數(shù)控銑削圓弧半徑編程尺寸精度對(duì)形狀的影響
2013-03-09 00:21:24周蘭
機(jī)床與液壓 2013年8期
關(guān)鍵詞:圖紙
周蘭
(武漢船舶職業(yè)技術(shù)學(xué)院機(jī)械工程學(xué)院,湖北武漢 430050)
數(shù)控銑削圓弧半徑編程尺寸精度對(duì)形狀的影響
周蘭
(武漢船舶職業(yè)技術(shù)學(xué)院機(jī)械工程學(xué)院,湖北武漢 430050)
數(shù)控銑削加工圓弧輪廓時(shí),由于圓弧半徑尺寸精度處理不當(dāng),會(huì)造成圓弧尺寸精度誤差甚至是形狀偏差。從數(shù)控系統(tǒng)控制原理上分析了產(chǎn)生這種偏差的原因,給出了保證圓弧加工尺寸精度及修正形狀偏差的措施。
數(shù)控銑削;圓弧半徑;尺寸精度;形狀偏差
1 圓弧半徑編程尺寸精度處理不當(dāng)對(duì)形狀的影響
使用配備FANUC系統(tǒng)的數(shù)控銑床加工如圖1所示盤類零件,零件指狀凸臺(tái)輪廓形狀由直線、圓弧相交、相切構(gòu)成 (凸臺(tái)厚度6 mm)。指狀凸圓弧部分圖紙標(biāo)注尺寸及其偏差為φ16,凹圓弧圖紙標(biāo)注半徑為R8。編制加工程序時(shí),以工件上表面中心為工件坐標(biāo)系原點(diǎn),按照?qǐng)D紙給定尺寸,凸圓弧φ16理應(yīng)按照中間尺寸15.965取值,其編程半徑為15.965/2=7.983 mm。實(shí)際編程時(shí),凸圓弧按照?qǐng)A弧半徑小數(shù)點(diǎn)后一位取舍數(shù)據(jù),即按照R7.9編程,凹圓弧按照?qǐng)D紙給定尺寸R8.0編程,凸凹圓弧部分加工程序如下所示:



圖1 指狀凸臺(tái)輪廓形狀
加工完成后零件形狀如圖2所示。顯然,凸圓弧變成了直線 (圖2Ⅰ處),凹圓弧形狀也出現(xiàn)了偏差(圖2Ⅱ處),零件完工形狀與圖紙要求形狀出現(xiàn)了較大偏差。

圖2 零件加工形狀
從程序格式上來看,并無問題,到底什么原因?qū)е聢A弧形狀出現(xiàn)偏差呢?
2 圓弧半徑編程尺寸精度對(duì)形狀影響原因分析
2.1 數(shù)控系統(tǒng)加工精度設(shè)定
每臺(tái)數(shù)控機(jī)床都有其自身的加工精度等級(jí),在保證機(jī)床機(jī)械部分精度前提下,可以通過數(shù)控系統(tǒng)相關(guān)參數(shù)設(shè)定調(diào)整數(shù)控機(jī)床加工精度。通常情況下,數(shù)控機(jī)床加工精度控制在0.001 mm能夠保證常規(guī)零件加工精度要求。數(shù)控機(jī)床加工精度由參數(shù)1013#0、1013#1組合設(shè)定,參數(shù)含義如圖3所示,用參數(shù)設(shè)定數(shù)控系統(tǒng)最小設(shè)定單位如表1所示。從表中可以看出:當(dāng)1013#0=0、1013#1=0時(shí),數(shù)控系統(tǒng)能夠保證0.001 mm加工精度,即達(dá)到IS-B精度等級(jí)。對(duì)于圖紙上有尺寸公差要求的尺寸,加工時(shí)為了穩(wěn)妥起見,往往按照尺寸公差中間值進(jìn)行取值,而且按照IS-B設(shè)定單位,編程尺寸應(yīng)該精確到小數(shù)點(diǎn)后第3位即千分位,否則會(huì)影響零件尺寸加工精度,嚴(yán)重時(shí)會(huì)出現(xiàn)輪廓形狀偏差。
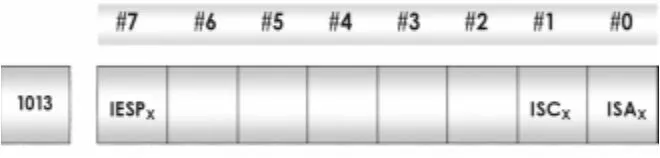
圖3 設(shè)定單位選擇參數(shù)

