深水海底管道J型鋪設工藝及設備研究
2013-01-12 06:24:12段夢蘭
石油礦場機械 2013年1期
關鍵詞:作業
楊 偉,葉 茂,何 寧,段夢蘭,劉 偉,王 懿
(1.海洋石油工程股份有限公司,天津300451;2.中國石油大學(北京)海洋油氣研究中心,北京102249) ①
我國南海深水區域蘊藏著豐富的石油和天然氣資源,是我國深水開發的重點區域。目前,適用于深水海底管道鋪設的方法主要為S-Lay和J-Lay。由于S-Lay的鋪管特點,使得管道在上彎段產生較大的塑性變形,為彌補該缺陷就需要相應增大托管架和張緊器能力,從而限制了S-Lay的適用水深。J型海底管線鋪設法是一種將管線接近垂直的形態下放到海床上的管線鋪設方法。由于該鋪設方法所需的管線張力小、鋪設過程中管線懸掛長度小、鋪設后管線殘余應力小等優點,被認為是深水和超深水管線鋪設的最適用方法[1-4]。典型的J型鋪設方法如圖1所示。
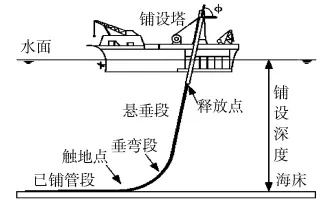
圖1 典型的J型鋪設方法
對于不同的J型鋪管船,J型鋪設系統組成不盡相同,典型的J型鋪設系統包括:J型鋪設塔、管段裝載裝置、管段對中站、焊接站、NDT(Non-Destructive Testing,無損檢測)站、涂裝站、張緊器、管線夾持機構、A&R絞車、管線監測系統。當今國際上先進的J型鋪管船主要有Saipem 7000、DCV Balder等,其典型的J型鋪管系統如圖2~3所示。表1給出了這2艘船鋪管系統的主要技術參數對比[5-6]。

圖2 Saipem 7000鋪管船及其鋪設系統
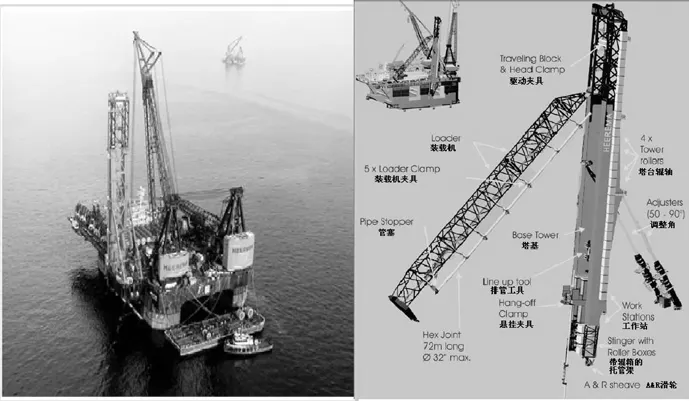
圖3 DCV Balder鋪管船及其鋪設系統
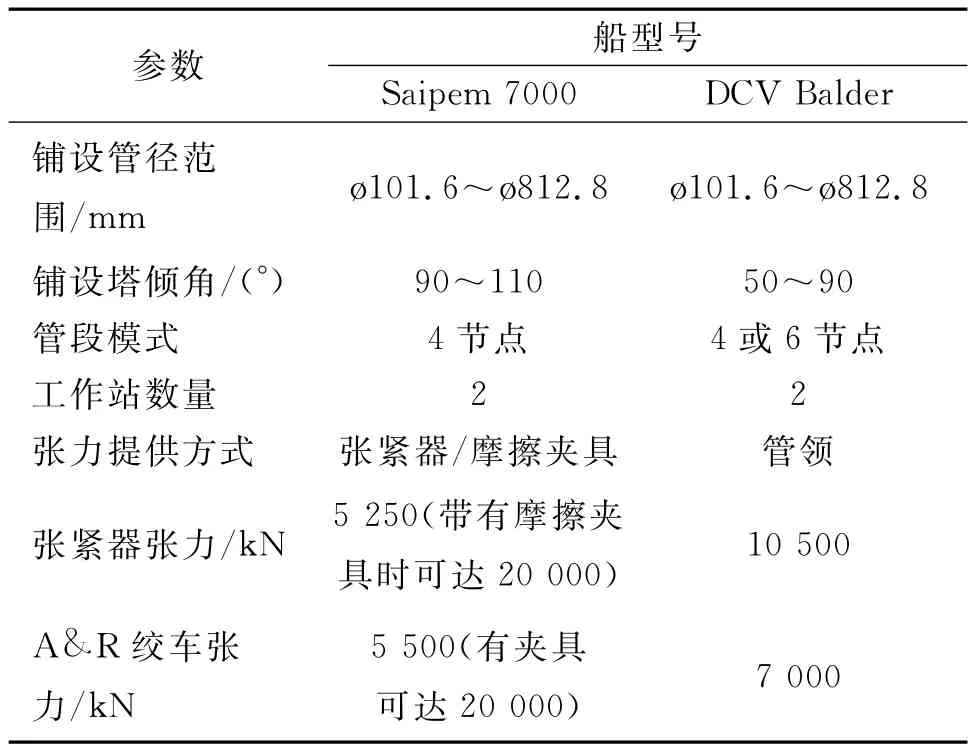
表1 Saipem7000和DCV Balder J-Lay系統對比
本文將分別從鋪管設備、鋪設工藝、鋪設監測3個方面對J型鋪管法進行詳細介紹。
1 J型鋪設關鍵設備
J型鋪設系統主要由管段水平傳輸系統、鋪設塔、張緊器、焊接站、對中器、角度調節器等設備組成。
1.1 管段水平傳輸系統
管段的水平傳輸系統由多組V形滾輪組成,組件采用從動/主動滾輪的組合形式。組件的結構設計應考慮到起重機或升降機把管段放到傳輸機上時的沖擊載荷;同時也應考慮船的運動。每一個縱向傳送裝置的設計垂直載荷>200kN;管段移動的最大速度為1.0m/s。
1.2 鋪設塔
管線的J型鋪設由安裝在鋪管船上J型鋪設塔完成。大型的J型鋪管塔約100m高(例如Saipem 7000型船的塔高130m,DCV Balder型船的塔高101m),安裝位置也有不同,既可以安裝在船尾,也可以安裝在船中,還可以安裝在左舷或右舷的中間某一位置,具體視情況而定(如圖2~3所示)。為保證船體的穩定,鋪管塔結構設置為上部“桁架結構”和下部“箱形結構”,盡可能地減輕其質量,降低垂心。此外,鋪管塔也可以采用由液壓缸支撐,通過調節液壓缸可以改變鋪管塔的高度。
