數控銑削編程的標準化程序格式研究
2012-12-19 08:54:12江蘇省泰興中等專業學校李曉男
河南科技 2012年18期
江蘇省泰興中等專業學校 李曉男
本文,筆者以數控銑削編程為例,以程序的標準化、規范化為根本,對數控銑削編程程序進行整理匯編,并結合實際工作經驗,總結出了數控銑削編程的程序格式口訣,對于實際教學具有一定的指導作用。
一、數控銑削編程工藝特點
數控銑床因其獨特的加工性能,對于輪廓類零件加工有較好的切削能力,數控銑削加工包括平面的銑削加工、二維輪廓的銑削加工、平面型腔的銑削加工、鉆孔加工、鏜孔加工、螺紋加工、箱體類零件的加工以及三維復雜型面的銑削加工等類型。在編程時,其編程工藝處理必須考慮以下幾點。
1.為方便測量、計算,工件坐標系及其原點應與設計坐標系重合。
2.為保證刀具在空運行時不與工件或夾具產生干涉,要確定合理的安全高度。
3.進退刀方式沿工件的切線方向切入和切出。
4.刀具半徑要小于最小圓的曲率半徑。
5.影響切削用量的因素有機床的剛度、刀具的材質、工件的材料和切削液要結合具體情況,確定合理的切削用量。
二、數控銑削編程注意事項
1.安全第一的原則。安全大于一切,對于職業學校來說,安全是頭等大事,學生的安全在數控實習時必須首先考慮。在數控銑削時,必須在老師的指導下,嚴格按照數控銑床安全操作規程,有步驟地進行。在數控編程時,必須固定進刀退刀模式。每把車刀從換刀點以G0 模式運動到進刀點,進刀點應在X 和Z 兩個方向離工件有一定距離。太遠會增加G01 進給的空行程,降低加工效率低;太近會增加安全隱患。進刀時(從起刀點到加工開始點)必須以G1 方式進刀,退刀時必須以G1 方式退到退刀點(退刀點距離工件有一定的安全距離)后再以G0 方式運動。另外,換刀點也會導致不安全隱患,換刀點的設定關系到加工的效率和安全問題,在編程時,也須設定換刀點模塊化換刀點。換刀點設得太遠,刀具從換刀點運動到進刀點的時間就會加長,降低了效率;若太近,在換刀時就可能會和工件發生干涉,造成刀具、工件及機床的損壞。因此,要根據刀具及工件的實際情況用子程序把換刀點固定下來,學生換刀時只需將刀具回到退刀點,然后調用子程序即可,這樣可以大大降低事故發生率。首次模擬可按控制面板上的“機床鎖住”按鈕,將機床鎖住,看其圖形模擬走刀軌跡是否正確,再關閉“機床鎖住”進行刀具實際軌跡模擬。
2.程序的規范化原則。學生的思維具有多維性,不同的學生會有不同的編程思路,他們在編寫程序時也會寫出各種各樣的程序來。在實習開始階段必須仔細檢查每一位學生的程序,以免在加工時出現問題。面對各式各樣的程序,要順著他們的思路檢查程序,比較煩瑣,有時難免會有疏忽,因此必須要求學生一定要按照設定的要求編寫程序。作為教學老師,如何實施數控銑削編程,應該采用簡單的編程格式,把復雜的程序簡單化處理。簡單化程序處理必有一個規范化的格式存在,找到這個規范化的程序格式是教師教學要求之一。規范化的程序格式能讓學生以正確的思路迅速實施編程,并能少走彎路,也便于對程序中缺陷進行即時更正。要要求學生把每把刀的加工內容寫成獨立的程序,程序開始時必須都設定加工環境,如主軸轉速、程序狀態等,加工程序要嚴格按照固定的進刀退刀模式編寫,程序結束時,要加上M30 程序結束語句等。
3.質量是根本的原則。產品要有使用價值,就必須達到所要求的質量要求,否則就會給企業、消費者和社會帶來損失。從這個意義上講,學生作品必須把質量放在第一位,要有強烈的質量意識,以保證生產出優質產品。合理設置公差,以平衡加工精度和電腦計算時間。開粗時,公差設為余量 的1/5;光刀時,公差設為0.01。在走刀中,切削深度,選擇合適的走刀量參照依據,在編程前,應確定好合理的切削速度、走刀量和進給量。
三、數控銑削編程的標準化操作流程
筆者通過長期教學實踐,總結出了數控銑削編程的標準化程序格式口訣:注銷換刀主軸轉,坐標設定刀具移,長度補正要牢記,安全高度先到達。刀具補償冷卻開,加工結束先退刀,刀補去后冷卻關,主軸停止程序停;示例如下。
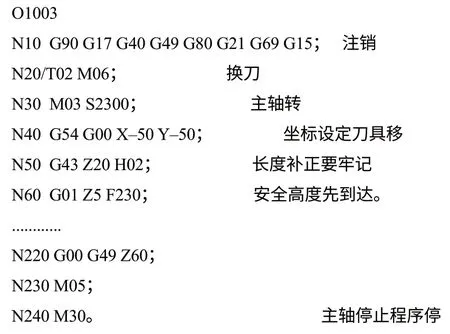
按照上述編寫流程,每把刀可以有獨立的標準化加工程序。可以根據每把刀的加工內容、加工軌跡以及加工調試時出現的問題,及時、方便地檢查該把刀的加工程序。
要達到迅速編程的教學效果,應該對學生加強平時的教學指導與訓練。可以通過加強學生誦讀口訣、定期默寫口訣、案例與口訣對比講解、實例展示教學、關鍵詞解釋等方法來促進學生對口訣的深化理解,通過實踐教學使學生認識口訣的內涵,從而提高學生的編程水平。
猜你喜歡
作文大王·笑話大王(2021年4期)2021-04-26 19:00:35
人大建設(2019年12期)2019-05-21 02:55:44
電影(2018年9期)2018-11-14 06:57:21
作文世界(小學版)(2018年4期)2018-10-16 17:13:34
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
快樂作文·低年級(2016年12期)2017-01-03 20:52:44
快樂作文·低年級(2016年6期)2016-06-24 18:58:40
中國衛生(2015年3期)2015-11-19 02:53:32
