發動機控制模塊防錯方式的研究和應用
2013-02-18 08:36:02
裝備制造技術 2013年7期
(上汽通用五菱汽車股份有限公司 整車制造部總裝工程科,廣西 柳 州 5 45007)
隨著汽車工業的快速發展,汽車的種類不斷增加,相應的發動機控制模塊(簡稱ECU)也在不斷增加,受檢測設備的局限,部分發動機控制模塊規格錯裝在整車后,設備檢測不出,易造成整車功能缺失、性能異常的情況,因此,發動機控制模塊在各工廠,都視為重要零件,對其進行重點防錯管理。
現代化工業,越來越多的制造企業開始推行精益生產模式,控制成本,減少浪費。重點要消除的七大浪費包括:過度生產、多余動作、物料搬運、等待浪費、庫存浪費、過多操作、返修浪費。發動機控制模塊按SGMW目前的防錯管理模式,包含了以上浪費的5種。因此研究更優的防錯方式,對企業生產有至關重要的作用。本文致力對防錯方式的研究,優化防錯方式,完善企業生產管理,為今后其他零件的防錯方式提供指導。
1 現有物流排序模式分析
1.1 發動機控制模塊規格種類
目前SGMW量產階段有77種發動機控制模塊,未來將繼續增加29種,共106種。發動機控制模塊目前有3個供應商負責供應,共只有3種外形。106種發動機控制模塊只有3種外形(圖1),從零件外形上是無法區分的。發動機控制模塊上有零件標簽,供SGMW以作規格區分的只有零件號,該零件號是從GPDS系統中獲得的唯一號碼,由8位數字構成。

圖1 發動機控制模塊外形圖
1.2 排序模式
發動機控制模塊在SGMW歸類為高風險物料,用人工排序的方式,投入發動機控制塊進行整車裝配。流程如圖2所示。

圖2 整車裝配流程
在人工排序這個環節,操作工根據生產車型的規格,按生產車型的順序,排列對應的發動機控制模塊,規格區分的方式是目視并確認零件號。排序檢查環節,用同樣的目視確認方式確認發動機控制模塊與生產車型的匹配性。到了安裝工位剛裝前的檢查也是目視確認零件號區分規格。以A工廠為例,目前有31種規格的發動機控制模塊在A工廠生產,意味著員工需要能區分31種發動機控制模塊,通過8位數字的零件號進行區分,難度大,并且A工廠未來將新增至39種。
1.3 出錯概率
按現有的排序模式,根據以上描述,可發現為了進行防錯,共設置了3道工序進行規格區分。據統計,由于人工目視確認方式易出現視覺疲勞,規格區分易出錯,出錯率約為12次/月,錯裝發動機控制模塊8件/年。
1.4 現有排序模式影響
(1)現有排序模式存在以下方面的質量影響,如表1所示。

表1 現有排序模式品質影響
目前的檢測設備還無法檢測出同配置的ECU國4、國5型號,檢測設備遇到這種情況時設備不會報警,而引起的異常只能到了客戶手上才能發現。尤其是在排放這一塊,由于新車的三元催化器比較新,新車尾氣 THC、CO、Nox、NMHC排放值,均在國 5的標準內,因此尾氣排放設備是無法發覺的。發動機控制模塊防錯工作未做好,部分故障廠內無法發現,只能通過盤點當日零件才能發現錯裝的問題。換ECU的返修時間,也是得依據返修經驗,部分故障不一定能直接判斷出是ECU規格錯誤,返修過程需重做鑰匙學習,對于售后的硬件水平有要求,一般的維修廠不具備維修能力。
(2)現有排序模式人力資源的浪費,排序工作量大,需要專人負責,按工作量計算,排序及排序檢查工作量(按人算,3班)的人力為:A廠5.4人,B廠3.6人,C廠3.6人。
按照精益生產模式的理念,現有防錯方式造成了多種浪費,并且投入的巨大人力資源,卻未能100%保證ECU防錯。因此,有必要研究全新的模式替代原因防錯方式。
2 新防錯方式研究及對比
2.1 目視化防錯
