輕灰煅燒爐的優化控制
2012-12-23 01:37:54李敬輝
純堿工業 2012年3期
關鍵詞:優化
李敬輝
(南化集團連云港堿廠,江蘇連云港 222042)
輕灰煅燒爐的優化控制
李敬輝
(南化集團連云港堿廠,江蘇連云港 222042)
我廠煅燒車間輕灰優化控制系統采用浙江中控軟件技術有限公司的APC-Adcon高級多變量魯棒預測控制軟件,在浙大中控的SUPCON-JX300X DCS集散控制系統及其上位機上實現。
優化過程;預測控制;集散控制系統;煅燒爐
連云港堿廠采用氨堿法制堿,裝置原生產能力為60萬t/a,經過不斷擴容改造,目前生產能力已達120萬t/a。連云港堿廠在擴大純堿生產規模的同時,加強技術改造,不斷提高生產自動化水平。2003年煅燒車間生產控制系統進行了DCS控制改造,改造后生產效率明顯提高,產品次品率大大降低。但面臨當前激烈的市場競爭,簡單的DCS單回路控制已不能滿足企業的需求,因此為進一步提高裝置的自動化水平,借鑒中控軟件在山東海化純堿廠輕灰煅燒爐先進控制和優化方面取得的經驗,結合連云港堿廠輕灰煅燒爐生產過程控制的現狀,開發和實施適合裝置特點的先進控制和優化技術,在現有DCS控制的基礎上進一步提高輕灰煅燒爐裝置的操作平穩性,降低操作人員的勞動強度,改善產品質量,降低消耗。
1 工藝流程簡述
來自重堿車間4#皮帶運輸機經離心分離后的濕重堿,通過重堿大皮帶運輸機由電動犁料器分配到1#、2#、3#下堿溜管,經汽封轉動閥送預混器;0#及4#系統直接從重堿車間4#皮帶運輸機通過重堿小皮帶運輸機經汽封轉動閥送預混器;在預混器內與返堿加料器、輕灰分離器分離的堿塵通過預混器攪拌軸攪拌,充分混合,降低重堿水分,經進料螺旋運輸機進入輕灰煅燒爐,重堿在煅燒爐內被中壓蒸汽間接加熱。
由電廠來的中壓蒸汽,從旋轉接頭中心套筒進入汽室,由汽室進入4排加熱管,蒸汽冷凝水則由旋轉接頭處套筒進入貯水槽到閃發器,進行二次閃發。濕重堿在輕灰煅燒爐中加熱分解生成輕質純堿和爐氣。從煅燒爐出來的輕質純堿,經出料螺旋輸運機、0#爐出料閥、返堿刮板運輸機,一部分作為返堿進入返堿加料器,另一部分進入輕灰刮板運輸機,經輕灰斗式提升機輸送到輕灰分配刮板機,通過溜管分配到回收配制堿液,同時分配到重灰、涼堿及低鹽重灰崗位。
輕灰煅燒爐分解產生的爐氣經旋風分離器分離后,產生的堿塵通過堿塵絞龍進入預混器,產生的爐氣進入熱堿液塔,被熱堿液洗滌堿塵后進入熱母液洗滌塔,與冷母液逆流直接接觸進一步洗滌堿塵,同時冷母液被預熱為熱母液,并蒸出部分氨和二氧化碳,然后爐氣進入螺旋板換熱器(0#、4#為波紋管換熱器),被循環水間接冷卻,產生的冷凝液流入冷凝液槽,用冷凝液泵送往蒸餾崗位;從螺旋板換熱器出來的爐氣進入爐氣洗滌塔,爐氣在塔內被凈氨洗水直接逆流洗滌后由壓縮送往碳化制堿;凈氨洗水來自濾過崗位,洗滌爐氣后洗滌液由洗滌液泵送往濾過。熱堿液槽內的堿液用熱堿液泵打到熱堿液塔內,在塔內熱堿液直接逆流洗滌爐氣后一部分回流到熱堿液槽繼續循環(熱堿液不夠時,補充脫鹽水或重灰洗水),另一部分回流到配堿槽,在配堿槽內加入從輕灰分配刮板機來的純堿,配制合格的純堿液用純堿液泵送往鹽水苛化崗位,鹽水車間配堿時直接將熱堿液送往鹽水化堿崗位。
