連續(xù)進動氣囊拋光行間距優(yōu)化及實驗研究
2013-02-28 01:03:40金明生計時鳴陳偉強蔣鑫鑫
中國機械工程 2013年7期
金明生 計時鳴 張 利 陳偉強 蔣鑫鑫
浙江工業(yè)大學特種裝備制造與先進加工技術(shù)教育部/浙江省重點實驗室,杭州,310032
0 引言
應(yīng)用于模具自由曲面的新型氣囊拋光技術(shù)與自由曲面有很好的順從性和貼合性,能獲得穩(wěn)定的材料去除特性和高質(zhì)量的拋光表面[1-4]。氣囊拋光方式有多種,其中,進動拋光方式能得到近似高斯分布的影響函數(shù),且能改變拋光軌跡的方向,獲得高品質(zhì)光滑表面[5-7]。文獻[8-10]將氣囊進動拋光方式應(yīng)用于玻璃,對進動模型、去除函數(shù)和駐留時間控制算法等進行了研究。
在其他拋光工藝參數(shù)一定的條件下,進給速度、疊加次數(shù)和行間距等是影響模具型面拋光效率和拋光質(zhì)量的重要參數(shù)。本文基于課題組前期在優(yōu)化進給速度和疊加次數(shù)方面的研究成果,進一步針對行切法連續(xù)進動氣囊拋光的行間距優(yōu)化問題進行仿真分析和實驗研究。本文的研究工作既考慮了拋光效率又兼顧了拋光效果。優(yōu)化行間距的獲得有助于指導拋光工藝組合參數(shù)的合理選取;建立連續(xù)進動氣囊拋光離線規(guī)劃原型系統(tǒng)便于進行不同拋光工藝組合參數(shù)下的對比實驗,有助于建立原型工藝系統(tǒng)和驗證仿真結(jié)果的正確性。
1 連續(xù)進動氣囊拋光
如圖1所示,氣囊拋光工具旋轉(zhuǎn)軸P與模具型面接觸中心法線N成角度θ;氣囊繞旋轉(zhuǎn)軸P以角速度ω1自轉(zhuǎn),使接觸區(qū)任意一點的運動軌跡即切削方向保持一致;氣囊繞中心法線N以角速度ω2公轉(zhuǎn)以改變接觸區(qū)任意一點的切削方向;氣囊拋光工具按指定的軌跡以一定進給速度v運動,使模具型面上的任意一點得到加工,且進給速度v直接影響接觸區(qū)任意一點的駐留時間,進給速度越小,駐留時間越長;疊加次數(shù)n和行間距D共同影響接觸區(qū)的材料去除特性。通過氣囊拋光工具的直流電機和與該拋光工具相連接的機器人聯(lián)合控制上述各運動變量,在氣囊一定下壓量和充氣壓力條件下,依靠磨粒的微切削作用對模具型面進行拋光,可獲得高品質(zhì)表面。
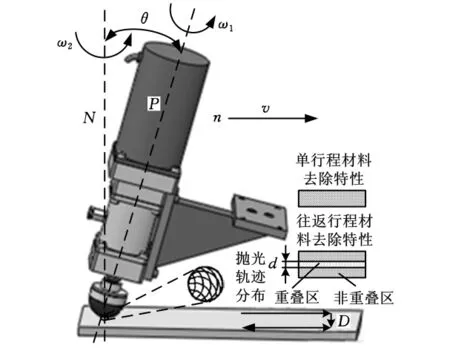
圖1 連續(xù)進動氣囊拋光示意圖
2 行間距對材料去除特性影響的仿真分析
行切法連續(xù)進動氣囊拋光的重要參數(shù)是行間距D,如圖1所示。行間距D取值過大,重疊區(qū)寬度d過小,雖提高了拋光效率,但重疊區(qū)的材料去除量較小,不利于補償材料去除的均勻性,降低了拋光效果;行間距D取值過小,不但降低了拋光效率,而且重疊區(qū)的去除量較大,同樣不利于補償材料去除的均勻性,降低了拋光效果。合適的行間距D選取應(yīng)以取值盡可能大且重疊區(qū)的去除量與非重疊區(qū)的去除量之差盡可能小為原則,既考慮拋光效率又兼顧拋光效果。
