基于FANUC-0i系統的開放式數控綜合實驗裝置研制
2013-05-31 11:03:12賴思琦黃恒
機床與液壓 2013年2期
賴思琦,黃恒
(1.西南科技大學工程技術中心,四川綿陽 621010;2.西南科技大學制造科學與工程學院,四川綿陽 621010)
近幾年,數控機床在國內機械制造業中的使用越來越廣泛,作為機電一體化的高技術自動化機械設備,其設計、調試、維修相當復雜。為使機電類專業學生更好地學習數控機床的工作原理和系統組成,對機床的設計、安裝、調試、故障診斷及維修等實際技術有一個直觀、清楚的掌握,研制開發多功能、開放性、模塊化的數控綜合實驗裝置對實踐教學具有重要的意義和作用。
機床廠家生產的數控設備都是根據加工需要而設計的,電氣系統完全裝在電氣柜中,并且機床廠家為保守技術秘密,通常會對PMC梯形圖加密,因而一般數控機床都不具備開放性。教學設備廠家生產的數控機床實驗裝置,只有電氣部分的實驗臺,沒有實際的機床控制對象。而學習數控技術的原理時,恰恰需要通過開放的數控電氣系統對實際機床對象的控制,來掌握數控系統的配置、電氣線路連接、I/O端口設置、PMC程序設計、故障診斷等綜合性技能,使學生經過綜合實驗,提高其設計能力和動手實踐能力[1]。
1 數控綜合實驗裝置總體設計