1.3 張緊器
張緊器是海底管道鋪設系統的核心部分之一。張緊器能起到固定管線的作用,使得鋪管塔上的焊接作業能正常進行;張緊器還能控制管線張力,使得鋪管船在波動或是風浪的作用下,管線的張力能保持在允許值范圍內,避免管線超過許用應力而破壞[7-8]。典型的張緊器如圖4所示。

圖4 履帶式張緊器
1.4 焊接站
J型鋪設系統上采用旋轉焊接站(如圖5)完成管段的焊接作業。旋轉焊接站實際上是一個自動的焊接工作站,所有的焊接設備和所消耗的焊料都被放到該工作站上。隨著圓盤旋轉,焊點也跟著旋轉,實現均勻焊接。焊接圓盤完全有能力在垂直方向和水平方向運行。預熱、焊接、無損檢測和涂料是在焊接站內完成的。
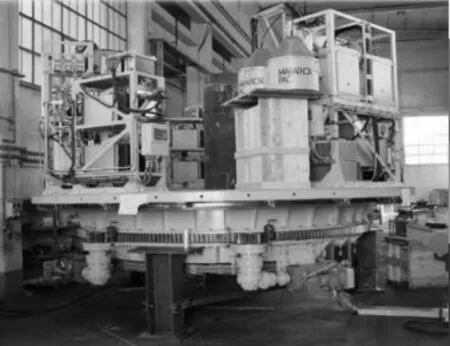
圖5 旋轉焊接站
1.5 對中器
管道對中器分為外部對中器和內部對中器(如圖6~7所示)。對中器用以實現管段之間的精確對中,保證焊接的質量。

圖6 內部對中器
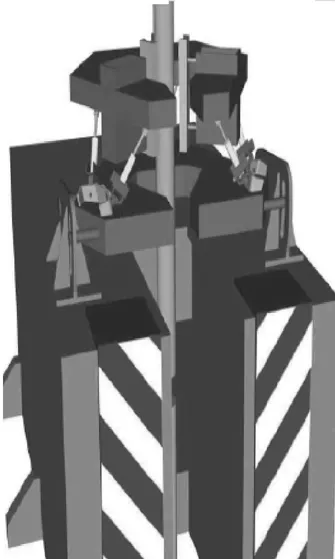
圖7 外部對中器
1.6 角度調節器
J型鋪管塔一般并不是處于垂直位置,它與水平面之間的角度大小決定了鋪設管道的入水角度,而鋪管塔的角度由鋪設管徑和水深共同決定。使用鋪管塔角度調節器不僅能調節塔臺的角度,還能對塔臺起到一定的支撐作用,Saipem7000和DCV Balder分別采用卡孔式角度調節器和液壓缸式角度調節器2種,如圖2~3所示。
1.7 A&R絞車
A&R 絞 車 (即 Abandonment &Recovery Winch)是鋪管船上的關鍵設備之一,主要用于鋪管過程中遭遇大風浪無法進行鋪管作業時的棄管,以及過后重新鋪管時的收管;也可用于其他拖曳和起重等輔助工作。隨著鋪管水深的增加,對A&R絞車的張力及儲纜能力也不斷增加[9-10]。
2 深水J型鋪設工藝
不同的鋪設系統所對應的鋪設工藝稍有差異,常用的J型鋪設流程如圖8所示。
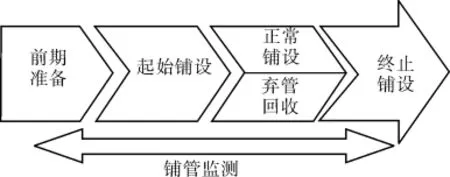
圖8 J型鋪設流程
2.1 鋪設前期準備
在J型鋪設作業實施之前,應對海床情況進行探測,以便找出一條能繞開崎嶇的海底地形,保證管線安全的鋪管路線。通過海床探測系統(例如,長基線水下聲波定位系統、雙探頭多波束感應器等)制作出海床的三維立體模型,以便選擇合理的鋪管路徑,并針對海床情況對路徑進行必要的處理以盡量減少海管的自由懸跨。各種海床處理方法包括定位、礫石去除、挖泥、挖溝、犁、填石和開渠[11]。