本文以氣囊傾角θ=20°、姿態(tài)偏轉(zhuǎn)角α0=0°(旋轉(zhuǎn)軸P與中心法線N確定的平面與進給速度v矢量方向的夾角,0°表示氣囊傾角的水平投影正方向與進給速度矢量方向重合)、自轉(zhuǎn)角速度ω1=104.7rad/s、公轉(zhuǎn)角速度ω2=0.52rad/s、氣囊半徑R=20mm、下壓量h=2mm、充氣壓力p=0為基本工藝條件,在取得優(yōu)化進給速度v=0.7mm/s和疊加次數(shù)n=3的基礎(chǔ)上,運用二分法原理,進行行間距優(yōu)化問題研究。
上述仿真條件下的單行程連續(xù)進動氣囊拋光接觸區(qū)寬度為10mm。首先選擇行間距Dmax=10mm為最大臨界值,根據(jù)二分法原理選取Dmid1=5mm,再選取Dmid2=7.5mm。通過 MATLAB進行仿真分析,結(jié)果如圖2所示,圖中,橫坐標為進動進給方向x′,縱坐標為接觸寬度方向y′,投影色標為材料去除量歸一化值。圖2c的材料去除特性與圖2a的材料去除特性相近,故選取Dmid3=8.7mm(小數(shù)點保留一位處理),仿真結(jié)果如圖2d所示。
圖2中,圖2d的材料去除均勻性與圖2c的材料去除均勻性相仿度高,故繼續(xù)通過二分法原理進行行間距優(yōu)化,取行間距DY1=8.1mm,其材料去除特性如圖3a所示。通過圖3a發(fā)現(xiàn),此行間距下的材料去除均勻性已比較理想。為提高仿真效率,采用鄰域取值方式,分別選取行間距DY2=8.0mm、DY3=8.2mm、DY4=8.3mm,仿真結(jié)果如圖3b~圖3d所示。通過圖3,可得以下結(jié)論:
(1)行間距為8.1mm時,重疊區(qū)過量切削帶(圖3a、圖3b中y′=0附近)寬度比行間距為8.0mm時的重疊區(qū)過量切削帶寬度約小一半,對應(yīng)的材料去除均勻性更好,拋光效果更佳。
(2)行間距為8.2mm時,重疊區(qū)欠切削帶(圖3c、圖3d中以y′=0為對稱軸的對稱區(qū)域)寬度比行間距為8.3mm時的重疊區(qū)欠切削帶寬度小,對應(yīng)的拋光效果前者更佳。
(3)行間距為8.1mm時的材料去除均勻性和行間距為8.2mm時的材料去除均勻性相當,即拋光效果相當。為兼顧拋光效率,行間距盡可能取大,故優(yōu)選行間距DY=8.2mm。

圖2 行間距對材料去除特性的影響
3 連續(xù)進動氣囊拋光離線規(guī)劃原型系統(tǒng)
針對六自由度機器人控制氣囊拋光工具實現(xiàn)連續(xù)進動氣囊拋光的需求,根據(jù)參數(shù)輸入和輸出的具體設(shè)置內(nèi)容和詳細設(shè)計流程,建立獨立于MATLAB環(huán)境的連續(xù)進動氣囊拋光離線規(guī)劃原型系統(tǒng),如圖4所示。
圖4所示的離線規(guī)劃原型系統(tǒng)的基本任務(wù)包括:①輸出格式正確且后綴名為JBI的文件;②輸出的JBI文件必須具備連續(xù)進動功能;③能預覽輸入不同工藝組合參數(shù)條件下的切削方向分布和材料去除特性仿真效果;④能處理模具局部修正情況。

圖3 行間距優(yōu)化選擇
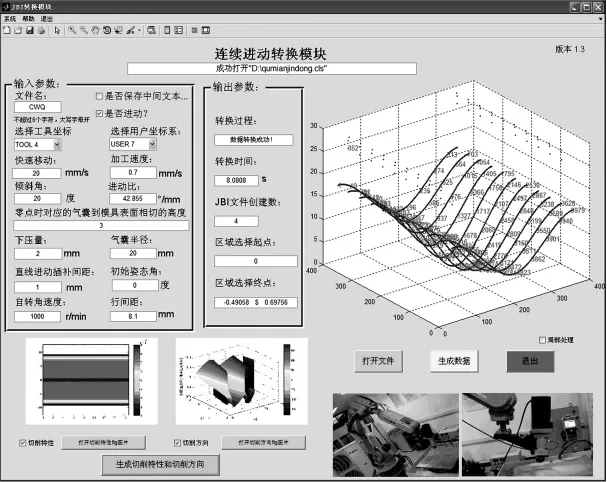
圖4 連續(xù)進動氣囊拋光離線規(guī)劃原型系統(tǒng)
