6061鋁合金低功率電阻點焊工藝優(yōu)化
2020-04-09 04:41:32王爍安家宏馮永躍楊亞楠孫佳悅趙芳
無線互聯(lián)科技 2020年2期
關(guān)鍵詞:工藝
王爍 安家宏 馮永躍 楊亞楠 孫佳悅 趙芳


摘 ? 要:文章分析并優(yōu)化6061鋁合金低功率電阻點焊工藝,利用YR-155S型單相交流電阻點焊機(jī)對0.8 mm的6061鋁合金進(jìn)行焊接。為實現(xiàn)單相低功率電阻點焊機(jī)焊接鋁合金,在上下電極附加1 mm的SUS304不銹鋼工藝墊片,通過調(diào)整電極壓力、焊接電流、焊接時間等參數(shù),分析其對接頭的熔核尺寸、熔透率、焊點壓痕的影響,并通過正交試驗對6061鋁合金低功率電阻點焊工藝參數(shù)進(jìn)行優(yōu)化。
關(guān)鍵詞:6061鋁合金;低功率電阻點焊;SUS304墊板;工藝優(yōu)化
為有效減少油耗、降低排放,汽車輕量化成為當(dāng)代汽車行業(yè)發(fā)展的必然趨勢。用輕質(zhì)材料代替鋼材是輕量化的重要手段。鋁及其合金因其自身密度低、強(qiáng)度高的性能特點成為現(xiàn)今社會汽車輕量化的首選材料[1]。截至目前,全鋁車身已經(jīng)在部分高檔轎車中應(yīng)用,例如奧迪A8、寶馬Z8,但遠(yuǎn)沒有實現(xiàn)普及,限制鋁合金應(yīng)用的主要原因是設(shè)備投入成本和加工環(huán)節(jié)費用過高。汽車車身主要由5xxx系、6xxx系鋁合金焊接而成,電阻點焊是普遍使用的焊接工藝[2]。然而,鋁合金導(dǎo)電率大、導(dǎo)熱率高,采用電阻點焊要求使用大功率的焊接設(shè)備,單相交流電阻點焊機(jī)很難實現(xiàn)鋁合金的高質(zhì)量焊接,提高了加工成本,限制了鋁合金在車身應(yīng)用中的發(fā)展。
針對以上問題,采用YR-155S型單相交流電阻點焊機(jī)對0.8 mm的6061鋁合金進(jìn)行焊接工藝試驗,通過采取在上下電極附加SUS304不銹鋼工藝墊片的方法,提高焊接熱效能,實現(xiàn)鋁合金低功率的電阻點焊,并在此基礎(chǔ)上利用正交試驗優(yōu)化工藝參數(shù)。
1 ? ?試驗方法
試驗材料為0.8 mm的6061鋁合金軋制板材,根據(jù)GB 2651—1989標(biāo)準(zhǔn)確定板厚為0.8 mm的鋁合金材料可以選擇寬度為20 mm、長度為100 mm的焊接試樣,接頭搭接量為20 mm。材料的搭接區(qū)域在焊前要仔細(xì)清理,除去油污、銹跡和表面的氧化層。打磨氧化層時要控制好力度,保證焊件表面打磨后殘余的劃痕不會對鋁合金點焊造成影響。打磨完成后,利用無水乙醇擦拭試件表面,并利用風(fēng)干機(jī)將板材吹干,保證氧化膜、油污、水漬充分清除。
試驗所用的電阻點焊機(jī)為唐山松下產(chǎn)業(yè)機(jī)器有限公司生產(chǎn)的YR-155S型單相交流電阻焊機(jī),所用的電極頭為鉻鋯銅電極,所用的工藝墊片為SUS304不銹鋼,墊片的加工尺寸與焊接試件相同為100 mm×20 mm,在試件上下附加工藝墊片。焊接時進(jìn)行正交試驗,選擇正交表L9(3/4)進(jìn)行試驗,焊接參數(shù)的因數(shù)水平如表1所示。焊后根據(jù)GB/T 2651—2008取拉伸試樣,利用WAW-600型萬能試驗機(jī)進(jìn)行室溫拉伸試驗。
