硬態切削冷擠壓凸模表面粗糙度的試驗研究
2012-12-21 08:50:00丁海娟夏廣嵐李小海
裝備制造技術 2012年6期
馮 憑,丁海娟,夏廣嵐,李小海
(佳木斯大學 機械工程學院,黑龍江 佳木斯 154007)
冷擠壓是一種先進的少無切屑加工工藝,具有優質、高產、低消耗的特點,近年來發展迅速。冷擠壓模具的品質,是保證工件能否順利進行冷擠壓的關鍵。而凸模作為整個模具中最重要的一個工作零件,其材料和加工工藝選擇得是否合理,直接影響著整套模具品質的好壞。
冷擠壓凸模通常選用高速鋼材料,傳統的加工工藝是:凸模坯料鍛造退火—粗加工—淬火—磨削—拋光工作部分。大量的研究與生產實踐表明,磨削加工由于溫度高,冷卻不均勻,易發生磨削燒傷和微裂紋,成為凸模工作部位應力集中的致命傷,造成凸模的壽命大大降低。另外,磨削加工成本高,效率低,耗能大,使用大量的磨削液污染環境,不符合當前提倡的“綠色制造”要求。
隨著超硬刀具材料性能的提高和價格的調整,以及高剛度數控機床的發展,采用硬態切削代替磨削,已成為一個新的精加工途徑。
所謂硬態切削,是指采用超硬刀具對硬度大于55 HRC的淬硬鋼進行精切削的加工工藝,即以車代磨或以銑代磨。與磨削加工相比,硬態切削加工具有易保證工件表面完整性、加工柔性大、切削效率高、加工成本低、節省能源、有利于環境保護等優點[1~4]。
目前,國內外關于硬態切削的研究,主要集中在軸承鋼和Cr12、Cr12MoV模具鋼方面,尚難見到針對高速鋼材料制造的冷擠壓凸模的研究文獻。因此本文通過切削試驗探索,重點分析硬態切削冷擠壓凸模時,切削用量和刀具幾何參數對加工表面粗糙度的影響規律,從而尋找優化的切削參數組合。
1 試驗條件
(1)試驗工件材料。冷擠壓凸模用高速鋼W6Mo5 Cr4V2,其化學成分和機械性能見表1和表2。

表1 W6Mo5Cr4V2化學成分表 (%)

