數控車宏程序的研究
2013-02-20 13:46:50
裝備制造技術 2013年10期
關鍵詞:指令
(揚州電大邗江分校,江蘇 揚州 225009)
隨著數控加工的發展,工件的外形也越來越復雜。當工件輪廓是二元二次曲線時,如:橢圓、雙曲線、拋物線等,數控車床中的直線插補和圓弧指令都無法實現這些二元二次曲線的加工。如果運用G73粗車封閉切削循環指令內的嵌套宏程序的方法,手工編寫出二元二次曲線輪廓程序,就能順利實現二次曲線輪廓的粗精加工。手工編寫宏程序相比自動編程,具有方便修改和檢查程序的特點。在實踐教學中,由于二次曲線的宏程序編程具有嚴密的邏輯性特點,有利于加強工科學生邏輯思維能力和開拓創新能力等多方面能力的培養。
1 宏程序
宏程序是一組以子程序的形式存儲并帶有變量的程序。宏程序與普通程序相比較,普通程序的程序字為常量,一個程序只能描述一個集合形狀,所以缺乏靈活性和適用性。宏程序使用變量進行編程,可以用宏指令對這些變量進行賦值、運算等處理。通過宏程序能讓機床執行一些有規律的變化動作(如非圓二次曲線輪廓)。
FANUC系統的變量由符號#和變量序號組成。變量分為局部變量、公共變量和系統變量三種。局部變量(#1~#33)是在宏程序中局部使用的變量。公共變量(#100~#149、#500~#549)貫穿于整個過程。而系統變量是指有固定用途的變量,它的值決定系統的狀態。宏程序編制中通常使用局部變量和公共變量。
2 封閉輪廓循環指令G73
用封閉輪廓循環指令切削工件時,刀具軌跡為一封閉回路,刀具逐漸進給,使封閉切削回路逐漸向零件最終形狀靠近,最后切削加工完成。該指令的最大特點是不受工件尺寸的限制,無需考慮工件尺寸是遞增還是遞減。刀具的每一個走刀路徑軌跡都是工件輪廓的平行輪廓。G73指令能夠對毛坯進行粗加工至預留余量。然后用G70精車循環指令切除精加工余量。
封閉輪廓循環指令的格式是G73 U(ΔI)W(ΔK)R(ΔR)G73 P(ns)Q(nf)U(ΔX)W(ΔZ)F_。其中 ΔI表示X軸方向粗加工總余量及方向,為半徑值;ΔK表示Z軸方Z向粗加工總余量及方向;ΔR表示切割次數;ns表示精加工形狀第一個程序段的順序號;nf表示精加工形狀最后一個程序段的順序號。ΔX表示X方向的精加工余量,ΔZ表示Z方向的精加工余量。