來自濾過崗位的冷母液進入冷母液桶,由冷母液泵送到熱母液洗滌塔與爐氣換熱變成熱母液,由熱母液泵送到熱母液桶,爐氣管“U”型水封管內的冷凝液回收至地槽,由壓縮空氣送往冷母液桶。
2 裝置運行情況及控制現狀
輕灰煅燒爐裝置的特點是爐體長,出堿溫度響應時間滯后,控制難度大;影響因素多,其中重堿進料量、含水量、返堿量、中壓蒸汽壓力等參數對出堿溫度、爐頭壓力均有影響;各煅燒爐存在物料流(濕重堿量分配)和能量流(蒸汽壓力分配)相互聯系,相互干擾,調整一臺煅燒爐,會影響到其它煅燒爐的工況。
目前連云港堿廠共有5臺輕灰煅燒爐,其中4#煅燒爐為2007年增加,全工段已采用了中控· SUPCON-JX300X DCS集散控制系統,實現了生產集中管理,大幅提高了裝置的控制水平。然而,輕灰煅燒爐的主要被控參數(如:出堿溫度、出氣溫度、爐頭壓力等)仍停留在人工手動控制或單回路控制狀態,不能很好地解決生產過程中存在的大滯后和相互耦合的工藝特性。當過程出現大的負荷變化或者物料、能量等方面的擾動時,主要依賴操作員憑經驗操作,這不僅增大操作人員的勞動強度,而且給輕灰煅燒爐的生產平穩性和產品質量、裝置處理量帶來較大影響。同時由于手動控制易出現超調或調整不及時等情況,出堿溫度和爐頭壓力波動幅度較大,難以將裝置控制于最優操作狀態,平均出堿溫度偏高,裝置蒸汽消耗較大,產品質量難以得到保證。
在基礎控制儀表方面,目前除了有一個總的皮帶秤之外,單爐沒有皮帶秤,計劃在0#爐和4#爐各上一個皮帶秤(2010年11月13日完成);儀表顯示方面,爐頭壓力顯示震蕩幅度大,波動頻繁;犁料器的問題,由于從重堿車間過來的濕重堿進爐順序為:4#爐→0#爐→1#爐→2#爐→3#爐,4#爐和0#爐在相同的繼電時間內,調節的進料幅度比后面的爐要多,特別是0#爐犁料器,由于本身定位不準確,每一次調節的量過大;單回路自調閥方面,爐頭壓力調節閥嚴重偏離線性特征,并且閥門有“死區”,具體“死區范圍”,如表1:
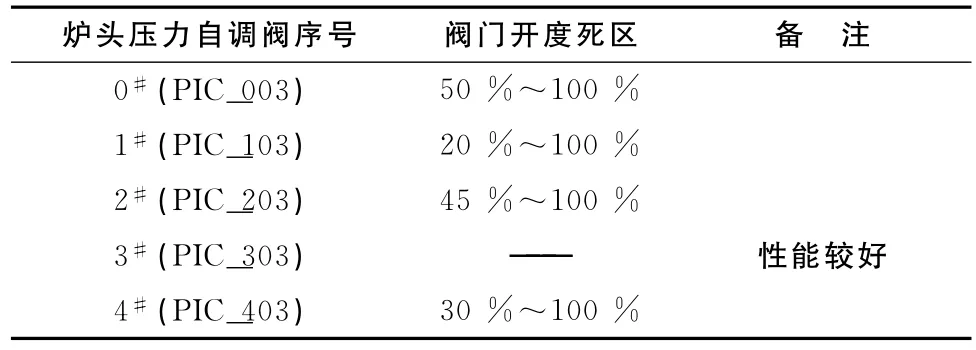
表1 爐頭壓力自調閥開度死區
3 關鍵工藝指標控制現狀
3.1 出堿溫度指標現狀
對煅燒過程來說,出堿溫度可以基本表征輕灰產品的質量。當煅燒溫度偏低時,所得產品中會有少量未分解的重堿,影響產品質量;當出堿溫度偏高時,對產品質量改善不大,但會明顯影響到蒸汽消耗和煅燒生產負荷。出堿溫度變化原因,是重堿投入量和水分的波動、返堿配比不足、煅燒爐負荷過大、蒸汽壓力波動等因素造成。
3.2 爐頭壓力指標現狀
爐頭壓力關系到CO2回收率和濃度,也關系到重堿的分解和現場勞動保護。從重堿分解化學過程來看,壓力狀態不如真空有利;從設備結構上看,壓力狀態會使爐氣串入重堿給料通道,使水蒸汽冷凝引起爐頭給堿堵塞;壓力偏高將會使爐氣從密封端逸出,造成兩端冒氣,不但造成NH3和CO2損失,還會惡化現場環境,而負壓操作會導致漏入空氣,降低CO2濃度。爐頭壓力波動主要由重堿投入量、排氣蝶閥開度、煅燒爐轉速變化、壓縮機抽氣壓力等因素造成。
