GZK4050帶鋸床前虎鉗液壓系統改進
2013-03-16 12:21:32賈巍超
機床與液壓 2013年2期
關鍵詞:系統
賈巍超
(石家莊煤礦機械有限責任公司,河北石家莊050031)
某公司有一臺GZK4050型快速自動切割帶鋸床。該鋸床在使用過程中,一直存在前虎鉗夾緊速度慢、夾緊力小等問題,嚴重影響了生產效率。在割鋸長度小于200 mm的毛料時,只能用前虎鉗單獨夾緊工作,由于夾緊力小,無法進行切削,致使該段料無法使用。
針對該問題,作者進行了多方面分析,最終認為前虎鉗的液壓系統設計存在缺陷。對此進行了改進,克服了上述缺陷。現將改進方案介紹如下。
1 前虎鉗存在的問題
帶鋸床GZK4050 前虎鉗在夾緊時,夾緊力小,不能用前虎鉗單獨夾緊割鋸長度小于200 mm的毛料,且動作慢,工進需要1 min,對帶鋸下料帶來很大影響。
2 問題原因分析
原液壓系統前虎鉗夾緊松開部分如圖1所示。
原液壓系統工作原理如下:啟動變量葉片泵,將減壓閥壓力調定為3~3.5 MPa,兩位兩通電磁閥YV8通電,兩位兩通電磁閥YV9 不通電,形成差動油路,推動油缸向左快速夾緊。當閥YV9通電,閥YV8 不通電時,推動油缸向右松開,液壓油通過YV9 回油箱。當兩組閥不通電時,兩組閥均不通油,形成保壓系統,對油缸起定位作用。
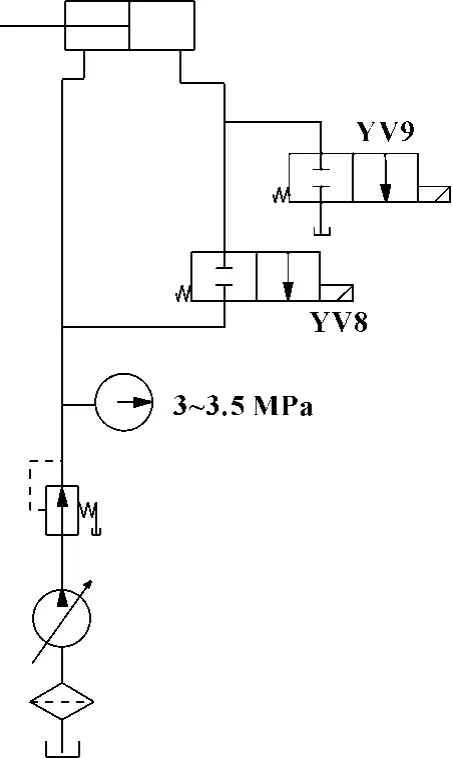
圖1 原液壓系統前虎鉗夾緊松開部分液壓系統
根據上述對液壓閥壓力的設定和對該液壓差動系統的分析發現,該系統存在以下不合理之處: (1)由于系統額定工作壓力設定為p=3 MPa,油缸直徑D=80 mm,活塞桿直徑d=30 mm,經計算油缸夾緊力僅為F1=pA2=3 MPa×302mm2×π/4=2 119.5 N,致使夾緊力不夠,而毛料長度小于200 mm時,后虎鉗夾不到毛料,無法割鋸毛料;(2)差動系統盡管速度快,但是承載能力小,由于夾緊阻力大,無法提高速度。
3 液壓系統的改進
根據以上對原液壓系統的分析,作者認為采用差動系統是為了提高速度,在機床液壓系統中常用在快進油路上,但是其作用有限,用于夾緊不合理。故對差動油缸系統進行了改進,同時對原液壓、電氣系統也做了改進。
改進后液壓系統前虎鉗夾緊松開部分如圖2所示。
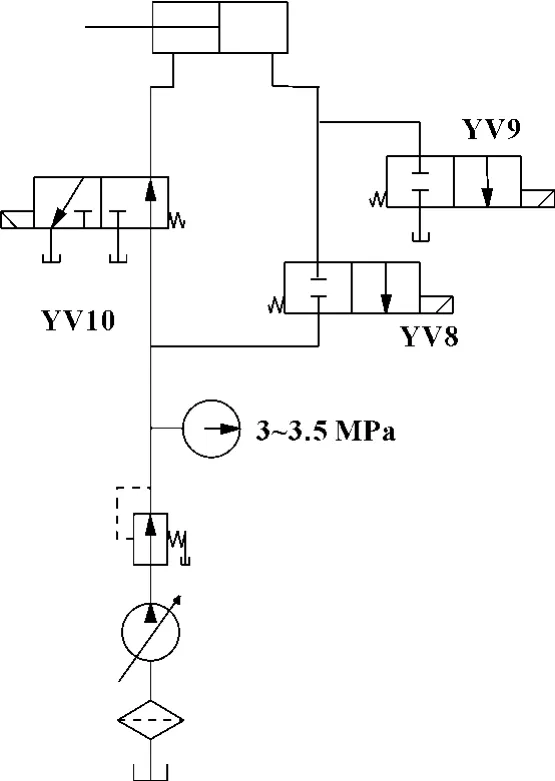
圖2 改進后液壓系統前虎鉗夾緊松開部分液壓系統
在油缸有桿腔支路增加了兩位三通電磁換向閥(YV10),型號3WE6A61/CG24N9Z5L,將其與閥YV8 并聯聯動。并且更換密封件、閥組,清理管路、接頭,修理油缸內腔,校直活塞桿,研磨前虎鉗導軌和虎口支座,保證了油路順暢,減少夾緊時阻力。
啟動變量葉片泵,將減壓閥壓力調定為3~3.5 MPa,電磁閥YV8通電,電磁閥YV10通電,電磁閥YV9 不通電,液壓油通過電磁閥YV10 回到油箱,推動油缸向左夾緊。當閥YV9通電、閥YV8 不通電、閥YV10 不通電時,推動油缸向右松開,液壓油通過YV9 回油箱。當3組閥均不通電時,形成保壓系統,對油缸起定位作用。前虎鉗夾緊時間變為10s,夾緊力增加到可以單獨夾緊使用。
4 結束語
經過對帶鋸床GZK4050液壓系統的改進,在實際使用過程中,滿足了前虎鉗單獨夾緊割鋸長度小于200 mm 毛料的需要,提高了毛料利用率和工作效率,為企業節約了成本,增加了效益。以割鋸棒料45號鋼φ400×200為例,一年可以節約成本310 464元。
【1】章宏甲,黃誼.液壓傳動[M].北京:機械工業出版社,2006.
【2】《機修手冊》第3版編委會.機修手冊[M].3版.北京:機械工業出版社,1993.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32