海管鋪設前應進行管道的預制。海管在深海中處于高壓、高腐蝕的環境,同時在鋪設過程中承受著彎曲及較大的徑向壓力和軸向拉力的作用,因此在管線制作過程中應嚴格控制管線的各種幾何尺寸。海管一般由鋼板卷曲焊接而成,其外層由混凝土及鋼筋網保護并加強,金屬外層上加有瀝青砂膠涂層或者環氧涂層及犧牲陽極,當管道傳輸腐蝕性流體時,同樣金屬內壁上加有防腐涂層。海底管道結構如圖9所示。
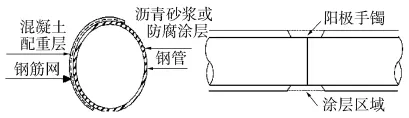
圖9 海底管道結構形式
在管道加工完以后,每根管道都必須有特定的編號,指定放在管線存儲區域的特定位置。鋪管作業時管段將通過起重機轉運到管線補給船上,并由其運輸到鋪管船上。補給船停靠到鋪管船后,管線將由鋪管船上的吊機起吊,轉運到鋪管船上的存儲區域。
2.2 管線鋪設流程
在起始鋪設之前,應根據鋪設管徑、水深等因素對鋪設塔角度進行調節,以滿足鋪管角度要求。由于J型鋪設塔中只有1~2個工作站,嚴重影響鋪設速度,因此預先將多段雙節點管段在加工場地連接成4或6節點管段后再進入J型鋪設系統[12]。該多節點管段由駁船吊運至甲板上的堆管區域進行存儲的同時,鋪管船上的吊運小車不斷地將待鋪設的管段吊運至坡口站進行管線端部的清潔、預熱及坡口處理,并嚴格控制坡口形式及尺寸。處理完的第1根管段通過水平傳輸系統及裝載臂向J型鋪設塔上傳遞。該過程如圖10~11所示。

圖10 管線開坡口過程

圖11 裝載臂傳輸過程
管段在裝載臂的轉動下到達垂直位置以后,鋪設塔上的傳送臂會從塔臺上部下移至底部,精確定位后,傳送臂夾具夾持住待鋪管段,裝載臂松開管段并恢復水平位置。傳送臂夾住管段上行至塔臺終端停止,準備由轉動軸接收管段。轉動軸通過夾具接收管段后,將其旋轉到流水線的中央,在管線外部對中器夾持下下放管段到旋轉焊接站。
管段進入焊接站后,采用內部對中器與已存在管段對中。對中完成后,2根管段通過全自動焊接站完成打底焊、填充焊、蓋面焊等,焊接在一起。焊接完成后,管段通過履帶式張緊器下放,此時管線的重力由張緊器承受。
當管段的焊接節點到達位于張緊器下端的檢測工作站之后,將采用 AUT(Automatic Ultrasanic Testing,全自動超聲波檢測)對焊縫質量進行檢測并進行相應記錄。如果管道焊接存在缺陷,需要立即進行修復,在修復完成后再次進行檢測以確保管道焊接無缺陷。
在焊接和NDT完成并復核后,管段被繼續下放到涂裝站以完成涂裝作業。在涂裝站內將對管線進行清潔、預熱、涂層、安裝套筒、注入粘合劑等操作。涂裝的主要作用是防止管線節點連接處被海水腐蝕,保證管線的耐久性及安全性。涂裝過程如圖12所示。
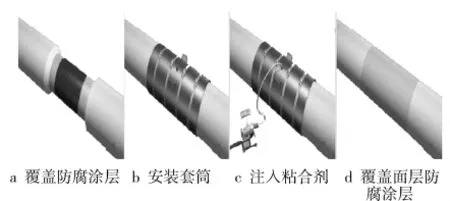
圖12 管道節點涂裝過程
管線在鋪設過程中應由管線記錄人員檢查并記錄管道長度、外徑、壁厚和涂層狀況。一旦管節點下放入水,管道跟蹤是能找回節點信息的唯一方法。