表1 用參數(shù)設(shè)定數(shù)控系統(tǒng)最小設(shè)定單位
2.2 數(shù)控系統(tǒng)對(duì)圓弧加工指令處理
對(duì)于順圓或逆圓加工指令,編程格式為“G17 G41/G42 X_Y_R_F_;”,當(dāng)指令中圓弧半徑尺寸R數(shù)據(jù)錯(cuò)誤、遺漏甚至是精確位數(shù)不夠時(shí),系統(tǒng)認(rèn)為圓弧半徑不能滿足與相鄰輪廓相交或相切尺寸要求。數(shù)控系統(tǒng)對(duì)圓弧加工指令半徑值錯(cuò)誤的處理方式,取決于參數(shù)3403#5的設(shè)定。當(dāng)3403#5=0時(shí),以直線方式從圓弧起點(diǎn)移動(dòng)到圓弧終點(diǎn),且不影響后續(xù)程序運(yùn)行;當(dāng)3403#5=1時(shí),發(fā)出報(bào)警 (PS0022)提醒用戶,并中止后續(xù)程序運(yùn)行。數(shù)控機(jī)床處于3403#5=0的圓弧加工工作模式時(shí),如果出現(xiàn)圓弧半徑編程錯(cuò)誤則最具有隱蔽性,因?yàn)橥鶊A弧部分程序格式正確,加工過程中又不出現(xiàn)報(bào)警,可是加工出的圓弧輪廓形狀或尺寸精度不符合圖紙要求,比較難于找到原因。
3 圓弧半徑編程尺寸精度正確處理
鑒于上述數(shù)控系統(tǒng)工作原理,對(duì)于圓弧半徑尺寸應(yīng)給予正確處理。
3.1 對(duì)于標(biāo)注有尺寸公差要求的圓弧半徑處理
如圖1所示凸圓弧部分,標(biāo)注有圓弧半徑尺寸公差,編程時(shí),應(yīng)確保編程半徑尺寸在其尺寸公差范圍內(nèi),并且編程半徑尺寸精確到0.001 mm,即按照R7.983編制加工程序,否則有可能出現(xiàn)圖2所示的加工形狀偏差。
3.2 對(duì)于自由公差圓弧半徑尺寸處理
在加工凹圓弧時(shí),圖紙上給定的圓弧半徑值為R8,但是按照這個(gè)尺寸編程實(shí)際上也出現(xiàn)了形狀誤差。究其原因,是未協(xié)調(diào)好圓弧及其連接部分輪廓尺寸所致。如圖4所示,水平方向上,凹圓弧左右兩側(cè)長(zhǎng)度尺寸分別為39.985及15.965,是按照?qǐng)D紙上給定的尺寸公差取中間值的編程尺寸,是必須保證的,凸臺(tái)總長(zhǎng)度71.985也是必須保證的,于是凹圓弧直徑尺寸構(gòu)成了整個(gè)尺寸鏈中的開環(huán),其尺寸精度取決于環(huán)內(nèi)其他尺寸精度。據(jù)此計(jì)算得到凹圓弧直徑為16.035,即按R8.017編程而不是按照R8編程。由此看來,當(dāng)圓弧半徑給定為自由公差尺寸時(shí),如果關(guān)聯(lián)尺寸有尺寸精度要求,往往要按照尺寸鏈關(guān)系把圓弧半徑作為尺寸鏈開環(huán)進(jìn)行調(diào)整計(jì)算。

圖4 零件尺寸鏈分析
將凸圓弧半徑按照R7.983(精確到千分位)、凹圓弧半徑按照R8.017進(jìn)行編程與加工,零件完工的形狀如圖5所示,符合圖紙形狀及尺寸精度要求。

圖5 零件合格形狀與尺寸精度
4 結(jié)束語(yǔ)
數(shù)控銑削圓弧半徑編程尺寸精度不僅僅影響零件的尺寸加工精度,有時(shí)還會(huì)影響到零件形狀。編程時(shí)除了保證編程格式正確外,還要保證圓弧半徑尺寸的精確位數(shù)及協(xié)調(diào)好尺寸鏈內(nèi)各尺寸之間的關(guān)系。
【1】陶維利.數(shù)控銑削編程與加工[M].北京:機(jī)械工業(yè)出版社,2010.
【2】FANUC 0iMate-MC編程說明書[M].
Influence of NC Milling Arc Radius Programm ing Size Precision to Shape
ZHOU Lan
(Mechanical Department,Wuhan Institute of Shipbuilding Technology,Wuhan Hubei430050,China)
When milling arc outline,as the arc radius size precision processing is not appropriate,arc size accuracy error even shape deviation can be caused.Based on the principle of numerical control system,reasons for deviation were analyzed,and the measures were given to guarantee arc processing dimension accuracy and tomodify shape deviation.
NCmilling;Circular arc radius;Size accuracy;Shape deviation
TG659
A
1001-3881(2013)8-066-2
10.3969/j.issn.1001 -3881.2013.08.023
2012-03-13
周蘭 (1965—),女,學(xué)士,副教授、高級(jí)工程師,主要研究方向?yàn)閿?shù)控技術(shù)應(yīng)用。E-mail:zhoulan038@163.com。
猜你喜歡
數(shù)學(xué)大王·中高年級(jí)(2021年11期)2021-12-03 09:32:55
計(jì)算機(jī)應(yīng)用(2021年8期)2021-09-09 08:09:06
汽車實(shí)用技術(shù)(2020年16期)2020-09-06 13:28:22
當(dāng)代工人(2019年20期)2019-12-13 08:26:11
制造技術(shù)與機(jī)床(2017年9期)2017-11-27 02:14:26
化工管理(2016年12期)2016-03-14 08:01:02
檔案管理(2015年4期)2015-06-25 21:10:13
河南科技(2014年12期)2014-02-27 14:10:44
世界建筑(2012年8期)2012-04-20 06:09:14
故事作文·低年級(jí)(2009年3期)2009-03-12 09:29:02
