高速栓劑灌封機組的智能檢測機構(gòu)設(shè)計
2013-01-31 06:18:36姜林
機電信息 2013年8期
姜 林
(黑龍江迪爾制藥機械有限責(zé)任公司,黑龍江佳木斯154007)
0 引言
由于栓劑藥品是直腸給藥,吸收好、見效快,所以深受廣大患者和醫(yī)務(wù)人員的歡迎。隨著栓劑生產(chǎn)的不斷擴大和產(chǎn)品的日益更新,對栓劑設(shè)備的要求也更高。本文主要是針對高速栓劑灌封機組的智能檢測功能進行了分析和探討,而栓劑設(shè)備的其他智能檢測,如故障檢測、動力檢測等在這里不再贅述。本文著重介紹塑帶的自動糾偏、癟泡檢測、裝量檢測及廢品的剔除的智能檢測機構(gòu)設(shè)計。
栓劑藥品外觀的設(shè)計非常重要,特別是制版印刷。現(xiàn)在很多栓劑藥品都是斜板印刷,這樣不僅不美觀,有時還會造成切板后印刷的文字不完整。設(shè)備有了自動糾偏功能之后,可以讓字體和圖案豎直排版,保證每一枚栓劑泡形上都有完整的文字和圖案,使消費者使用更加方便。
由于塑帶(PVC/PE)質(zhì)量或模具溫度不佳,栓劑生產(chǎn)過程中有時可能會出現(xiàn)癟泡現(xiàn)象,這就需要機構(gòu)能夠及時檢測出來,以免造成灌注時冒藥情況的發(fā)生,保證順利灌注。
有缺陷的藥品不僅要求能及時發(fā)現(xiàn),還要能隨時剔除掉,以免混入成品當(dāng)中,這就要求栓劑設(shè)備不僅灌裝精度高,而且還要具備實時檢測的能力,而裝量檢測裝置就可以在線進行跟蹤監(jiān)測。
1 檢測原理
1.1 自動糾偏
塑帶(PVC/PE)在印刷過程中由于印刷精度不準(zhǔn)而造成尺寸的誤差和偏移,還有的塑帶在制栓殼的過程中會有拉伸,這些都會使制出的栓殼泡上的文字和圖標(biāo)移位,影響成品的美觀。自動糾偏機構(gòu)通過光電開關(guān)檢測塑帶上的色標(biāo),可以隨時糾偏,補償錯位,使之更加美觀。自動糾偏機構(gòu)工作示意圖如圖1所示。

1.2 癟泡檢測
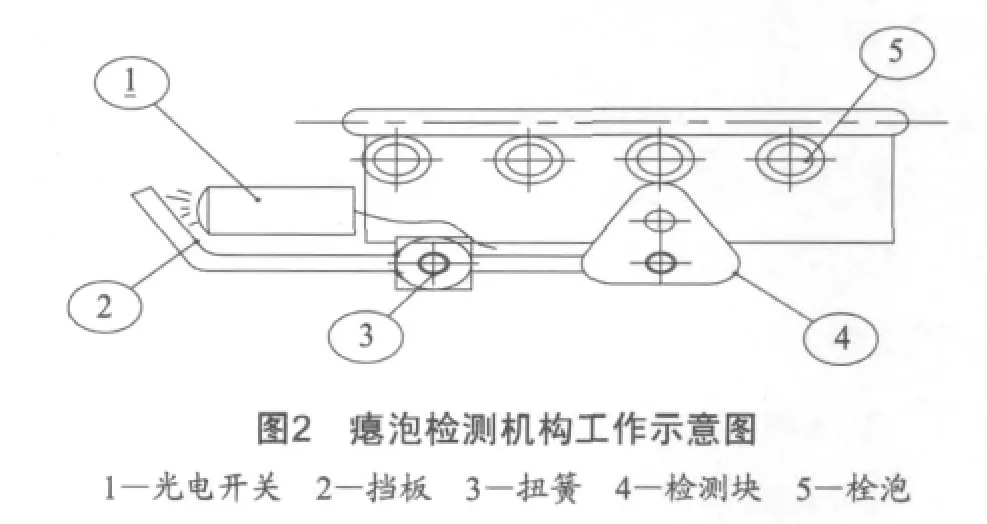
由于塑帶(PVC/PE)質(zhì)量或模具溫度不佳,栓劑生產(chǎn)過程中有時會出現(xiàn)癟泡現(xiàn)象,癟泡檢測機構(gòu)利用杠桿及光電原理,通過光電開關(guān)這就需要對其進行檢測。癟泡檢測機構(gòu)工作示意圖如圖2所示。
1.3 裝量檢測
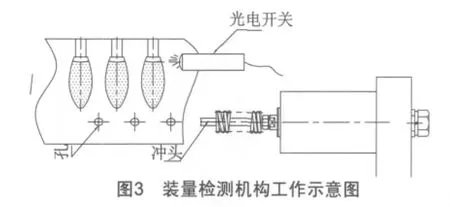
灌注后的定量藥液需要檢測,確認(rèn)是否達到要求。裝量檢測機構(gòu)是通過光電開關(guān)對液位的表面進行測定,以此來判斷其計量是否準(zhǔn)確。裝量檢測機構(gòu)工作示意圖如圖3所示。
1.4 剔除機構(gòu)
檢測后不合格的藥品通過剔除機構(gòu)進行甄選。此機構(gòu)是翻板機構(gòu),不合格藥品會在前段打孔作為標(biāo)記,經(jīng)過光纖開關(guān)檢測后,確認(rèn)廢品進行篩選并剔除。剔除機構(gòu)工作示意圖如圖4所示。

2 檢測機構(gòu)設(shè)計
2.1 自動糾偏機構(gòu)的設(shè)計
