高精度孔定位太陽(yáng)輪工裝設(shè)計(jì)
2013-02-20 13:46:52
裝備制造技術(shù) 2013年10期
關(guān)鍵詞:設(shè)計(jì)
(廣西柳工機(jī)械股份有限公司卓越制造中心,廣西 柳州 545007)
工裝設(shè)計(jì)經(jīng)常使用內(nèi)孔定位,傳統(tǒng)的定位方式為銷軸與工件孔的配合來(lái)獲得。因考慮工件的裝卸方便,定位元件與被定位工件間必須要有一定的間隙,這也是定位誤差產(chǎn)生的原因之一。在設(shè)計(jì)對(duì)孔定位精度要求較高的場(chǎng)合,如果將定位元件的加工精度提高,或?qū)⒐ぜ糜诙ㄎ坏目椎闹圃旃钪禍p少,都會(huì)極大地增加工藝成本,且高精度的定位難以維持長(zhǎng)久,還需要加強(qiáng)對(duì)定位元件的檢測(cè)維護(hù),增加管理成本,這種定位方式對(duì)高精度的孔定位需求難以實(shí)現(xiàn)。我們?cè)趯W(xué)習(xí)漲套定位原理后,設(shè)計(jì)出一種適用于高精度孔定位的工裝,現(xiàn)以某機(jī)械產(chǎn)品上使用的太陽(yáng)輪為案例,介紹該工裝的孔定位原理及注意事項(xiàng)。
1 太陽(yáng)輪的特點(diǎn)及加工工藝分析
太陽(yáng)輪為鍛壓件,鍛造工藝決定開(kāi)叉口的內(nèi)表面不是平面,太陽(yáng)輪技術(shù)要求芯部熱處理硬度達(dá)HRC35-48,其采用的加工工藝為:粗車外圓→粗鏜孔→精車外圓→銑花鍵→精鏜孔。在關(guān)鍵工序精鏜工序中孔Φ30加工公差范圍是0.028,同軸度要求為Φ0.04,兩孔端距離為88mm;兩孔對(duì)中線的位置度要求為Φ0.3(見(jiàn)圖1)。
在整個(gè)工藝過(guò)程,關(guān)鍵工序精鏜孔兩孔的同軸度Φ0.04的要求最難實(shí)現(xiàn)。因兩孔對(duì)軸中心線的位置度要求不高,傳統(tǒng)的工藝方法是采用桿外圓定位,在鏜床上一次裝夾,一次走刀完成加工。我們以剛性較好的加工中心TC1000上加工,刀具先后選用國(guó)產(chǎn)刀具和性能較優(yōu)的山特維特鏜刀進(jìn)行試加工,發(fā)現(xiàn)效果都不理想,原因分析如下:
(1)鏜孔行程為88 mm,實(shí)際加工行程約為100mm,單邊加工余量為0.3mm。因材料較硬,鏜刀在完成長(zhǎng)距離加工后,強(qiáng)度已不足,出現(xiàn)錐孔,即一端孔比另一端孔大約0.04mm,孔尺寸超差。因精鏜孔是熱處理后的工序,考慮到變形量的影響,留給精鏜孔的加工余量不能再減少,分多次走刀又不經(jīng)濟(jì)。
(2)刀具的刀片在完成一孔加工,再轉(zhuǎn)入另一孔加工時(shí)接觸到的不是平面,鏜桿受不均勻的徑向力,極易振刀崩刀。同時(shí)刀具會(huì)產(chǎn)生徑向偏移,影響兩孔的同軸度。

圖1太陽(yáng)輪加工要求
2 工裝設(shè)計(jì)要求
基于以上分析,為了保證產(chǎn)品尺寸和形位精度的要求,必須考慮兩個(gè)因素的影響:一是刀具的強(qiáng)度;一是切削導(dǎo)入時(shí)刀具徑向受力均勻。采取的措施有縮短鏜桿伸出距離,從太陽(yáng)輪開(kāi)叉口外側(cè)向里加工,現(xiàn)有兩種方案供選擇:
方案一:用雙面鏜床實(shí)現(xiàn),但需要增加設(shè)備,而普通雙面鏜床的鏜桿的同軸度也難達(dá)到0.04mm的要求,精度高的雙面鏜床價(jià)格不菲,方案一經(jīng)濟(jì)性較差;
3 高精度孔定位工裝的設(shè)計(jì)