2.3 起始鋪設
在下放第1根管段之后,需要在管段的底端安裝起始PLET,該過程為J型起始鋪設。深水區域管線起始鋪設與淺水區域起始鋪設不同,深水起始鋪設采用吸力錨代替起始錨作為起始纜的固定點,PLET通過起始纜與吸力錨連接,從而達到固定PLET的作用。起始過程如圖13。
1) 安裝起始吸力錨。
2) 張緊器向上提升管段,并且只用上部的張緊器夾住管線,下部的張緊器張開給PLET提供足夠的空間,并在底部管線端頭焊接上法蘭,并對焊縫進行檢測及涂裝處理。
3) 在吊機的輔助下將PLET放在管線下面,安裝彎曲控制器和陽極,使PLET上部和管線端部的法蘭相連接,PLET另一端連接A&R纜繩。
4) 張緊器向下下放管段,同時下放PLET和浮筒。
5) 連接后續管段,持續下放PLET及浮筒,直到浮筒下放過飛濺區。
6) 當管段上焊接了3個管段時,重新調整推進器,并將鋪管船調整到正常鋪管模式。
7) 下放PLET直到接近海床。
8) 利用纜繩將PLET拉至水平狀態。
9) 打開PLET的基座,準備PLET著陸。
10) PLET降落至指定位置,初步檢查PLET的位置、朝向等。
11) 將PLET與吸力錨連接。
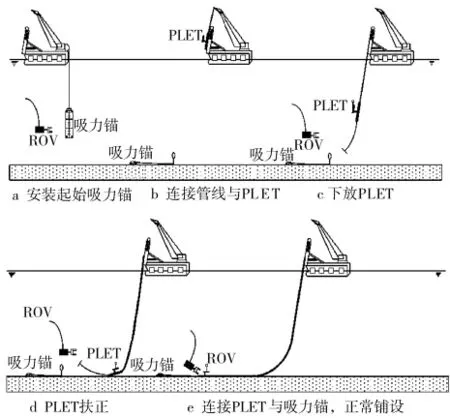
圖13 起始PLET下放過程
在起始安裝時,吸力錨及PLET上均應安裝應答器,以便確定安裝后的位置,當確定安裝坐標后可將應答器移除。
2.4 正常鋪設
在PLET下放到海床上之后,鋪管作業即進入正常鋪設階段。在該作業階段,海底管道在鋪管船的作業線上被一根一根地焊接起來,然后通過向前移動鋪管船將海管鋪設到海底。此過程中重復完成管線的運輸、提升、焊接、檢驗、涂裝過程。在鋪管作業期間,張緊器的上下履帶夾住管道并通過其自動控制系統向鋪設中的管道提供一個恒定的張力,保證管道安全地鋪至海底。鋪設過程中,每根管段的信息(例如焊接點號、管段號、爐號、長度、焊工號、NDT結果、返修長度及返修時間等)均被一一記錄以備后期檢查。
此外在正常鋪設階段,對于可能產生渦激振動的區域,為了提高管線的使用壽命,防止疲勞破壞,應對該區域管段安裝渦激振動抑制裝置。典型的渦激振動抑制裝置如圖14所示。

圖14 渦激振動抑制裝置
在正常鋪設階段,由于管線在海面處張力較大且相應的外部壓力較小,隨著管線向下的延伸壓力增加,張力減小,使得管線在垂彎段有較大的外部壓力和彎曲。為防止管線發生屈曲應在管線中安裝止屈器。
2.5 終止鋪設
J型鋪管作業完成后,要進行終止鋪管作業。終止鋪設過程主要是一個棄管作業過程,即在管線端部安裝A&R拖拉頭并采用A&R絞車,將海管下放到海床的過程,其中大部分工作在焊接站中完成。該過程主要包括:焊接棄管封頭;連接A&R頭和棄管標識浮筒;連接棄管標識浮筒和棄管封頭;管線張力由張緊器逐步轉移到A&R纜繩;下放海管至海床;ROV解除A&R絞車的纜繩和棄管標識浮筒的連接,并回收A&R纜繩。