參數(shù)輸入和輸出的具體設(shè)置內(nèi)容包括:文件名、工具坐標系和用戶坐標系的選擇、快速移動選項、進給速度、進動比(公轉(zhuǎn)角速度與進給速度比值)、零點定位、直線進動插補間距、初始姿態(tài)偏轉(zhuǎn)角、傾斜角、行間距、下壓量、氣囊半徑、轉(zhuǎn)換結(jié)果、轉(zhuǎn)換時間、JBI文件生成數(shù)、區(qū)域選擇起點坐標、區(qū)域選擇終點坐標等。
詳細的設(shè)計流程包括以下幾方面:①讀取CLSF文件及生成刀位數(shù)據(jù)矩陣;②對刀位數(shù)據(jù)矩陣的球心進行轉(zhuǎn)換處理和插補處理,生成新的刀位數(shù)據(jù)矩陣;③基于連續(xù)進動的運動模型,對新的刀位數(shù)據(jù)矩陣進行處理;④將包含連續(xù)進動特征的刀位數(shù)據(jù)矩陣轉(zhuǎn)換成六自由度機器人MOTOMAN-HP20所能識別的JBI文件;⑤根據(jù)拋光工藝組合參數(shù)的設(shè)置預覽連續(xù)進動氣囊拋光切削方向分布和材料去除特性仿真效果;⑥生成獨立于MATLAB環(huán)境的離線規(guī)劃原型系統(tǒng),方便快捷使用。
4 行間距對材料去除特性影響的實驗研究
根據(jù)理論分析結(jié)果,利用建立的連續(xù)進動氣囊拋光離線規(guī)劃原型系統(tǒng)進行行間距對材料去除特性影響的對比實驗研究。實驗的基本條件如下:氣囊傾角θ=20°,姿態(tài)偏轉(zhuǎn)角α0=0°,自轉(zhuǎn)角速度ω1=104.7rad/s,公轉(zhuǎn)角速度ω2=0.52 rad/s,氣囊半徑R=20mm,下壓量h=2mm,充氣壓力p=0,進給速度v=0.7mm/s,疊加次數(shù)n=3,模具材料Cr12,人造金剛石磨料W7。
基于優(yōu)化進給速度和疊加次數(shù),獲得材料去除均勻性較好的單行程材料去除特性。在此基礎(chǔ)上,對駐留時間作等化處理,進行一定行間距的往返行程材料去除特性仿真和實驗研究。為放大對比效果,行間距D分別取值為5mm、8.2mm、10mm,相應(yīng)的實驗結(jié)果如圖5~圖8所示。圖5所示是在KEYENCE VHX-600三維顯微鏡下放大500倍后,對拋光前后模具表面特征的觀測結(jié)果。圖6~圖8所示是使用TR210粗糙度儀對拋光接觸區(qū)25個特定分布點進行隨機角度表面粗糙度采樣的檢測結(jié)果。
上述實驗結(jié)果表明:
(1)行間距D=5mm和行間距D=8.2mm時,重疊區(qū)的拋光質(zhì)量都比非重疊區(qū)邊緣的拋光質(zhì)量好,很大程度上反映了材料去除效果。
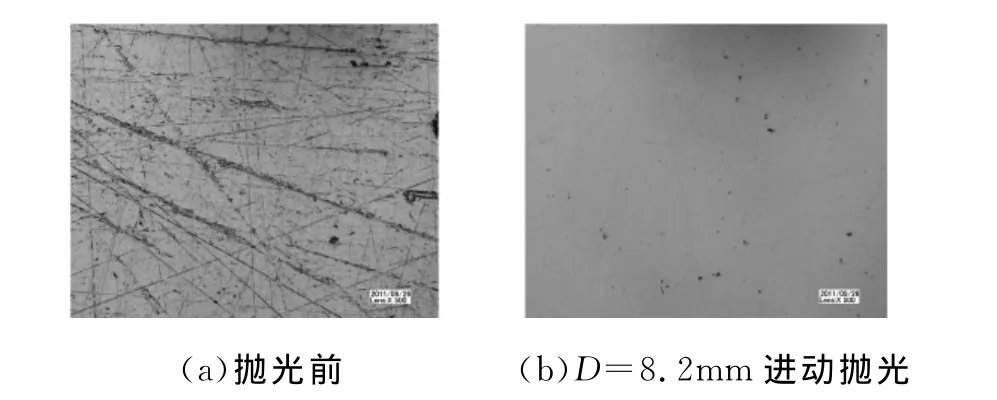
圖5 拋光前后模具表面特征對比圖
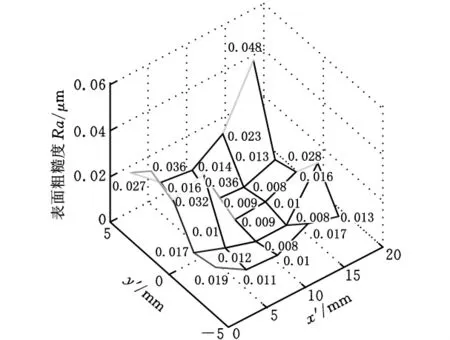
圖6 行間距D=5mm的拋光接觸區(qū)粗糙度分布
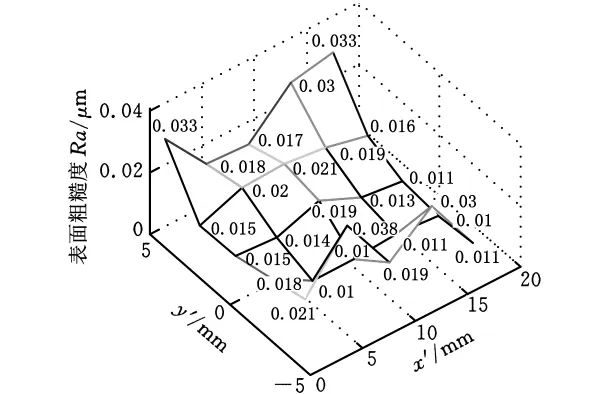
圖7 行間距D=8.2mm的拋光接觸區(qū)粗糙度分布