數控實驗裝置的設計思路是結合機床設備和實驗臺兩者,既有實際的機床控制對象,又有開放的控制實驗臺。所有的電氣線路、I/O端口和PMC程序等全部對外開放,使得在實驗教學過程中,學生可以積極參與到實驗中來,自己動手完成機床電氣設計、PMC程序設計、外部故障診斷分析、系統參數設置、機床調試等,并可以進行二次開發,從而達到很好的實訓效果[2]。
目前,國內數控銑床、加工中心上使用最為廣泛的是日本FANUC系統。因此,選擇FANUC-0i Mate MD系統,最多可控制4個伺服軸和1個主軸,可同時控制伺服軸數為3個,配置βi系列伺服放大器和βiS系列伺服電機。
機床本體選擇臺灣合資臺正光機,床身為樹脂砂鑄件,x、y、z三向導軌均為淬火-貼塑滑動導軌副,分別采用臺灣上銀滾珠絲桿和臺灣盈錫精密鎖緊螺母,各處軸承采用日本NSK,具有很高的加工精度、強度和穩定性、可靠性,其規格如表1所示。
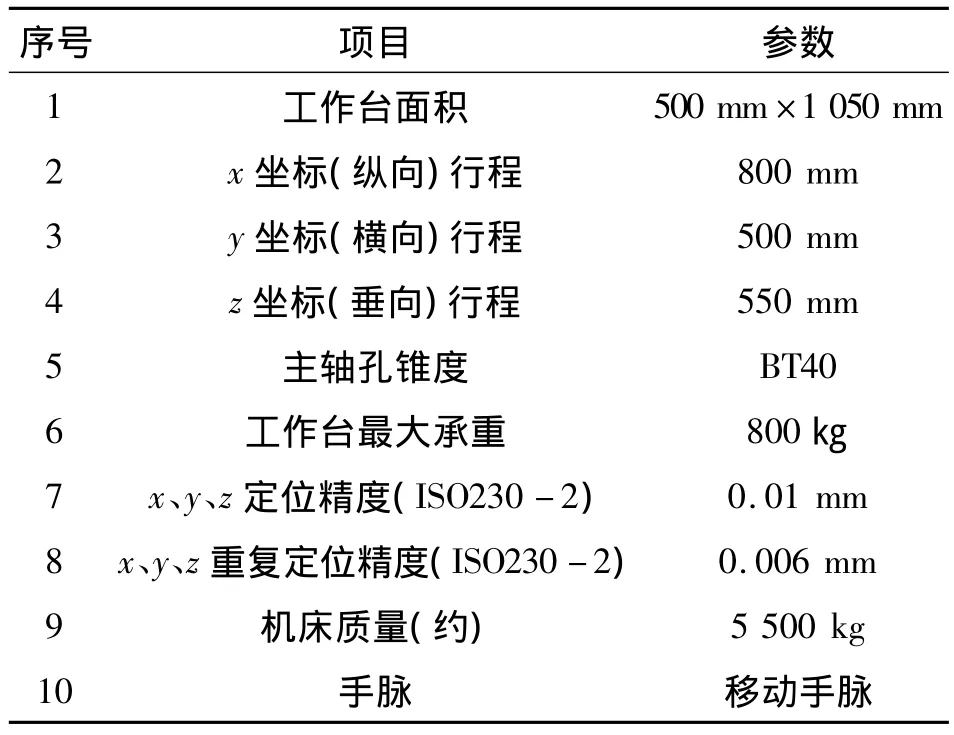
表1 機床本體規格
2 電氣系統設計
根據數控綜合實驗裝置的控制要求和開放性、模塊化要求,以及電源短路、過載保護需要,其主電路及相關控制電路設計如圖1所示。
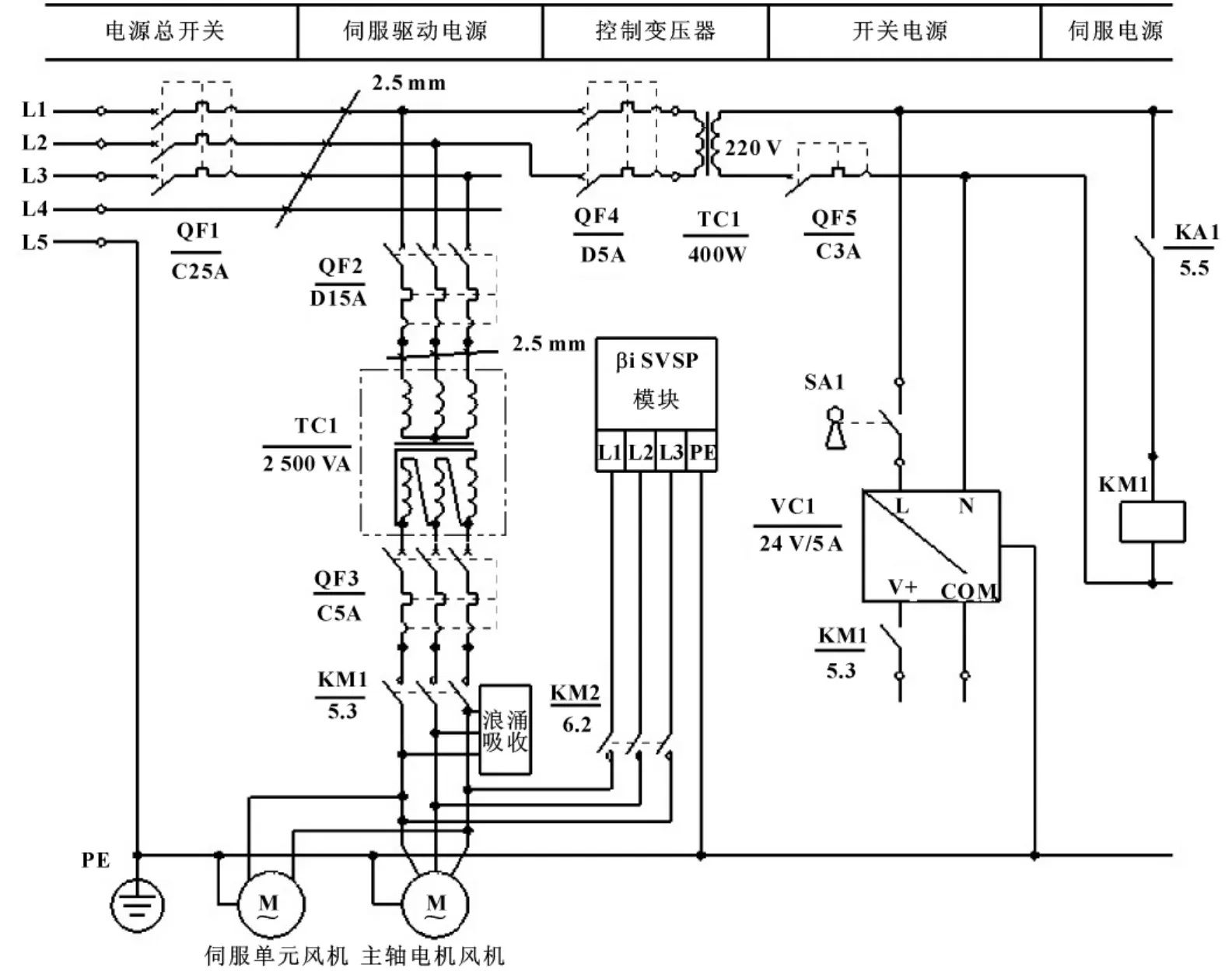
圖1 主電路及控制電路圖