2.6 中止和回收作業
在海底管道正常鋪設期間,當因惡劣天氣或其他原因而不得不中止鋪管作業時,需要進行棄管作業(如圖15所示),棄管作業的方法和程序與終止鋪設的作業內容相同。當天氣具備繼續鋪管作業條件時,鋪管船重新就位,開始管道回收作業,以便繼續進行鋪管作業。管道回收作業實際上是棄管作業的逆過程,具體流程如下:
1) 鋪管船在定位系統引導下靠近管端就位。
2) A&R絞車下放纜繩,在ROV觀測及輔助下,纜繩連接器鉤頭鉤住管端浮筒上的環形扣。
3) 啟動A&R絞車,保持一定的張力,向船艉方向移船,回收海底管道。
4) 管道拖拉頭通過張緊器到達一站后,啟動張緊器,夾住海底管道。
5) 進行張力轉換,以張緊器代替A&R絞車向管道提供張力,釋放A&R絞車,然后回收A&R絞車纜繩。
6) 切割封頭,打磨坡口,重新開始正常鋪設作業。
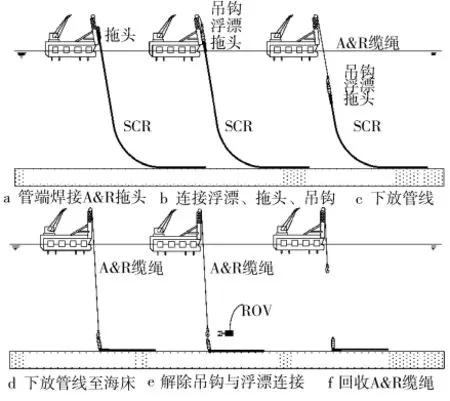
圖15 棄管作業示意
3 J型鋪設管線監測作業
J型鋪設時管線受到重力、波浪力、海流作用以及上部附體的運動產生的載荷,因此要對整個管線鋪設過程進行監測,以保證鋪管過程沿預定路徑順利進行并確定管線的位置、應力等條件。監測過程由專門的監測設備完成,監測傳感器可以安裝在水下機器人上,通過絞車下放到既定位置對管道的應力狀態進行監測,如圖16所示。

圖16 鋪管監測過程
鋪管監測內容主要包括:
1) 海洋環境監測 用以監測海洋環境中的風、浪、流等環境情況,避免惡劣天氣對鋪管作業的影響。
2) 動力定位監測 用于監測鋪管船的橫搖、縱搖、垂蕩以及3個方向的轉角,并將監測數據實時傳送到動力定位系統,以便調整鋪管船姿態,保證鋪管形態及管線路徑。
3) 托管架上管線張力及偏離角監測 用以監測管線入水前的張力及管線入水傾角。
4) 管線觸地點載荷及形態監測 防止管線觸地點處發生疲勞,扭曲等破壞。
5) 管線渦激振動及疲勞監測 用以校正渦激振動和疲勞預測結果,改進管線VIV和疲勞設計方法,保證管線的正常運行,其包括管線形態監測及關鍵部位的疲勞監測。
6) 管線局部屈曲監測 該監測過程由安裝在管線中的爬行器完成,用以監測管線中的屈曲,以便及時對屈曲管段進行修復。
4 結語
海底管道是海上油氣生產及運輸的重要組成部分,J型鋪設方法是深水海底管道鋪設的最有效方法。隨著我國深水油氣開發的不斷發展,迫切需要一套自主的J型海底管道鋪設系統和鋪設方法。本文在介紹了J型鋪設方法及其系統組成的基礎上,對J型鋪設工藝進行了深入研究,為今后J型鋪設系統的研究提供了參考。
J型鋪設系統十分復雜,其關鍵技術及裝備被國外幾家大型公司壟斷。我國雖然對J型鋪設方法進行了部分研究,但仍處于起步階段,急需借鑒國外經驗,對J型鋪設系統進行深入的系統研究,為我國深水海洋開發提供保障。