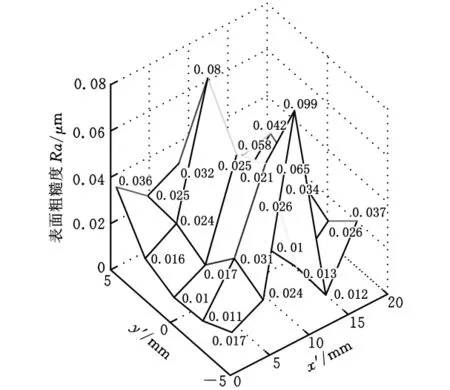
圖8 行間距D=10mm的拋光接觸區(qū)粗糙度分布
(2)對于表面粗糙度分布特征,行間距D=8.2mm比行間距D=5mm拋光效果好,很大程度上反映了上述仿真結(jié)果所顯示的D=5mm時重疊區(qū)的材料去除量大,D=8.2mm時重疊區(qū)與非重疊區(qū)的材料去除量相當、均勻性好等特征。
(3)行間距D=10mm時,接觸中間區(qū)域有明顯的材料未去除痕跡,導致表面粗糙度值大。
(4)行間距D=8.2mm時,拋光質(zhì)量穩(wěn)定且品質(zhì)高,說明該優(yōu)化行間距條件下,接觸區(qū)材料去除效果均勻性好,實驗結(jié)果與仿真結(jié)果吻合。
5 結(jié)論
(1)基于優(yōu)化進給速度和疊加次數(shù),獲得了材料去除均勻性較好的單行程材料去除特性,進一步仿真分析了行間距參數(shù)對往返行程材料去除特性的影響,得到了特定工藝參數(shù)組合條件下的行間距優(yōu)化值DY=8.2mm。
(2)針對六自由度機器人控制氣囊拋光工具實現(xiàn)連續(xù)進動氣囊拋光的需求,建立了包括行間距輸入?yún)?shù)在內(nèi)的獨立于MATLAB環(huán)境的連續(xù)進動氣囊拋光離線規(guī)劃原型系統(tǒng)。
(3)基于建立的連續(xù)進動氣囊拋光離線規(guī)劃原型系統(tǒng)進行了行間距對材料去除特性影響的對比實驗研究,結(jié)果表明,不同行間距參數(shù)下的接觸區(qū)粗糙度分布特征從本質(zhì)上反映了行間距對拋光材料去除均勻性的影響水平,與仿真結(jié)果吻合。
[1] 計時鳴,金明生,張憲,等.應(yīng)用于模具自由曲面的新型氣囊拋光技術(shù)[J].機械工程學報,2007,43(8):2-6.Ji Shiming,Jin Mingsheng,Zhang Xian,et al.Novel Gasbag Polishing Technique for Free-form Mold[J].Chinese Journal of Mechanical Engineering,2007,43(8):2-6.
[2] Jin Mingsheng,Ji Shiming,Zhang Li,et al.Effect of Free Abrasive Particle in Gasbag Polishing Technique[J].Advanced Materials Research,2009,69-70:83-87.
[3] 金明生.模具自由曲面氣囊拋光機理及工藝研究[D].杭州:浙江工業(yè)大學,2009.
[4] 劉健,計時鳴.面向精密拋光的復雜模具曲面三維重構(gòu)方法[J].中國機械工程,2009,20(10):1226-1229.Liu Jian,Ji Shiming.Three-dimensional Reconstruction Method for Complex Mold Surface in Precision Polishing System[J].China Mechanical Engineering,2009,20(10):1226-1229.