3.3 總管蒸汽壓力變化情況
蒸汽總管壓力3.08~3.54 MPa之間頻繁波動,波動幅度無規律。
3.4 濕重堿流量變化情況
濕重堿流量主要在180~240 t之間波動。
綜合現場操作情況,爐頭壓力波動頻繁,并且幅度很大;出堿溫度平均值在185℃左右,波動標準偏差在8.6℃左右;蒸汽總管壓力和濕重堿量波動也比較頻繁,幅度較大,從而引起爐氣CO2濃度的波動,產品品質得不到長時間的穩定保證;為了少出次品,出堿溫度控制過高,造成蒸汽消耗高,增加了生產成本。
4 輕灰煅燒工序控制系統組成
4.1 DCS系統控制結構
輕灰煅燒工序生產過程優化控制系統是在浙大中控JX-300X DCS系統的上位機上實施的。此套DCS系統由3個控制站、5臺操作站(其中一臺兼工程師站)組成,1#、3#控制站分別用于儀表、電氣測量點,2#控制站為儀表、電氣合用。
4.2 優化控制系統資源
優化控制服務器通過兩塊網卡與工業以太網連接,控制站通過主控卡UDP協議向OPC Server發布數據,優化控制服務器再通過OPC Server實現數據的讀寫。連接示意圖如圖1所示:
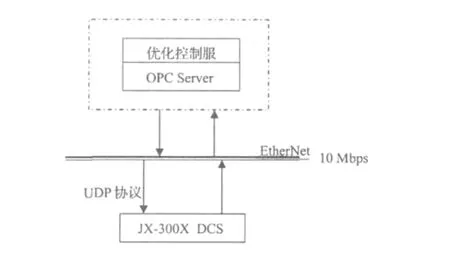
圖1 優化控制服務器與DCS連接示意圖
結合生產控制優化系統的需求,DCS系統已具備實施優化控制的需求:增加約600個中間點、操作界面組態、網絡通訊監控、邏輯切換程序編寫、犁料器控制模塊重新設等內容。
5 輕灰優化控制系統操作
2011年6月1日連云港堿廠利用系統停車機會,配合中控軟件做好DCS端電動刮刀運行邏輯的完善調整及常規控制與先進控制邏輯切換程序的下載工作,保證DCS優化系統順利實施投用。先進控制系統設置了總開關、分開關,總開關與各分開關之間建立了邏輯關系,控制回路可根據工藝條件和需要單獨投運或切出,對其它回路沒有任何影響。各控制回路相關工藝參數的設置也相互獨立,操作方便。先進控制系統的操作內容主要包括先進控制系統的啟/停及各類參數的設置。
5.1 各功能塊操作說明
“通信狀態”為通訊狀態標志,指示先控上位機與DCS系統網絡連接情況,通訊正常則顯示“綠色”,通訊中斷則顯示“紅色”,通訊中斷后投用的先控系統開關按鈕隨即自動切除,需要聯系相關人員進行處理。
“總開關”按鈕為輕灰煅燒工序先進控制系統總開關,通過單擊該按鈕執行“投運”或“切除”先進控制。總開關處于“開”狀態,則分開關能“開”也能“關”;總開關處于“總開關-關”狀態,則分開關自動“關”,不能再打“開”。
“開關”為單回路先控開關,單擊按鈕,會顯示“開”和“關”相互轉換,其中顯示亮“綠色”表示回路投用先控,顯示“灰色”表示回路切除先控。
“狀態”為單回路先控系統運行狀態,呈“綠色”表示該回路先進控制運行,呈“灰色”表示未運行。
執行機構的“上限”、“下限”是指先進控制系統允許該執行機構在此范圍內調節,一旦超出,回路切除先控;被控目標值的“上限”、“下限”表示被控變量的約束,當被控變量測量值越出約束時,先控系統操作變量的調節幅度增大,使被控變量盡快回到上下限約束內。(注意:在設定執行機構的上下限約束范圍時,必須使實際值在上下限范圍內,否則該回路不參與先控計算,在設定被控變量的上下限約束時,不允許出現“下限”大于“上限”,否則先控系統會出錯。)