3 橢圓宏程序編寫方法
一般編寫二次曲線的宏程序分為四個步驟:根據橢圓方程寫橢圓的長半軸、短半軸、橢圓起點的Z坐標和對應的X坐標;把橢圓起點的坐標換算到工件坐標系中(一般橢圓都偏在工件坐標原點左側);用直線插補指令G1擬合橢圓曲線;以橢圓起點Z坐標為自變量,判斷到橢圓終點坐標,確定循環是否結束。
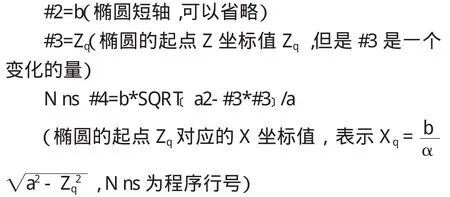
3.1 建立橢圓坐標系,根據橢圓方程特性寫程序

3.2 建立工件坐標系,把橢圓方程起點坐標換算到工件坐標系中
#5=D1±2*#4(D1為橢圓圓心與工件中心X向距離的2倍,+為凸橢圓,-為凹橢圓)
#6=#3—D2(D2是橢圓圓心與工件坐標原點Z方向的距離)
3.3 直線插補
G1X[#5]Z[#6](雖然橢圓是曲線,卻是用等長步距(微觀的直線)擬合而成的,所以用直線插補指令G1而不是用G2或G3)。
3.4 循環語句
#3=#3-0.1(以Z坐標作為自變量,每次在Z的負方向增加1mm)
N nf IF[#3GE ZZ]GOTO ns(如果#3的坐標值大于等于終點的Z坐標值ZZ時,就返回到N ns行,繼續在N ns行與N nf行之間循環,否則就會執行Nnf行后面的程序)。
4 二元二次曲線的加工實例
4.1 凸橢圓的加工
加工的零件如圖1所示。
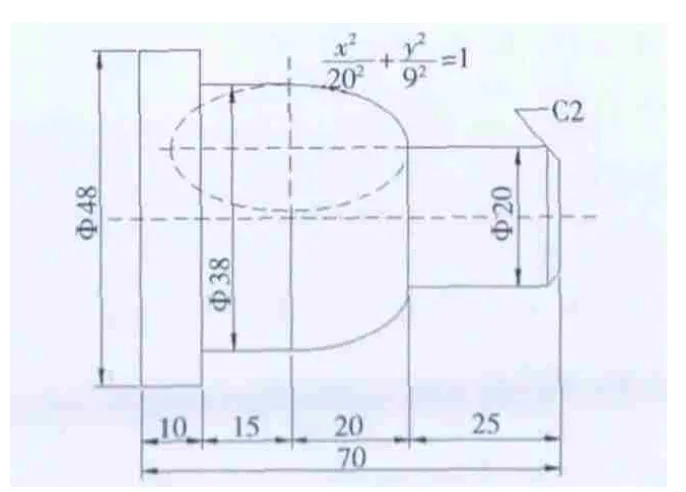
圖1凸橢圓零件圖
(1)工藝分析
選取毛坯為Φ52×100棒料,選用55°外圓車刀;根據工件形狀,用封閉輪廓循環指令進行加工,最大切除半徑為18mm,進給量0.15mm/r,預留x方向精車余量0.5mm。
(2)程序編制
(3)仿真加工
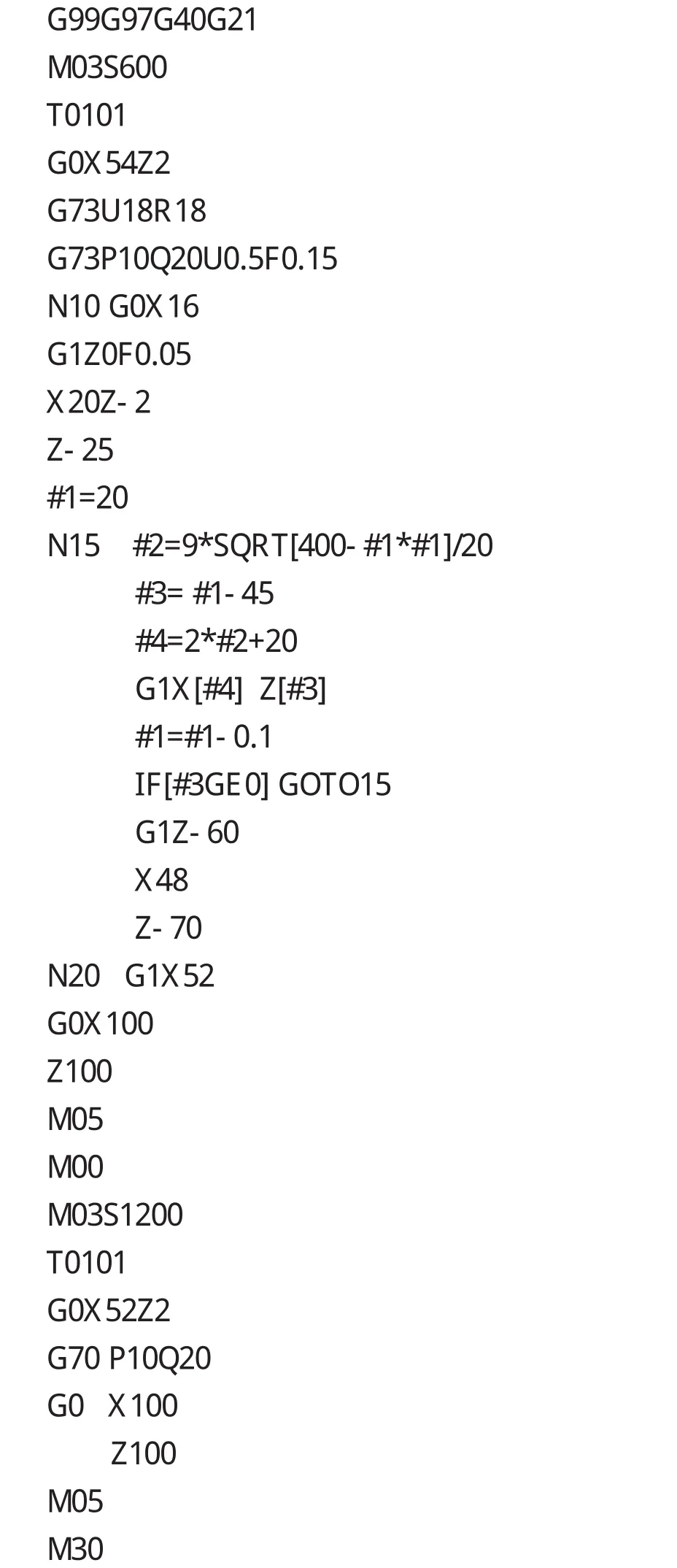
把上述程序輸入斯沃方正軟件,仿真加工如圖2、3所示。
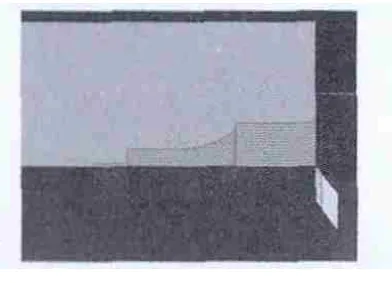
圖2走刀路徑仿真
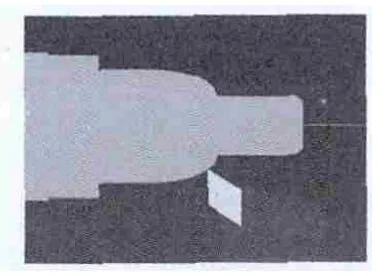
圖3 精加工仿真