[5] Walker D D,Brooks D,F(xiàn)reeman R,et al.New Developments in the Precessions Process for Manufacturing Freeform,Large-optical,and Precision Mechanical Surfaces[C]//2nd International Symposium on Advanced Optical Manufacturing and Testing Technologies:Large Mirrors and Telescopes.Xian:SPIE,2005:51-60.
[6] Walker D D,Brooks D,F(xiàn)reeman R,et al.The First Aspheric Form and Texture Results from a Production Machine Embodying the Precession Process[C]//Proceedings of SPIE,Optical Manufacturing and Testing IV.San Diego:SPIE,2001:267-277.
[7] Walker D D,Brooks D,King A,et al.The‘Precessions’Tooling for Polishing and Figuring Flat,Spherical and Aspheric Surfaces[J].Optics Express,2003,11(8):958-964.
[8] 高波,謝大綱,姚英學,等.氣囊式工具拋光新技術(shù)[J].光學技術(shù),2004,30(3):333-336.Gao Bo,Xie Dagang,Yao Yingxue,et al.New Technology of Ballonet tool for Polishing[J].Optical Technique,2004,30(3):333-336.
[9] 高波,姚英學,謝大綱,等.氣囊拋光進動機構(gòu)的運動建模與仿真[J].機械工程學報,2006,42(2):101-104.Gao Bo,Yao Yingxue,Xie Dagang,et al.Movement Modeling and Simulation of Precession Mechanisms for Bonnet Tool Polishing[J].Chinese Journal of Mechanical Engineering,2006,42(2):101-104.
[10] 張偉,李洪玉,于國彧.光學元件超精密氣囊拋光關(guān)鍵技術(shù)研究現(xiàn)狀[J].光學學報,2009,29(1):27-34.Zhang Wei,Li Hongyu,Yu Guoyu.Current Situation of Ultra-Precision Bonnet Polishing Key Technology of Optical Elements[J].Acta Optica Sinica,2009,29(1):27-34.