2 ? ?試驗結(jié)果與分析
2.1 ?撕裂試驗分析
將制備好的撕裂試樣夾持在工作臺上,加緊后對焊接好的試樣進(jìn)行撕裂試驗。撕裂完成后用游標(biāo)卡尺測量接頭焊點處所留下的紐扣狀凸臺直徑,并記錄好焊點直徑尺寸。撕裂試驗可以初步分析點焊接頭質(zhì)量,撕裂完成后獲得的撕裂試樣如圖1所示,焊點呈圓形,似紐扣狀,從一塊板上脫離產(chǎn)生一個空洞,黏在另一塊板上形成凸臺,說明點焊接頭質(zhì)量初步符合要求,沒有出現(xiàn)虛焊、飛濺、過燒的缺陷。
2.2 ?影響因素分析
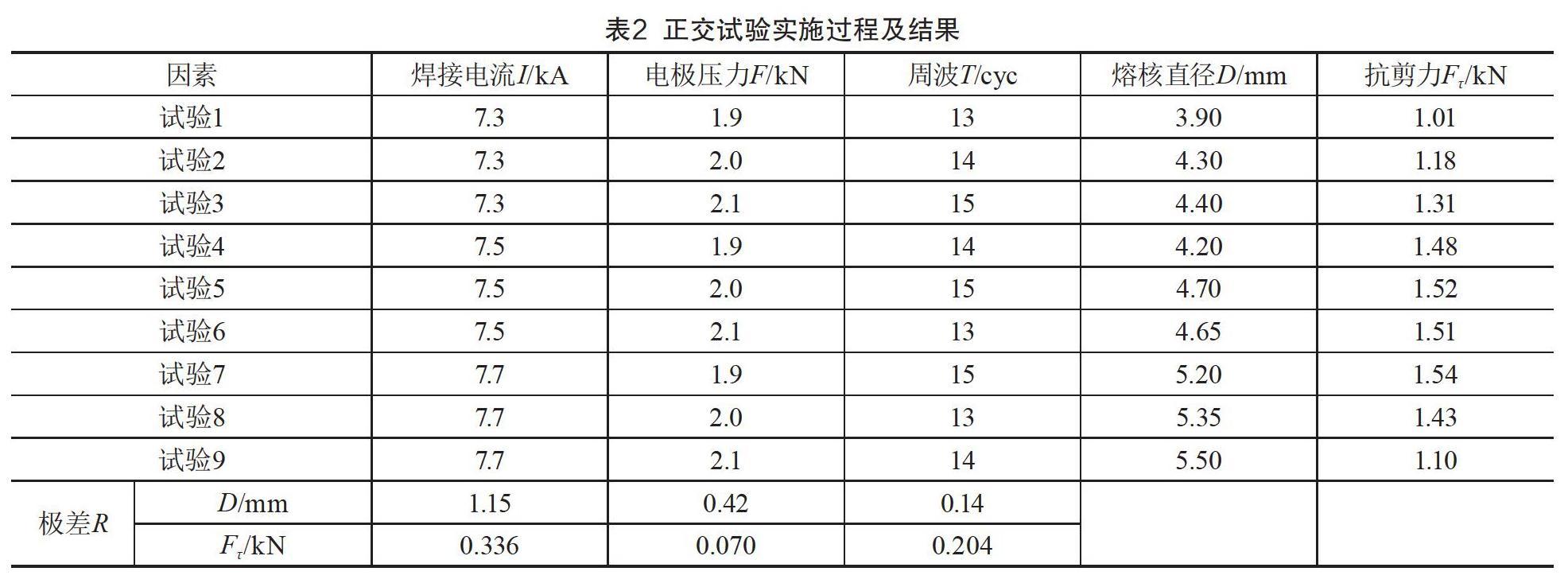
利用正交試驗優(yōu)化焊接工藝,評判標(biāo)準(zhǔn)是熔核直徑和接頭的最大抗剪力,正交試驗實施過程與結(jié)果如表2所示。其中每一行表示焊接試驗的參數(shù)組合,根據(jù)正交表進(jìn)行9組試驗,極差R結(jié)果中每一行為不同焊接參數(shù)下的極差值。極差R越大,該參數(shù)對該結(jié)果影響越大,即為參數(shù)優(yōu)化時的主要影響因素[3-4]。無論是如何直徑D還是抗剪力Fτ電流的極差,R值均最大,表明焊接電流對焊接接頭的質(zhì)量影響最大。
由極差R分析可知,焊接電流對點焊接頭質(zhì)量的影響最大,焊接時間是次要因素,最后是電極壓力,結(jié)果符合焦耳定律Q=I 2RT。熔核形成時所需要的電阻熱與電流的平方成正比,所以電流是試驗結(jié)果的最大影響因素。因而在進(jìn)行6061鋁合金材料的電阻點焊時要嚴(yán)格控制焊接電流的大小,其次是焊接時間的影響。
2.3 工藝參數(shù)優(yōu)化
從圖2熔核直徑與抗剪力的均值效應(yīng)的數(shù)據(jù)分析中可以看出,熔核直徑隨焊接電流、電極壓力、焊接時間的增大而增大,然而抗剪力的大小并沒有與熔核直徑體現(xiàn)出一致性。這是因為隨著焊接電流增大,雖然熔核直徑增大,但是焊點容易出現(xiàn)過燒,導(dǎo)致組織疏松[5]。電極壓力的大小會影響接觸電阻的大小,電極壓力變大時會增大鋁合金焊件焊點處的接觸面積,使兩焊件之間的電阻減少,同時因接觸面積變大而使焊接接頭的電流密度減少,進(jìn)而減少電阻熱的產(chǎn)生。
由試驗結(jié)果可以看出,單純通過熔核直徑判斷接頭的抗剪力是不準(zhǔn)確的。抗剪力可以直接體現(xiàn)接頭的質(zhì)量。因此,優(yōu)化過程中應(yīng)主要考慮6061鋁合金點焊接頭的最大抗剪力,最優(yōu)的實驗方案為是A2B2C3,即焊接電流的大小最佳選擇為7.5 kA,電極壓力的最佳選擇是2.0 kN,焊機(jī)周波的最佳參數(shù)值為15 cyc。
3 ? ?結(jié)語
(1)附加1 mm的SUS304不銹鋼工藝墊片可以實現(xiàn)利用單相交流低功率電阻點焊機(jī)焊接6061鋁合金。
(2)熔核直徑隨焊接電流、電極壓力、焊接時間的增大而增大,然而抗剪力的大小并沒有與熔核直徑體現(xiàn)出一致性。單純通過熔核直徑判斷接頭的抗剪力是不準(zhǔn)確的。