現(xiàn)設(shè)計(jì)一種新型內(nèi)孔銷定位工裝,結(jié)構(gòu)如圖2所示。該新型內(nèi)孔定位銷的工作原理為:旋轉(zhuǎn)軸芯5向下移動(dòng),通過(guò)軸芯上的凹槽將導(dǎo)向套4孔內(nèi)的鋼球3向外頂出,作用于定位銷套2;定位銷套是由四塊L形鋼板組成,定位銷套下面部在鋼球頂力作用下沿支承平臺(tái)1內(nèi)的鍵槽移動(dòng),上面部分則貼向工件內(nèi)孔形成定位。旋轉(zhuǎn)軸芯向上移動(dòng),鋼球頂力撤消,不再定位,工件可輕松取出。該工裝的設(shè)計(jì)借鑒了漲套的原理,而利用零件的特點(diǎn),采購(gòu)用機(jī)械結(jié)構(gòu)的形式實(shí)現(xiàn)漲緊定位。支承平臺(tái)與導(dǎo)向套用內(nèi)六角螺釘固定,表面可進(jìn)行平面定位。將導(dǎo)向套安裝在特定的位置,則可實(shí)現(xiàn)在需要的位置定位。在制作精度滿足要求的條件下,使用普通鏜床,該工裝加工的孔的同軸度可達(dá)Φ0.02mm。這種工裝定位的特點(diǎn)是:結(jié)構(gòu)簡(jiǎn)單,定位精度高,定位孔尺寸可變化。但設(shè)計(jì)時(shí)須注意以下幾點(diǎn):
(1)軸芯、鋼球、定位銷套是受力最大的元件,不能因材料變形產(chǎn)生太大的定位誤差,它們必須具備高的硬度,同時(shí)具有很高的耐磨性,建議采用T10碳素工具鋼制作。
(2)影響到定位精度、元件間有相互移動(dòng)的配合公差盡可能小,如軸芯與導(dǎo)向套雖然是間隙配合,但要求配合公差小,本工裝公差配合為Φ10F6/h5,粗糙度Ra0.4;另外,支承平臺(tái)槽與定位銷套上表面的間隙應(yīng)小于0.015mm,兩側(cè)面的間隙應(yīng)小于0.03mm。
(3)為了使定位的尺寸可調(diào),將軸芯中部與鋼球接觸部位加工成內(nèi)凹的圓弧面,最小尺寸為Φ8±0.005;同時(shí)控制鋼球外徑尺寸Φ6±0.006。
(4)導(dǎo)向套的大外圓可作為與外部的定位,該部位與定位銷套以及軸芯都有同軸度要求,確保整個(gè)工裝的中心與被定位工件的孔中心保持一致。
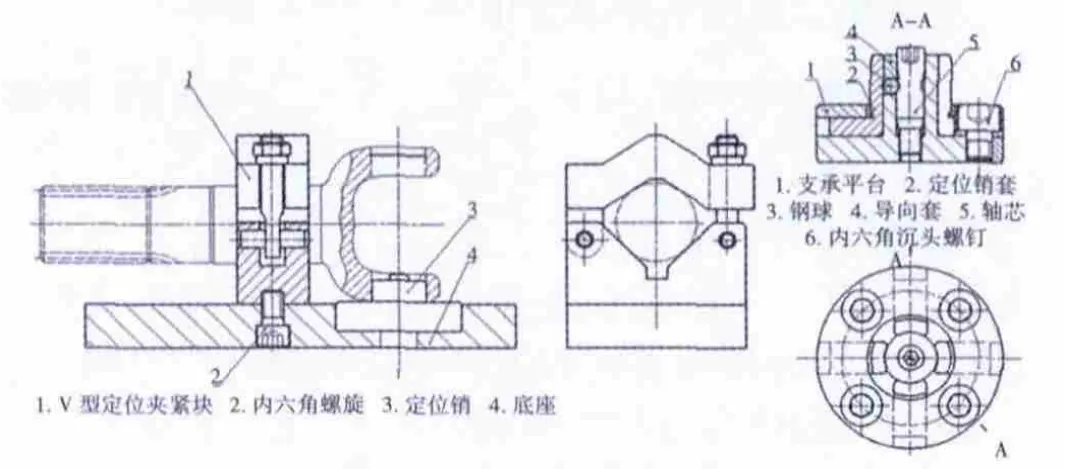
圖2改進(jìn)后的新型定位銷
4 結(jié)束語(yǔ)
高精度孔定位工裝的應(yīng)用價(jià)值主要在于:
(1)將軸芯與導(dǎo)向套的螺紋聯(lián)接改為氣動(dòng)或液壓控制,通過(guò)系統(tǒng)的操控,可實(shí)現(xiàn)定位的自動(dòng)化,這在自動(dòng)化流水線上實(shí)施零件定位很有推廣價(jià)值。
(2)將定位銷套外圓改為花鍵,可以對(duì)內(nèi)孔為內(nèi)花鍵或內(nèi)齒輪的零件進(jìn)行定位。
(3)軸芯固定,導(dǎo)向套轉(zhuǎn)動(dòng),工裝的定位原理一樣,適合于軸芯不方便轉(zhuǎn)動(dòng)或需要使用導(dǎo)向套大外圓進(jìn)行定位的場(chǎng)合。
我們通過(guò)不斷探索、總結(jié)經(jīng)驗(yàn),設(shè)計(jì)出適用于提高孔定位精度的工裝。
[1]朱耀祥,浦林祥.現(xiàn)代夾具設(shè)計(jì)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2010.
[2]王光斗.機(jī)床夾具設(shè)計(jì)手冊(cè)[M].上海:上海科學(xué)技術(shù)出版社,2000.
[3]王啟平.機(jī)床夾具設(shè)計(jì)[M].哈爾濱:哈爾濱工業(yè)大學(xué)出版社,1996.
猜你喜歡
河北畫(huà)報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04