4.2 凹橢圓的加工
(1)零件圖
加工的零件如圖4所示。
圖4 零件圖
(2)工藝分析
選取毛坯為Φ50×150棒料,選用35°外圓車刀;根據工件形狀,用封閉輪廓循環指令加工,最大切除半徑為6mm,進給量0.15mm/r,預留x方向精車余量0.5mm。

(4)仿真加工
把上述程序輸入斯沃方正軟件,仿真加工如圖5、圖6所示。
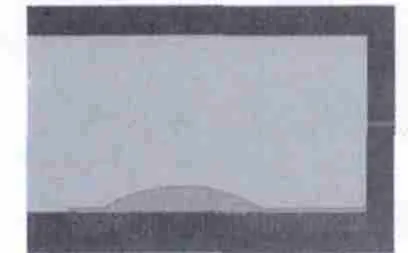
圖5走刀路徑仿真
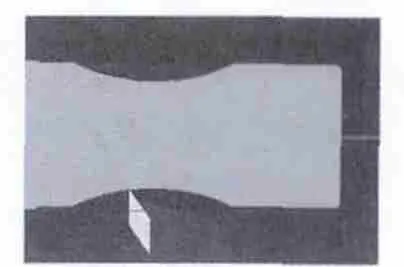
圖6精加工仿真
4.3 拋物線的宏程序編制
(1)加工零件圖
加工的零件如圖7所示。
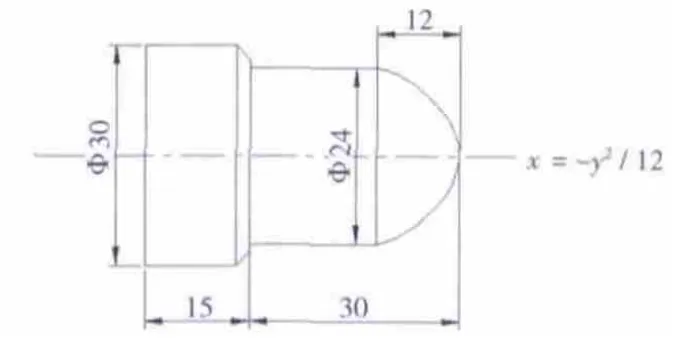
圖7拋物線零件圖
(2)工藝分析
選取毛坯為Φ34×100棒料,選用90°外圓車刀;根據工件形狀,用封閉輪廓循環指令加工,最大切除半徑為17mm,進給量0.2mm/r,預留x方向精車余量0.5mm。
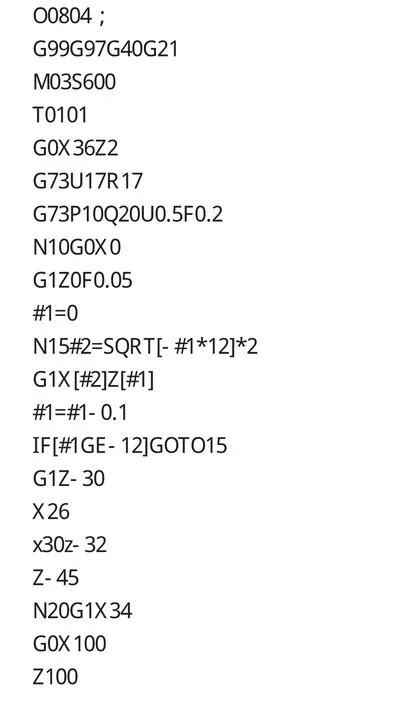
(3)程序編制
(4)仿真加工
把上述程序輸入斯沃方正軟件,仿真加工如圖8、圖9所示。
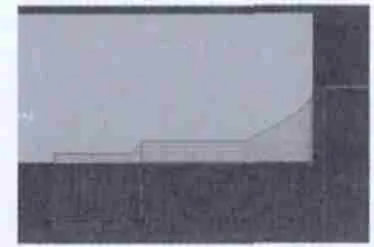
圖8 走刀路徑仿真

圖9精加工仿真
5 結束語
二元二次曲線的宏程序編程加工的方法很多,特別是循環語句,不同的語句有不同的格式要求。另外,在一些特殊的零件圖,還會要求運用二元二次曲線的極坐標方程進行編程。當然,對于復雜的零件編程,還可以運用一些自動編程軟件來完成。文中的橢圓和拋物線的加工程序是比較容易掌握的一種方法,特別適合一些單件或小批量零件的生產使用,利用手工編程顯得非常靈活、方便,同時也有助于數控初學者對宏程序的理解和掌握。
[1]呂孝敏.基于宏程序的二次曲線數控加工[D].合肥:合肥工業大學,2010.
[2]吳志光.基于FANUCOi系統宏程序在二次曲面銑削加工中的應用研究[D].合肥:合肥工業大學,2010.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27