投運先控時調節閥的狀態條件說明:如果下面的回路要投運先進控制系統,回路狀態見列表:投先控時打為自動的自調閥:蒸汽調節閥;投先控時打為手動的自調閥:爐頭壓力調節閥、循環水調節閥。
5.2 先進控制系統的投運與切除
5.2.1 先進控制系統的投運
控制回路投運先控開關后才使得系統對裝置起控制作用。具體投用順序如下:
啟動系統“總開關”→啟動“單爐總開關”→ 啟動“單爐各控制回路分開關”,當被控變量的狀態圖標由“灰色”變為 “綠色”時,先進控制系統才起控制作用。
當需要切除全部先進控制,則只需單擊關閉系統“總開關”,其它下層開關自動關閉,恢復至DCS常規控制。
如果需要停止某個控制回路的先進控制,則只需在控制回路參數設置界面上單擊相應控制回路的開關按鈕即可。
5.2.2 先進控制系統的切除
5.2.3 注意事項
1)先進控制系統投用前應預先設定好各執行機構的上下限、目標設定值,并注意檢查,防止出現誤設定或所設參數不符合當前裝置運行負荷。動狀態時才能投用先進控制;控制爐頭壓力、爐氣冷凝塔出氣溫度的自調閥,要投用手動時才能投用先控。
2)控制進爐中壓蒸汽壓力的自調閥,要處于自
6 輕灰優化控制的效果
輕灰煅燒工序實施先進控制后,確保輕灰煅燒爐的長周期安全運行,提高關鍵工藝參數的控制質量,平穩裝置的生產操作;穩定和優化不同生產階段輕灰煅燒爐的運行負荷和蒸汽量分配,維持各煅燒蒸汽壓力的一致性,減少對蒸汽管網高壓力需求;對輕灰煅燒爐生產運行的相關電氣設備運行狀態進行監視,實現煅燒爐生產的約束控制,避免單臺設備負荷過大情況出現。
具體技術指標如下:
1)出堿溫度最大波動幅度減少50%(最高值與最低值之差),平均波動幅度減少40%以上,并進一步優化調整出堿溫度,降低蒸汽消耗;高裝置運行的安全性,保持爐氣濃度穩定;
2)爐頭壓力平均波動幅度減少40%以上,以提
3)確保先控系統投運率平均大于90%,以保持生產操作的一致性,減少人為干擾,降低勞動強度;
4)合理分配各煅燒爐的生產負荷,在處理同等進料負荷時,對蒸汽管網壓力需求較常規控制降低5%以上。
7 結 語
輕灰煅燒爐優化控制的應用是成功的,提高了輕灰煅燒爐裝置的操作平穩性,降低操作人員的勞動強度,改善產品質量,降低消耗。但由于輕灰煅燒生產的特點及常規控制的局限性,產品質量的控制及蒸汽消耗控制回路受其它干擾因素的影響,如爐頭壓力控制,爐頭蝶閥受重堿量波動大,離心機穩定運行性不強,螺旋板出氣溫度低在蝶閥處結晶卡住蝶閥,造成蝶閥無法正常開關調控,使壓縮波動較大等,對存在的問題需進一步探索。
TP 273.5
B
1005-8370(2012)03-11-04
2011-11-17
(1976—),1997年畢業于連云港化工高等專科學校化工工藝專業,連云港堿廠煅燒車間工藝組組長。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45