鋼渣熱燜工藝防爆噴措施的研究與改進
2013-03-12 05:53:18王瑋郭鵬欒秀莉
中國新技術新產品 2013年5期
王瑋 郭鵬 欒秀莉
(萊蕪鋼鐵集團泰東實業有限公司,山東萊蕪271104)
作為轉爐鋼渣處理前期粉化工藝,鋼渣熱燜工藝因其具有粉化效果好、渣鐵分離充分、處理后鋼渣性質穩定、污染小等獨特的技術優勢迅速得到了應用和推廣,但在實際生產過程中,該工藝存在的爆噴風險,嚴重影響了生產安全,致使職工心理恐慌,不能安心生產。因此根據本公司鋼渣熱燜工藝的應用實踐,對鋼渣熱燜工藝防爆噴措施進行了研究與改進。
鋼渣熱燜;防爆噴措施;研究與改進
鋼渣粉化處理、實現渣鐵分離,是鋼鐵企業渣鐵資源循環利用,有效降低煉鋼成本的一個重要環節。作為轉爐鋼渣處理前期粉化工藝,鋼渣熱燜工藝因其具有粉化效果好、渣鐵分離充分、處理后鋼渣性質穩定、污染小等獨特的技術優勢迅速得到了應用和推廣。隨著全國同行業鋼渣熱燜粉化技術的運用,萊鋼泰東公司鋼渣粉化也由原露天熱潑粉化工藝改造為車間內封閉式熱燜罐微壓粉化工藝。但自應用熱燜罐微壓粉化技術以來,鋼渣熱燜生產過程中也暴露出其安全不利因素,熱燜注水粉化后時段或控水時段,易發生熱燜罐爆燃或爆噴事件,個別爆噴、爆燃事件致使熱燜車間設備及建筑物損壞,加重了員工作業中的恐懼心理,無法正常組織生產。
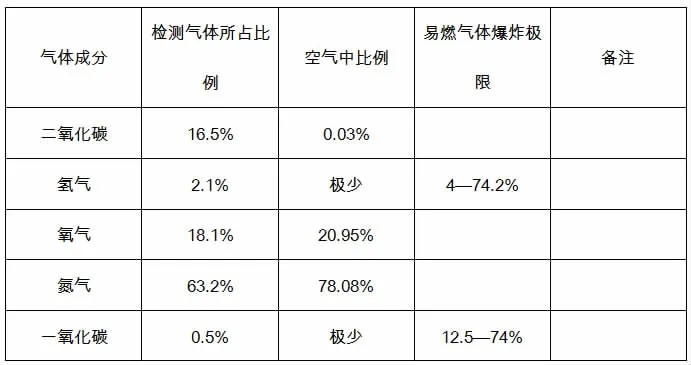
表1

表2 水蒸氣密度隨溫度變化表
萊鋼泰東公司自2008年10月應用熱燜罐微壓粉化鋼渣技術。在08-09兩年度期間,6個熱燜罐先后出現不同程度的爆噴爆燃現象。在當時無有效對策的情況下,為避免事故,實際生產中將原設計一次翻盆入池工藝改為在翻盆廠房進行翻盆,鋼渣落地做打水降溫、砸碎等簡單處理后再用裝載機自卸車倒運至熱燜車間,增加大量倒運物流成本;熱燜池密封效果不好,造成車間內蒸汽彌漫,生產操作視線受影響,對設備、廠房也造成腐蝕損壞等。
2011年3月我公司對鋼渣熱燜生產線進行擴建,增加四個熱燜池,根據本公司鋼渣熱燜工藝的應用實踐,在分析原熱燜生產線問題的基礎上,對鋼渣熱燜工藝防爆噴措施進行了研究與改進。
1 、原熱燜生產線存在的問題及分析
原熱燜生產線在2009年3、4月份連續發生3次爆噴事故,造成一名挖掘機司機輕傷,對設備造成了嚴重損害。為避免事故重復發生,生產工藝也由一次翻盆入熱燜池改為翻盆落地后倒運入熱燜池,增加了生產環節和大量生產成本。鋼渣爆噴問題已嚴重制約了鋼渣熱燜生產線的安全生產,如何防止鋼渣爆噴成為優化改進鋼渣熱燜生產線設計的首要問題。通過研究事故的發生過程和查閱相關資料,我們對鋼渣爆噴發生的原因進行了深入的分析,結合鋼渣爆噴發生機理對原鋼渣熱燜生產線存在的問題進行了梳理。
1.1 鋼渣爆噴原因分析
由于轉爐鋼渣中含有一定量的碳元素,每當熱態鋼渣入池過于集中,或者有大塊入池時,由于溫降的因素,使得鋼渣中的碳析出,過剩的碳不能充分燃燒,高溫鋼渣打水后產生大量高濃度的蒸汽,導致熱燜池內氧氣減少,這些就為水煤氣(CO和H2的混合氣體)的產生創造了條件。水煤氣產生的反應式如下:

一氧化碳的爆炸條件為:第一,達到爆炸極限(12.55%-74.25%);第二,溫度達到一氧化碳的著火點(650OC);第三,有足夠的氧氣供給燃燒;第四,空間有限。
氫氣的爆炸條件為:氫氣加上氧氣在爆炸極限范圍內(4%-75%)遇到明火之后在短時間之內產生大量的水蒸氣,使得體積急劇膨脹,發生爆炸。
為驗證熱燜池內氣體成分,專門對正常生產中的熱燜池進行了氣體收集。氣體采集時間:熱燜時間7.5小時后。池內已無壓力,采用針管收集,采集過程不可避免混入部分空氣。檢測結果與空氣對標如表1。
采集樣本雖不具代表性,但可說明一些問題。燜池內氫氣含量較高,同時摻雜一氧化碳。
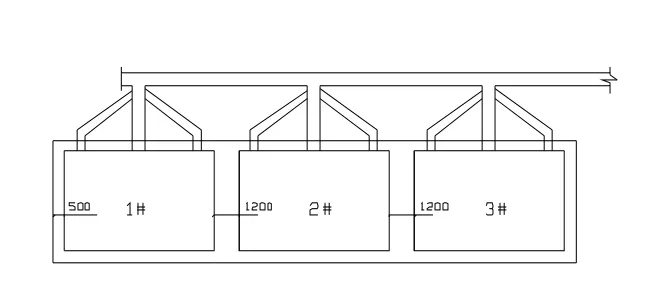
圖1 原熱燜池布置圖

圖2 新熱燜池布置圖
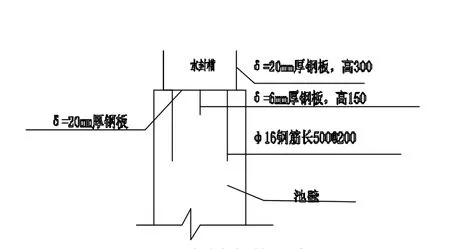
圖3 水封安裝示意圖

圖4 安全自動防爆裝置
在熱燜初期產生大量高溫水蒸氣,因為水蒸氣密度大,產生的可燃性氣體密度(CO密度為1.25g/l,H2密度0.0899 g/l)都小于水蒸氣的密度,浮在水蒸氣的上方,能夠順利地隨排氣孔排出。隨著熱燜時間推移,池內溫度降低,蒸汽量減少,這時可燃氣CO的密度就逐漸大于水蒸氣的密度,造成可燃氣體沉降在水蒸氣的下方,如果不能及時排出,就會聚集到池內某個空間,隨著可燃氣體量的增加,有可能達到爆炸極限范圍,而且爆炸極限范圍,隨溫度及壓力變化會產生波動,在熱燜后期,隨著池內溫度和壓力降低,氧氣的濃度逐漸加大,此時如熱燜池內余留少量紅渣或者鄰近的熱燜池進行翻盆作業遇到明火,極易發生爆炸。
因此要避免熱燜爆噴事故,在熱燜池設計和生產過程中要注意:從結構設計上,保證罐與罐之間保持一定安全間距,杜絕相互串氣,排氣管道通暢并獨立排氣禁止相互串聯,使得產生的可燃氣體能夠及時排出;生產過程中要控制好翻盆節奏,錯位作業,避免紅渣集中入池;控制打水作業時間和熱燜時間,促進可燃氣體隨蒸汽排出;翻罐作業中間用挖掘機將紅渣徹底攪拌,使鋼渣中的C能充分燃燒,嚴禁熱燜池周邊明火作業。
1.2 原熱燜生產線存在的問題
1.2.1 熱燜池間隔太近,每三個熱燜池連體澆筑(見圖1),
容易串氣,相鄰熱燜池翻盆作業時可能會造成紅渣噴濺,出現明火。熱燜池太深(6.4米),挖掘機受限取渣取不干凈,池底的存渣如含水量大,翻盆時也容易爆噴。
1.2.2 水封安裝:在熱燜池壁頂部間隔預留預埋件,之后將水封槽直接焊接于預埋件之上。水封受熱變形后易與預埋件脫開,造成蒸汽大量泄漏,也可能導致熱燜池間串氣。并且車間內熱燜蒸汽不但影響生產作業,還對廠房鋼結構及行車、電氣設備等造成腐蝕損壞。
1.2.3 排氣系統:三個熱燜池共用一條排氣主管道,極易造成池間串氣,如一個熱燜池翻盆,相鄰熱燜池處于熱燜后期時,易引起爆炸,后經改造改為每個熱燜池用一條獨立的排氣管道。排氣管道連接處設計為焊接,因熱燜蒸汽含有大量粉塵,不便于排氣管道定期清理。廠房外排氣煙囪高度不夠,造成隨蒸汽排出的粉塵粘著在廠房屋面,時間長了對屋面造成損壞,需要定期清理。