主電路中,QF1為電源總開關,控制整個實驗裝置的電源通斷;在伺服驅動電源中,經過QF2、QF3斷路器、TC1隔離變壓器和浪涌吸收器的保護,為βi伺服放大器供電200 V;同時,TC1變壓器輸出220 V電源,經VC1變壓為24 V DC,經KM1接觸器,供βi伺服放大器和FANUC數控系統使用;另有變壓器輸出220 V和24 V電源接潤滑油泵電機與照明燈。
伺服放大器采用βi SVSP一體化模塊;x、y軸電機選擇βi S8/3000伺服電機,z軸電機選擇βi S12/2000伺服電機;主軸為模擬主軸,使用臺達VE變頻器,電機為三相異步電動機,額定轉速1 460 r/min,額定功率11 kW,其接線如圖2所示。
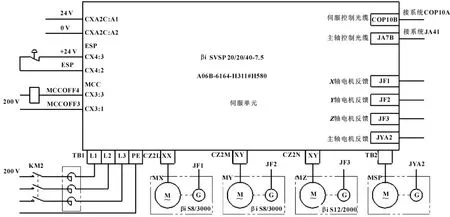
圖2 伺服單元接線圖
數控系統采用FANUC-0i Mate MD系統,與伺服 端口接線以及與I/O LinK模塊接線如圖3所示[3-4]。
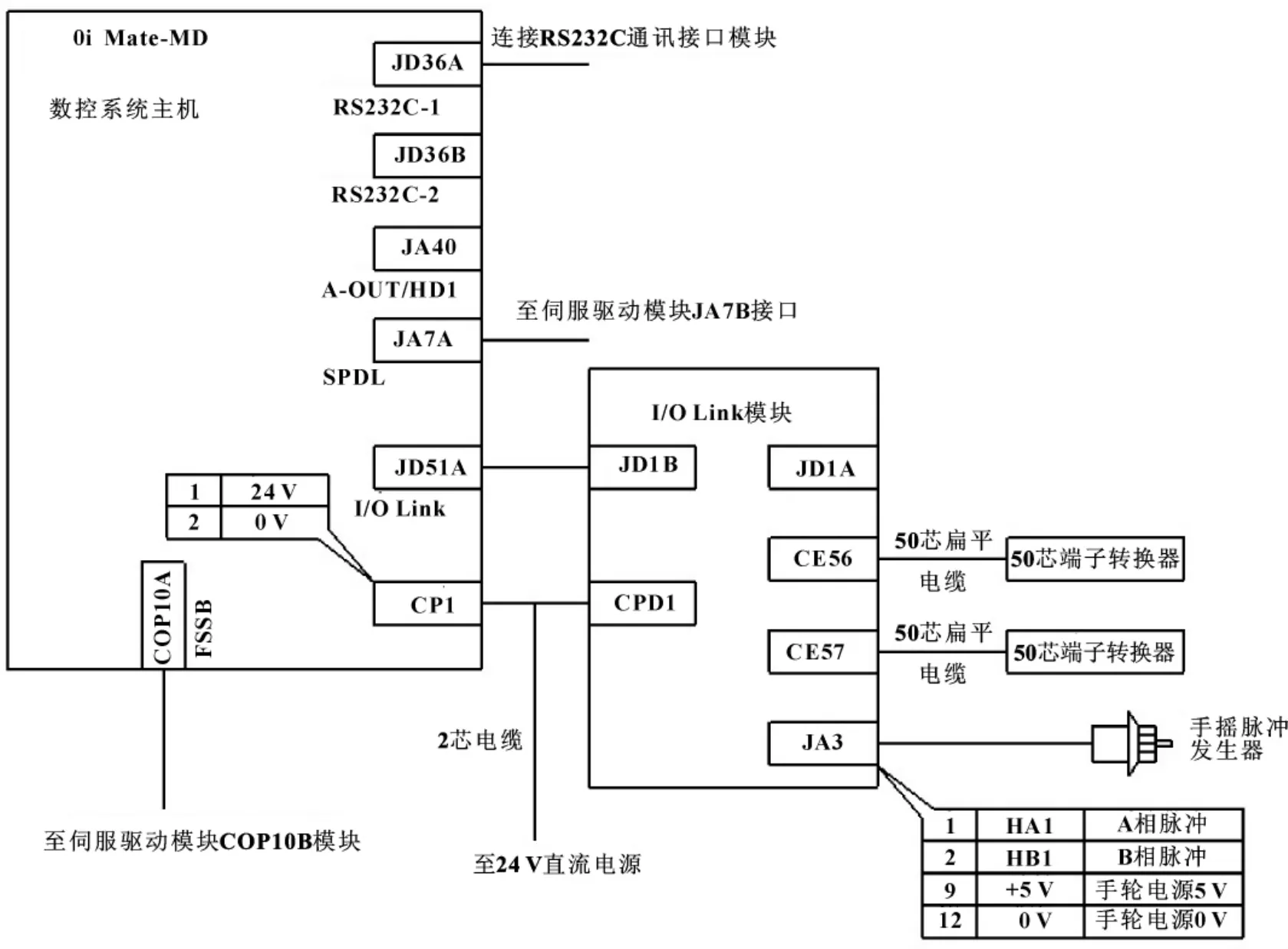
圖3 數控系統接線圖
3 PMC設計
數控機床在運行過程中,CNC內部和機床各行程開關、傳感器、按鈕、繼電器等開關量信號的控制任務是由PLC來完成的。FANUC系統內置PLC專用于控制數控機床,其中有多條專用指令,故而叫做PMC—可編程機床控制器,其程序采用梯形圖格式。