在ECU原有零件標簽上,增加英文代碼標識,如國4的ECU用Ⅳ標識,國5的ECU用Ⅴ標識,1.0發動機用B10標識,1.8 L發動機用1.8標識,并將這些區分代碼,用目視化管理看板羅列出這些區分點,供員工參考。
2.2 工位布局防錯
將不同車型的ECU安裝點分離,例如寶駿630、五菱宏光、樂馳的ECU安裝崗位,在流水線上分別是3個崗來安裝,減少單個崗位需要區分ECU規格的數量。
2.3 設計防錯
(1)通過對ECU的接口進行更改,不同ECU與發動機線束的接口不同,這樣即使裝錯ECU,其與發動機線束對接不上,也能發現ECU規格不匹配。
(2)更改現有ECU緊固點位置,不同的ECU緊固螺栓的點位設計成不同的,不同的ECU,零件與車身的安裝孔位不同,如果ECU規格取得不正確,這樣ECU無法緊固到車身上,因為對應的車身孔位與零件的緊固孔位不匹配。
2.4 物料分揀防錯
應用物料分揀系統防錯,本系統由一臺主PLC控制,系統狀態及各種數據與報警顯示在觸摸屏中。操作工人通過使用掃描槍對車體條碼的識別,在觸摸屏中顯示所獲取的序列號以及對應所需裝配的零件型號,PLC通過對條形碼內的各位數字進行分析,判斷所需安裝為哪種零件。通過CC-Link總線發送至Anywire防錯系統指示燈,操作工通過指示燈的顯示來獲取相對應的零件型號,獲取正確軸瓦后撥動杠桿,Anywire系統會指示下一步驟。在操作工未按照指示燈提示步驟進行操作時,燈會閃爍提示錯誤的發生,同時在觸摸屏中有報警提示出現,需點擊復位來取消報警后,繼續操作。
物料分揀系統主要是在料架上增加傳感器,預設傳感器的輸入值,只要將各ECU零件分好類放在料架上,通過掃描車身號,經過系統編輯的邏輯關系,得出對應料架的信號燈(綠色),取綠色區域的料架,安裝即可。如果取錯件,則會報警。
2.5 掃描防錯
在現場安裝一臺電腦,安裝相應的判斷系統,員工用掃描槍掃描車身條碼,再掃描零件標簽上的條碼,通過軟件系統進行判斷,用電腦識別的方式判斷發動機控制模塊的規格是否與車輛匹配。
2.6 方案對比
通過上述分析比較,得出表2所示的方案對比。

表2 方案對比
通過對比分析,掃描防錯方式是最優的,其他方式仍舊依賴原排序系統或是成本巨大。
3 掃描防錯的分析
在選定掃描防錯作為SGMW發動機控制模塊防錯的方式后,現需研究具體的實施方案。
3.1 VSN碼和VIN碼
SGMW整車制造過程中,在整車上供掃描的與產品車相關的條碼有2種:一種是VSN碼,即車輛配置代碼,是為識別一臺車輛的完整配置而編制的一組代號,是公司銷售、計劃、生產的核心代碼。VSN碼由品種代碼、發動機代碼、變速器檔位代碼、面漆顏色代碼、空調代碼、批次號、識別碼組成。一種是VIN,即車輛識別代號,制造廠為了識別而給一輛車指定的一組字碼。其包含世界制造廠識別代號部分,用以標示車輛的制造廠、車輛的說明部分,它提供說明車輛一般特征的資料、車輛指示部分、制造廠為區別不同車輛而指定的一組字碼。
VSN碼和VIN碼伴隨每一臺車的生產,以一維碼的形式出現在《整車檢測卡》上,利用此2個碼,分別能與生產系統對應上,從而查閱本車的配置要求。
3.2 數據庫(零件IT系統清單)
數據庫(零件IT系統清單),在SAP數據庫中,有各車型對應的配置零件表。產品發布技術更改指令,相應的變更信息也會維護至SAP數據庫中,從SAP引出的物料子清單當中,可建立品種代碼與發動機控制模塊對應表,按照SGMW工程數據業務流程,品種代碼能對應至唯一的車型代碼,由車型代碼對應發動機控制模塊零件號,則能確保匹配性。
3.3 零件條碼
現有發動機控制模塊零件上有2種一維碼,一種是精確追溯碼,一種是廠家的生產代碼,參考其編碼規則和各代碼信息,發現無法表示發動機控制模塊的規格,需增加零件號的條碼,該條碼含有零件號信息,發動機控制模塊的零件號是從GPDS系統中獲得的唯一號碼,由8位數字構成,不同規格發動機控制模塊具有不同的零件號,因此以零件號作為區分方式,能確保唯一性。
