩冷,避免了鋼材彎曲而產生矯直成本。
4 改進效果
1)通過對熱鋸擋水板及水槽的技改,以及大棒材白點缺陷的預防措施的實施,淮鋼生產的GCr15軸承鋼、60Si2CrVAT彈簧鋼、LT-B6鋼球用鋼以及CrMo鋼、CrSi鋼、CrMn鋼、CrNi鋼、CrNiMo鋼等合結鋼,經低倍檢驗和超聲波探傷檢驗,未發生一起鋼的白點或內裂紋缺陷的質量事問題。
2)通過大棒材皮下微裂紋的預防措施的實施,淮鋼大棒材皮下的樹皮狀裂紋問題得到徹底解決,減少了鋼材的修磨量,約80%的鋼種實現了黑皮交貨,有效的減低生產成本。
3)通過控制大棒材表面硬度的措施,淮鋼42CrMo、40MnBH、45#等大棒材的表面硬度得到有效的控制,特別是42CrMo鋼的表面硬度能夠控制在250HB以下,滿足用戶的使用要求,未發生一起因硬度高產生的質量異議。
4)通過對高碳鉻軸承鋼的冷裝和熱裝加熱工藝的改進,已經徹底解決軸承鋼連鑄大圓坯的"鳥巢"開裂問題,淮鋼生產約20萬t的GCr15軸承鋼,沒有出現一起連鑄大圓坯"鳥巢"開裂問題。
5 結語
淮鋼轉爐特鋼大棒材生產線,通過采用熱鋸冷卻裝置及一種大棒生產工藝等專利技術,在生產過
程中不斷優化優特鋼的加熱制度、軋制及緩冷等工藝制度和技術手段,既保證了淮鋼轉爐特鋼大棒材產品的表面及內部質量,又提高了生產線的生產效率。淮鋼轉爐特鋼大棒材產品廣泛應用于汽車、鐵路、船舶、石油、海洋、工程機械等領域,目前已生產優特鋼大棒材150多萬噸,為淮鋼創造了巨大的經濟效益和社會效益。
[1]國家實用新型專利,熱鋸冷卻裝置,專利號:ZL 2009 2 0041424.7
[2]許加陸,袁文軍,袁敏,等.高碳鉻軸承鋼連鑄圓坯冷裝加熱工藝分析.現代冶金,2010(4):31-33.
DISCUSSION ON THE IMPROVEMENT PRACTICE OF PRODUCT QUALITY IN BIG BAR PRODUCTION LINE
Xu Jialu Zhou Hao Wang Tianzun
(Zhongtian Iron and Steel Group.Co.,Ltd)
The following items of the large sized bar production line with converter in Huaigang are introduced in this paper:product mix,characteristics of production process,technical equipment level and the process practice of quality and special steel process practice in recent years.
quality and special steel bar technical equipment process practice
2011—12—29
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