印刷好的塑帶下端帶有色標(biāo),印刷的字體和色標(biāo)間距必須和栓劑的泡殼間距相同。糾偏機構(gòu)的光電開關(guān)位置可調(diào),如圖1中a、b開關(guān)位置。如a開關(guān)照到色標(biāo)的中部,調(diào)整b開關(guān)使之照到色標(biāo)的邊緣,在塑帶在每一次送帶后,色標(biāo)就會向右微進。a或b光電開關(guān)照到色標(biāo)后,就會發(fā)出脈沖指令,電磁閥控制氣缸動作,夾帶鉗回拉,把光標(biāo)再拉回光照區(qū)域。當(dāng)經(jīng)過3~4次送帶后,光標(biāo)又會進入光照區(qū)域,夾帶鉗接到信號后再次回拉,如此反復(fù),完成糾偏。這樣就保證了塑帶上的文字和圖案精準(zhǔn)地印在泡形上。
2.2 癟泡檢測機構(gòu)的設(shè)計
當(dāng)帶有癟泡的栓殼塑帶被送到癟泡檢測工位時,由于泡形不飽滿,檢測尼龍塊在彈性的作用下復(fù)位,光電開關(guān)熄滅,接收到一個脈沖信號,即表示有一個或若干個癟泡通過。如果連續(xù)多個癟泡產(chǎn)生,光電開關(guān)保持熄滅狀態(tài),表示有連續(xù)癟泡產(chǎn)生。癟泡的栓殼帶在灌注位置被自動識別不灌注,打孔機構(gòu)會在栓殼帶癟泡位置的下部打孔標(biāo)識。
2.3 裝量檢測機構(gòu)的設(shè)計
栓殼帶在灌注工位灌好藥液后,進入到檢測工位。裝量檢測機構(gòu)中的光電開關(guān)可調(diào)上下、前后位置,并能調(diào)整其角度。將開關(guān)調(diào)整前后距離,使其與泡形相距1 mm左右,再調(diào)整開關(guān)上下位置使其照到液位的凹切面位置即可。當(dāng)藥液的裝量不足時,液位表面低于調(diào)整位置,光電開關(guān)發(fā)出脈沖信號,表示藥品裝量不足,打孔機構(gòu)會在殼帶的下部打孔標(biāo)識。
2.4 剔除機構(gòu)設(shè)計
灌裝藥液的藥品經(jīng)過冷卻固化后進入封口工序,如果存在癟泡和裝量不合格的產(chǎn)品,栓殼帶下端會有打孔作為標(biāo)志。當(dāng)帶有孔的栓殼帶經(jīng)過一對光纖開關(guān)時,光會透過孔照到對面,另一個開關(guān)接到脈沖信號,表示有不合格品通過。翻版機構(gòu)接到信號,電磁閥驅(qū)動氣缸動作,把翻板打開,將不合格品剔除。
3 結(jié)語
高速栓劑設(shè)備效率高、速度快,如果用人工檢測的話,將浪費大量的人力,增加工人的勞動強度,產(chǎn)品的質(zhì)量也得不到充分的保證。采用智能檢測機構(gòu)不僅減少了人力,也大大地減輕了工人的勞動強度,提高了勞動效率,同時產(chǎn)品質(zhì)量也得到了保證,給企業(yè)創(chuàng)造了可觀的經(jīng)濟效益。
[1]張興會,趙杰,代方遠,等.熱藥灌注機及其智能控制系統(tǒng)設(shè)計與實現(xiàn)[J].計算機測量與控制,2008,16(11)
[2]谷兆麟,趙杰.C8051F350在熱藥灌注機中的應(yīng)用[J].天津工業(yè)大學(xué)學(xué)報,2006,25(4)
猜你喜歡
中國合理用藥探索(2022年1期)2022-11-26 00:22:32
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
小學(xué)生優(yōu)秀作文(低年級)(2018年6期)2018-05-19 01:54:28
中國衛(wèi)生(2016年5期)2016-11-12 13:25:28
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
中國衛(wèi)生(2015年9期)2015-11-10 03:11:14