掃描防錯的方式是在總裝車間ECU安裝工位增加掃描防錯裝置:掃描VIN碼,掃描零件上的條碼,電腦軟件區分零件是否正確,若錯誤則聲在屏幕上提示,并聲光報警。操作過程:(1)用掃描槍掃描VIN號;(2)用掃描槍掃描零件上的零件條形碼;(3)電腦軟件根據數據庫核對物料是否正確,若錯誤則聲光報警,屏幕上提示錯誤與正確的零件號。
邏輯原理圖如圖3所示。
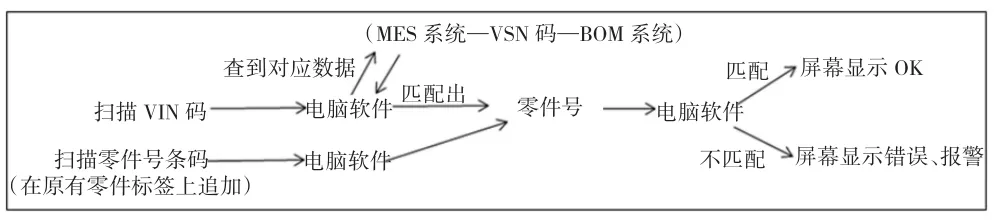
圖3 掃描防錯裝置原理圖
以上防錯方式較一般掃描防錯方式更具優越性,國內汽車行業多數掃描防錯系統的數據庫都是手工建立、自行維護的,與產品生產計劃不匹配,容易滯后,導致系統報錯,另外維護頻率高,每發生一次零件號變動需人工去每套電腦上更新數據。本掃描防錯方式用的數據庫,維護時間超前于生產計劃,在生產之前數據庫已維護數據,這樣在零件發生零件號變更時,數據系統是早于實際生產前維護,并且此掃描防錯是與網絡連接的,不需要手工維護數據庫。
4 掃描防錯方式的應用措施
4.1 零件新增二維碼
為不增加單車成本,在零件上追加條碼標簽問題,可通過利用原有零件標簽的區域進行解決。目前流行的條碼一種是一維碼,一種是二維碼。由于原有標簽即使調整字符排版,能空出的空間非常有限,而且發動機控制模塊上已有廠家的一維碼,再新增一維碼的信息空間不足。相比一維碼,二維碼能利用更小的區域提供更多的信息。二維碼流行三種編碼類型:QR碼、DATAMAX碼、PDF417碼,其中DATAMAX碼經確認,三家發動機控制模塊廠家設備打印能力均滿足。
Datamatrix原名Datacode,由美國國際資料公司(International Data Matrix,簡稱ID Matrix)于1989年發明。Datamatrix是一種矩陣式二維條碼,其發展的構想是希望在較小的條碼標簽上存入更多的資料量。DataMatrix的外觀是一個由許多小方格所組成的正方形或長方形符號,其資訊的儲存是以淺色與深色方格的排列組合,以二位元碼(Binary-code)方式來編碼,故電腦可直接讀取其資料內容,而不需要如傳統一維條碼的符號對映表。Datamatrix的尺寸可任意調整,最大可到14平方英寸,最小可到0.000 2平方英寸,這個尺寸也是目前一維與二維條碼中最小的,因此特別適合印在電路板的零組件上。另一方面,大多數的條碼的大小與編入的資料量有絕對的關系,但是Datamatrix的尺寸與其編入的資料量卻是相互獨立的,因此它的尺寸比較有彈性。
根據現有ECU的零件標簽,由于三個廠家的標簽面積不同,也分別確定三種尺寸格式的二維碼,每種二維碼前8位代表是零件號,后面位數給廠家使用其生產代碼,規格分別如下:
A供應商:用尺寸16 mm×16 mm,70位字符信息的二維碼;
B供應商:用尺寸8.3 mm×8.3 mm,50位字符信息的二維碼;
C供應商:用尺寸8 mm×8 mm,8位字符信息的二維碼,該規格只含8位數字零件號。
4.2 掃描槍選型
掃描槍的選型主要考慮掃描槍精度、識別能力、可操作性、性價比。由于掃描防錯方式中需要掃VIN、VSN的一維碼以及含零件號的二維碼,掃描槍需具備能同時掃一維碼、二維碼的能力,精度方面根據A、B、C的二維碼尺寸格式,需能識別、讀全信息,由于現場車間操作工的讀取VIN、VSN碼、零件號的二維碼位置不唯一,掃描槍需是無線的;在滿足以上條件時,選擇價格合適的掃描槍型號。
4.3 軟件數據庫改善及系統零件切換的管理要求