表2 W6Mo5Cr4V2機械性能
(2)試驗工件結構。冷擠壓凸模結構如圖1所示。

圖1 冷擠壓凸模簡圖
(3)切削機床。選用高速數控車床CNC6136B-750。
(4)切削用刀具。采用Seco公司CBN100整體式PCBN刀片,幾何參數為:前角γ0=0°,后角α0=6°,刃傾角λs=0°,主偏角κr=45°,副偏角κr'=20°,負倒棱寬br1=0.1 mm,負倒棱前角γ01=-20°,刀尖圓弧半徑rε=0.2~0.8 mm。
(5)測量儀器。采用TR200便攜式表面粗糙度測量儀進行測量。
2 試驗方案設計
本試驗的目的,是分析硬態切削冷擠壓凸模時,不同切削加工參數對加工表面粗糙度的影響規律,找出最優的參數組合。
由于單因素試驗方法的試驗量太大,試驗效率低,因此決定采用多因素試驗方法。
在各種多因素試驗方法中,正交試驗設計具有“均勻”和“整齊”的特點,可提高試驗效率,是研究和處理多因素試驗常用的主要方法,所以本試驗采用正交試驗設計。根據刀具材料特性并參考相關資料,選用切削速度、進給量、背吃刀量、刀尖圓弧半徑作為正交試驗的4個因素,每個因素選取3個水平。
因素水平如表3所示,試驗指標為加工表面粗糙度Ra 值,選用L9(34)正交表[5]。
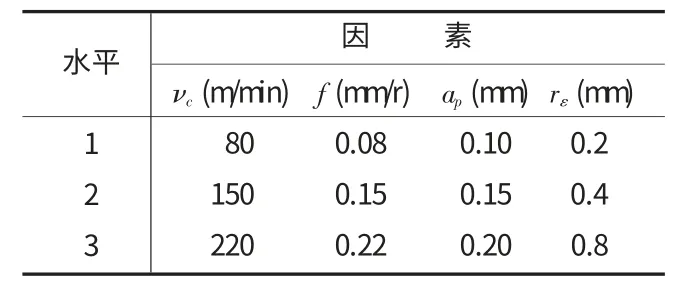
表3 因素水平表
3 試驗結果分析
根據所確定的試驗方案進行試驗,試驗結果如表4所列。
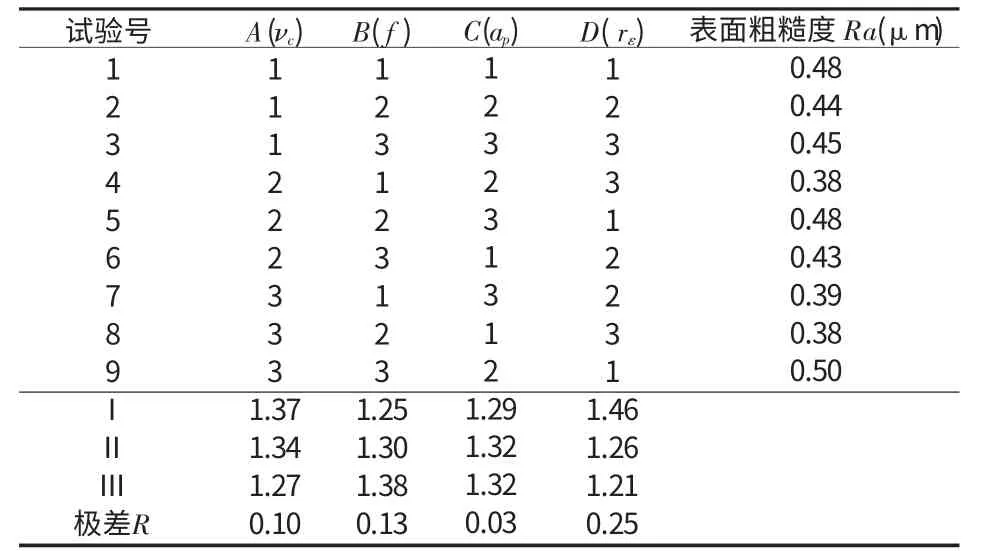
表4 正交試驗結果
圖2為表面粗糙度隨因素變化情況。
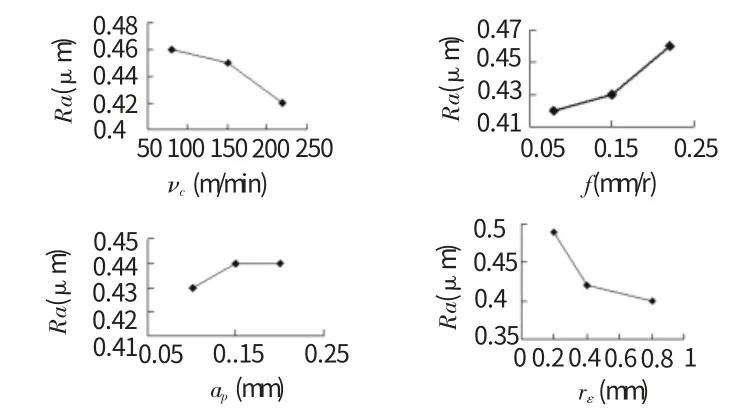
圖2 表面粗糙度隨因素變化趨勢圖
(1)根據表4中的極差值R,結合正交表綜合可比性,通過直觀分析法可知:本次試驗中所選的4個因素對加工表面粗糙度影響最大的,依次是:刀尖圓弧半徑—進給量—切削速度—背吃刀量。
(2)從圖2中可看出,各因素水平變化時,加工表面粗糙度Ra 值的變化規律:當刀尖圓弧半徑從0.2 mm增大到0.8 mm時,Ra 值呈下降趨勢;進給量從0.08 mm/r增大至0.22 mm/r時,Ra 值呈上升趨勢;提高切削速度,能夠使Ra 值減小,這是由于硬態切削切削冷擠壓凸模時,隨著切削速度的提高,切削區溫度上升,使得切屑與前刀面的摩擦系數減小,切屑變形減小,切削力減小,進而使切削平穩,加工表面粗糙度值隨之降低。
(3)根據試驗結果,得出各因素水平的較優組合為A3B1C1D3,即:切削速度νc=220 m/mim,進給量f =0.08 mm/r,背吃刀量αp=0.10 mm,刀尖圓弧半徑rε=0.8 mm時,已加工表面粗糙度值較小。
(4)從表4中可以看到,第4號、第8號試驗獲取的Ra 值也較小,為了驗證最優參數組合的可靠性,排除隨機性因素的影響,進行了驗證試驗。采用A3B1C1D3、A2B1C2D3、A3B2C1D3共3組參數組合,進行驗證試驗,最后的試驗結果表明A3B1C1D3組合即:切削速度νc=220 m/mim,進給量f=0.08 mm/r,背吃刀量αp=0.10 mm,刀尖圓弧半徑rε=0.8mm時,加工表面粗糙度Ra 值穩定在0.039~0.41μm之間,說明當切削用量和刀具幾何參數符合最優組合時,采用PCBN刀具硬態切削冷擠壓凸模,其表面粗糙度能夠達到拋光前的要求。
4 結束語
采用PCBN刀具硬態切削冷擠壓凸模時,為降低加工表面粗糙度,可以適當增加刀尖圓弧半徑,提高切削速度,減小進給量和背吃刀量。為防止刀尖圓弧半徑增大引起切削力增大,進而導致工藝系統的振動,應加強工藝系統的剛性。
由于硬態切削過程十分復雜,影響的因素較多,而本試驗未考慮因素間交互作用對加工表面粗糙度的影響,所以硬態切削冷擠壓凸模的試驗研究工作,還有待進一步深入,以獲取更可靠的數據指導生產。
[1]劉獻禮,等.硬態干式切削機理及技術研究綜述[J].中國機械工程,2002,13(11):973-976.
[2]陳 濤,劉獻禮.PCBN刀具硬態切削GCr15表面粗糙度試驗與預測[J].中國機械工程,2007,18(24):2973-2976.
[3]岳彩旭,等.硬態切削與磨削工藝的表面完整性[J].工具技術,2008,(42):13-18.
[4]張玉周,等.淬硬鋼硬態切削表面粗糙度研究[J].青島理工大學學報,2009,(6):103-106.
[5]趙選民.試驗設計方法[M].北京:科學出版社,2006.