1.2.4 人工控制打水作業時間,受工人操作水平所限,隨意性大,既無法保證可燃氣體充分隨蒸汽排出,也無法保證水量控制,影響熱燜效果。
2 、防噴爆措施的改進
通過對熱燜爆噴原因的分析及研究,在新熱燜生產線設計時,有針對性地進行了優化與改進,并對原生產線進行了相應改造。
2.1 熱燜池布置方式(見圖2):由連體澆筑式熱燜池改為獨立熱燜池,中間保持2米間距,池壁獨立澆筑,避免了熱燜池間串氣。熱燜池深度根據挖掘機作業高度調整為5米,保證充分清渣。
2.2 水封制安:現設計改為水封和預埋件直接焊接好后一并與池壁通體澆筑,且于水封底部中央處設置一道寬150mm*厚6mm的鋼板止水帶(見圖3)。該改造既保證了水封槽與池壁的整體性,使之結合牢固,又避免了燜池內部蒸汽的外泄,大大降低了燜池串氣而發生爆炸的可能性。
2.3 排氣管道改造:每個熱燜池設獨立的排氣管道,排氣管道水平段與垂直段連接由直接焊接改為法蘭連接,既便于檢修、更換又降低了安裝難度;廠房外排氣煙囪高于屋面3米,充分保證蒸汽溢出屋面,減少屋面灰塵附著,減小屋面承載的活荷載,有效地降低了屋面坍塌的可能性,延長廠房的使用壽命。
2.4 新增PLC控制系統,精確控制打水時間和打水量,提高熱燜粉化效果,減少水資源消耗。由于熱燜循環水水質較差,水泵容易結垢,每周需要清理一次,循環水泵由原來的一開一備改為一開兩備,確保生產順行。
2.5 設計制作簡便可靠地安全自動防爆裝置(見圖4)。其原理為熱燜粉化初始時段蒸汽壓力較高時,該裝置自動關閉,保持罐內微壓粉化,以加速鋼渣粉化進程和提高粉化率。后幾時段蒸汽壓力較小時,利用負壓原理,該裝置自動開啟,達到進氣置換可燃氣體之效果。
2.6 設計制作挖掘機專用耙渣器,用于翻耙紅渣,有效提高翻渣效果,保護挖掘機設備,減少挖掘機挖斗消耗。
3 實施效果
新熱燜生產線于2011年8月投產,原熱燜生產線于2011年10月改造完畢投產,實現了紅渣全部一次翻盆入池,減少鋼渣落地倒運環節,節約大量物流成本和人力資源成本,經測算兩項每年可節約成本370萬元;通過防爆噴措施的改進,從結構上避免了池間串氣,蒸汽、可燃氣體排出通道順暢,大大降低了熱燜池爆噴的風險,保障熱燜生產安全順行,截至目前未再發生噴爆事故;熱燜池密封良好,排氣系統通暢,基本無蒸汽泄漏,保證車間內清潔有序;改進后的熱燜池鋼渣粉化效果良好,200mm以下顆粒熱燜粉化率達到98%以上,大大減少后續鋼渣破碎磁選生產線的破碎加工量,節約大量能源消耗。
[1]鄭文緯,吳克堅,機械原理[M].北京:高等教育出版社.1997.
[2]陳家祥.鋼鐵冶金學[M].北京:冶金工業出版社.1997.
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
故事大王(2016年7期)2016-09-22 17:30:08
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
兒童故事畫報(2013年3期)2013-06-24 05:40:30