現有數據庫新、舊件存在系統的時間需要改善,數據庫有新件替換舊件時,如有滯留車情況時,該滯留車在新件替換舊件后,需要安裝舊件,這時數據庫中已刪除了舊件信息,因此IT數據系統必須改善新舊件對應關系的數據保留時間,將新舊件對應關系保留在系統一定時間。原系統斷點,VIN碼的預設是在車間流水線的線頭,而零件的斷點是根據車位排序,一旦出現可疑物流,零件的順序將混亂,VIN碼與零件的實際斷點不一致,這樣防錯系統做出的判斷會與要求不一致,需把零件切換的管理要求改為在實際發生斷點生效的工位預設VIN碼,并在實際斷點之后的所有車的舊件全部換成新件。
4.4 現場物流區域及料架的設置
按一個工位的物料區域 (長5.8 m×寬2.5 m),放置電腦柜、工作臺以及料架。由于新的防錯方式,不需要再依賴之前的排序,ECU零件不需要經過庫存區,可按其他普通零件直接投放至現場,ECU種類多,需要用流利架布置,現在布置2個流利架,可存放至少24種規格ECU的零件箱,如果崗位需安裝的ECU種類超過24種,則可將流利架層數數增加至4層,每層間距縮小。在流利架前后,標識號各車型的ECU,方便物流人員以及現場操作工取放件。
4.5 零件投放管理
物流人員根據當日生產計劃,按正常的頻次,提前一個小時配送ECU至安裝崗位的流利架上,同時根據線邊庫存減少投放零件的數量,避免線上脫批零件過多,一般情況下,流利架單列不允許超過3箱ECU,物流人員按照流利架上的標識投放零件。
5 未來發動機控制模塊防錯趨勢分析
發動機控制模塊作為汽車重要零部件,高精度的電子模塊,無論是整車廠、供應商都需對其進行追溯、防錯的管理,隨著IT技術的發展,更多的防錯方式逐步改為掃描防錯,在整車廠,掃描防錯是目前效果最好的防錯方式,在掃描防錯的基礎上,可逐步考慮簡化操作,例如現在整車的VIN碼、VSN碼,可隨著制造系統的車體流動圖,今后可在ECU安裝崗位安裝VIN碼、VSN碼接收器,用電腦系統跟蹤電子車體流動圖,獲取VIN碼、VSN碼,這樣在掃描防錯的工位,不需要再掃描整車檢測卡上的VIN、VSN條碼,當車體流動至少工位時,此車的VIN、VSN碼自動輸入到防錯系統當中。
6 結束語
本文對發動機控制模塊防錯方式進行了研究和具體應用,通過運用條碼與物流數據庫匹配信息的原理,設計一種掃描防錯的方式,實現了不需要人工進行規格判斷,通過電腦識別的方式區分規格,避免了人為上的判斷錯誤,從而導致的質量問題。本次的掃描防錯的方式和原理,可推廣至其他多規格零件工位,為其他零件的防錯提供參考,可大幅減少人員零件排序的需求,降低生產成本。
[1]鄧智良.汽車總裝工藝評審方法研究[J].裝備制造技術,2011(9):91-95.
[2]覃祖賓.SGMW總裝車間SPS運行分析[J].裝備制造技術,2011(9):124-126.
[3]劉志海,萬麗榮,宋作玲.條碼技術及應用技術標準[M].北京:化學工業出版社,2009.
猜你喜歡
中學生數理化·七年級數學人教版(2022年11期)2022-02-14 07:14:12
科普童話·學霸日記(2020年1期)2020-05-08 16:45:11
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
小天使·一年級語數英綜合(2019年2期)2019-01-10 11:57:30
兒童繪本(2018年5期)2018-04-12 16:45:32
財經(2017年2期)2017-03-10 14:35:35
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
財經(2016年6期)2016-02-24 07:41:51
汽車與新動力(2015年1期)2015-02-27 12:11:01