根據數控綜合實驗裝置的控制要求和實驗項目任務,PMC常用輸入點36個,輸出點9個,其I/O分配情況如表2—3所示。
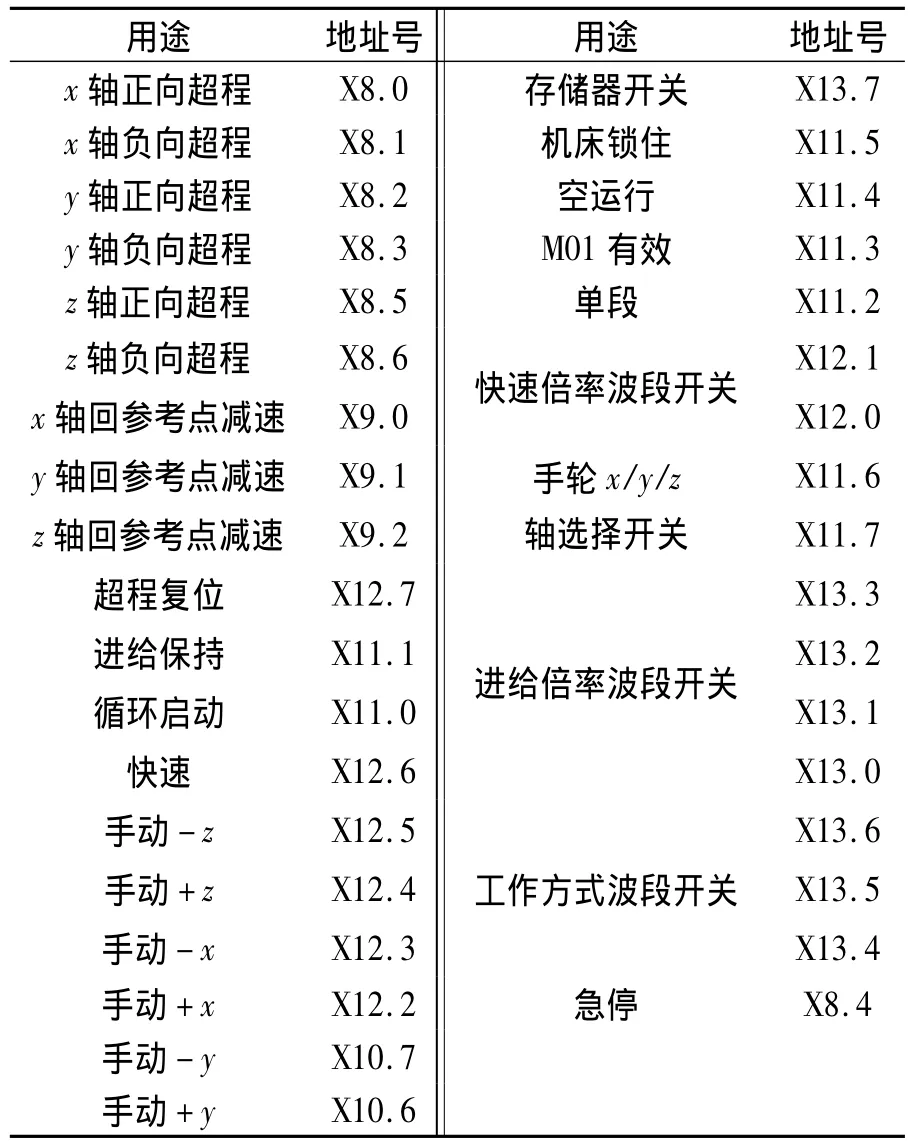
表2 PMC輸入信號I/O分配
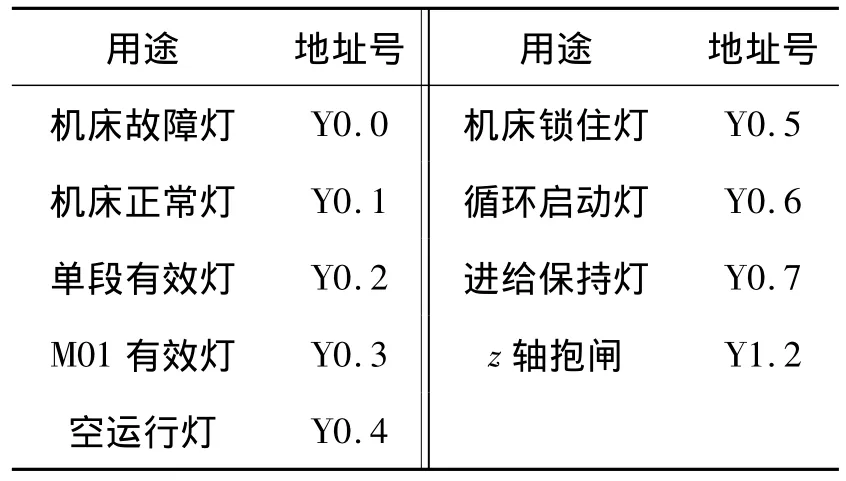
表3 PMC輸出信號I/O分配
PMC梯形圖使用FANUC LADDER-Ⅲ軟件編寫,分為第一級和第二級兩部分,其中第一級程序每8 ms執行一次,用于處理短脈沖信號,如圖4所示[5-8]。
4 故障點設置
根據數控機床在生產中較為常見的故障現象,通過旋鈕開關在實驗裝置上設置了23個故障點。實驗中,由教師設置故障,學生根據故障現象、系統報警和外部報警,結合系統參數、PMC梯形圖和電氣原理圖,來判斷并排除故障,進行數控機床的故障診斷訓練。
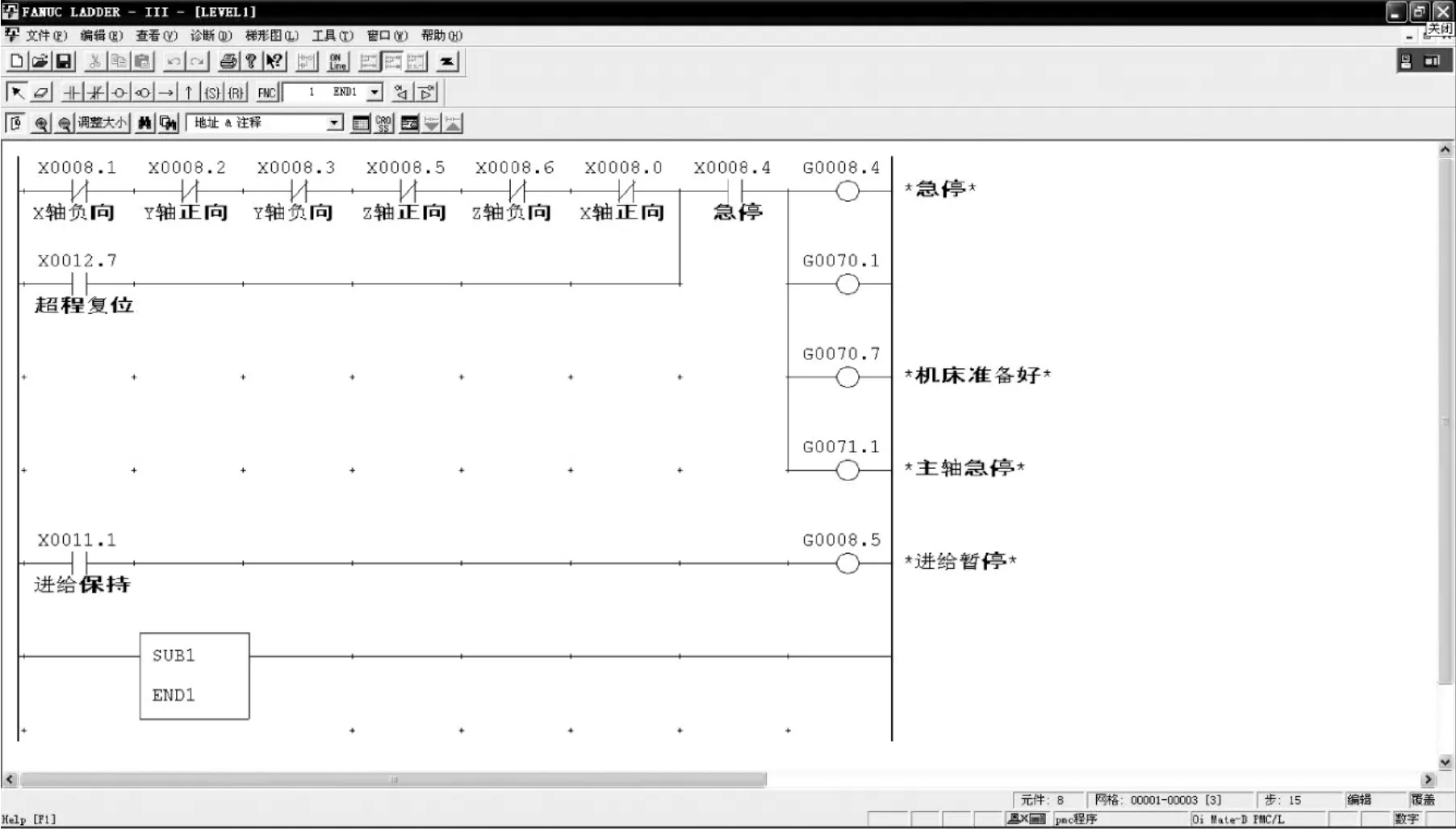
圖4 PMC第一級梯形圖
例如,系統報警“SV0602逆變器過熱”,查看FANUC維修說明書,該報警內容為伺服放大器過熱。分析其原因,最大可能為伺服單元的風扇故障。按照電氣原理圖檢查線路,果然發現伺服單元風扇的電源線被斷開。關機后,旋鈕開關接上風扇線路,等待幾分鐘,待伺服放大器冷卻后再開機,報警消除,系統恢復正常[9]。