[1] 周 俊.深水海底管道S型鋪管形態及施工工藝研究[D].杭州:浙江大學,2008.
[2] Cavicchi M,Ardavanis K.J-lay Installations Lessons Learned[G].OTC15333,2003.
[3] Zhi-gang LI,Cong WANG,Ning HE,et al.An Overview of Deepwater Pipeline Laying Technology [J].China Ocean Engineering,2008,22(3):166-177.
[4] 何 寧,徐崇崴,段夢蘭,等.J型鋪管法研究進展[J].石油礦場機械,2011,40(3):63-67.
[5] Saipem Company.Saipem7000.http://www.saipem com/site/article.jsp?idArticle=5397&instance=2&node=2012&channel=2&ext=template/37DueColonne&int=article/1DefaultArticolo[EB/OL].2010-01-30.
[6] Heerema Marine Contractors.Balder.http://hmc.heerema.com/About/Fleet/Balder/tabid/379/language/en-US/Default.aspx[EB/OL].2012-08-25.
[7] 曾 鳴,孫 亮,鐘朝廷,等.海洋鋪管船用張緊器內懸架的設計與分析[J].石油礦場機械,2010,39(6):32-35.
[8] 王曉波,鐘朝廷,趙宏林,等.淺水鋪管船錨機主要部件的設計分析[J].石油礦場機械,2010,39(5):23-26.
[9] 蘇寧寧,李懷亮,段夢蘭,等.深水A&R絞車動力滾筒牽引力計算及有限元強度分析[J].石油礦場機械,2011,40(10):45-49.
[10] 喻開安,李志剛,徐祥娟,等.用于深水海管鋪設的儲纜絞車設計研究[J].石油礦場機械,2010,39(11):32-36
[11] Trond Eklund,Kare H?gmoen,Hydro,et al.Ormen Lange Pipelines Installation and Seabed Preparation[G].OTC18967,2007.
[12] Dominique Perinet,Ian Frazer.J-Lay and Steep S-Lay:Complementary Tools for Ultradeep Water [G].OTC18669,2007.
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08