(3)對附加墊板的6061鋁合金低功率電阻點焊工藝參數(shù)優(yōu)化結(jié)果為:焊接電流為7.5 kA,電極壓力為2.0 kN,焊機(jī)周波為15 cyc。
[參考文獻(xiàn)]
[1]王衛(wèi)生,李鎮(zhèn)康,甘貴生,等.汽車車身6061鋁合金電阻點焊工藝優(yōu)化[J].精密成形工程,2015(6):76-80.
[2]吳松,王敏,程軒挺,等.鋁合金電阻點焊研究現(xiàn)狀及工業(yè)應(yīng)用[J].電焊機(jī),2013(9):10-16.
[3]常云龍,蘇杭,常榮輝,等.熔核尺寸與點焊工藝參數(shù)的回歸模型[J].沈陽工業(yè)大學(xué)學(xué)報,2007(6):655-658.
[4]HAYAT F.Effect of aging treatment on the microstructure and mechanical properties of the similar and dissimilar 6061-T6/7075-T651 RSW joints[J].Materials Science & Engineering A(Structural Materials:Properties,Microstructure and Processing),2012(8):834-843.
[5]白鋼,張勇,楊思乾.點焊熔核尺寸與工藝參數(shù)關(guān)系的模型化處理[J].機(jī)械科學(xué)與技術(shù),2004(5):570-572.
Abstract:This paper in order to analyze and optimize the resistance spot welding process of 6061 aluminum alloy, 6061 aluminum alloy with thickness of 0.8 mm was welded by YR-155S single-phase AC resistance welding machine. The process gasket with 1 mm made by SUS304 stainless steel was added in both two electrodes so that aluminum alloy was welded by single-phase low power resistance welding machine. The influence on nugget size, penetration rate, welding spot indentation was observed by adjusting electrode force, welding current, welding time. The factors of welding 6061 aluminum alloy was optimized by orthogonal experiment.
Key words:6061 aluminum alloy; low power resistance spot welding; SUS304 gasket; process optimization
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52