5 結束語
基于FANUC-0i系統的開放式數控綜合實驗裝置極大地改善了機電專業學生的實踐教學硬件環境,為機床電氣控制、數控技術等課程和相關內容的畢業設計、研究生學習提供了支撐條件。可以使學生全面深入地學習數控機床的設計方法、安裝調試、常見故障診斷及處理,培養出既懂數控機床原理又熟悉現場調試維修的工程技術人員。
【1】張旭輝,李強,姜俊英,等.開放式數控系統實驗教學平臺研究[J].機床與液壓,2009,37(10):193-195.
【2】杜學文,顧容,孔德彭.多功能一體化數控實驗教學系統[J].實驗室研究與探索,2011(6):232-234,263.
【3】北京FANUC公司.FANUC Series 0i-D/0i Mate-D維修說明書[M].北京:北京FANUC機電有限公司,2009.
【4】李德榮,梁景松.基于FANUC 0i Mate-MC數控系統的普通銑床改造[J].機床與液壓,2010,38(4):93-95.
【5】北京FANUC公司.BEIJING-FANUC PMC梯形圖語言編程說明書[M].北京:北京FANUC機電有限公司,2001.
【6】唐霞,陳夏冰.巧用PLC的I/O狀態和梯形圖現場診斷數控機床故障[J].機床與液壓,2011,39(2):140-141.
【7】王哲,趙愛國,趙德云,等.PLC在FANUC系統中的應用實例[J].機床與液壓,2010,38(18):79-80.
【8】余金偉,廖友軍.利用PMC進行數控機床故障診斷的方法[J].機床與液壓,2009,37(6):243-244.
【9】劉瑞己.FANUC數控系統參數在維修中的應用[J].機床與液壓,2010,38(10):111-112,114.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
汽車維修與保養(2019年7期)2020-01-06 03:30:42
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
汽車維護與修理(2016年10期)2016-07-10 08:17:41
重慶工商大學學報(自然科學版)(2015年10期)2015-12-28 07:43:58
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
振動、測試與診斷(2014年5期)2014-03-01 01:14:21