基于HL系統線切割加工上下異形工件
2013-03-20 08:34:20袁根華吳裕農
機床與液壓 2013年8期
袁根華,吳裕農
(1.廣州工程技術職業學院,廣東廣州510075;2.順德職業技術學院,廣東佛山528333)
現代工程的機構運動、受力情況越來越復雜,導致零件形狀也越來越復雜。隨著制造技術水平的提高,設計應用形狀復雜的零部件越來越多,尤其在航空領域與模具行業更是如此。上下異形工件就是這樣的情況,它是一種復雜直紋曲面零件。電火花線切割加工主要依靠電極絲與工件正負極間的脈沖放電產生高溫來蝕除材料[1-3],在各種機床運動控制機構的作用下,線切割的直線電極相對工件水平面成垂直或者傾斜狀態,完成工件高度方向一條表面素線的成型,而直線電極相對工件的二維平面運動則成型零件平面方向的輪廓形狀,直線電極在工件高度方向動態的傾斜運動聯動二維平面平動運動,是上下異形這樣的直紋曲面最有效的加工方法[4]。
1 線切割加工上下異形件的加工原理
線切割加工上下同形同尺寸工件是最常見情況,如圖1所示,工件在x、y 平面上由數控控制兩拖把相對于極絲實行聯動的平動運動,走出工件相應的輪廓軌跡,極絲(直線電極)安裝在上下導輪上,并保持垂直于x、y 平面,則可加工出工件。
線切割加工上下同形但不同尺寸工件,也就是錐形工件的加工,如圖2所示。工件依然在x、y 平面上由數控控制兩拖把相對于極絲實行聯動運動,走出工件下底面的輪廓軌跡,極絲安裝在上下導輪上,上導輪又安裝于上支架上且由數控控制的小型U、V 拖把上,極絲與上導輪一起跟隨U、V 拖把運動,導致極絲在高度方向產生以下導輪為支點進行的擺動運動,因x、y 和U、V 四軸在兩個平面內實行數控聯動[5],可確保極絲在x、y 平面輪廓軌跡走到任何一點,都與x、y 平面保持一個衡定的錐角為:

但是錐角在空間矢量卻是變化的,則可加工出錐形工件。
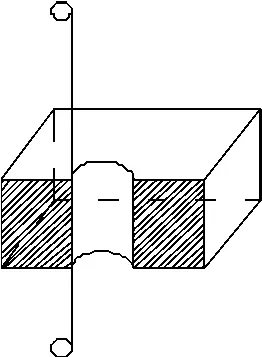
圖1 線切割非錐加工圖
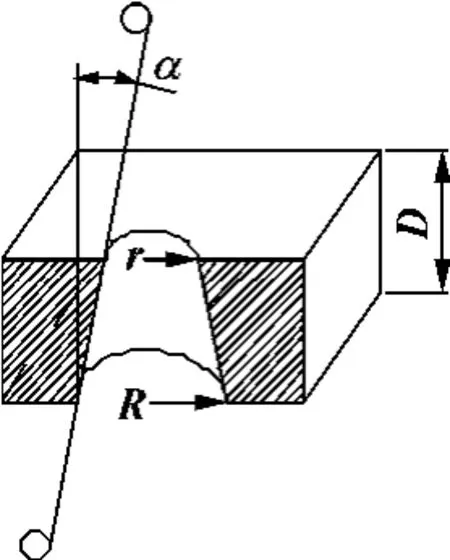
圖2 線切割錐形件加工圖
線切割加工工件的上下形狀不同,最大輪廓尺寸相同或不同時,也就是上下異形工件的加工,如圖3所示。與一般錐形件加工比較,加工上下異形工件所需的聯動方式相同,只是錐角α 在x、y 平面輪廓軌跡的各點除矢量是變化的外,其值也一直在瞬間變動。
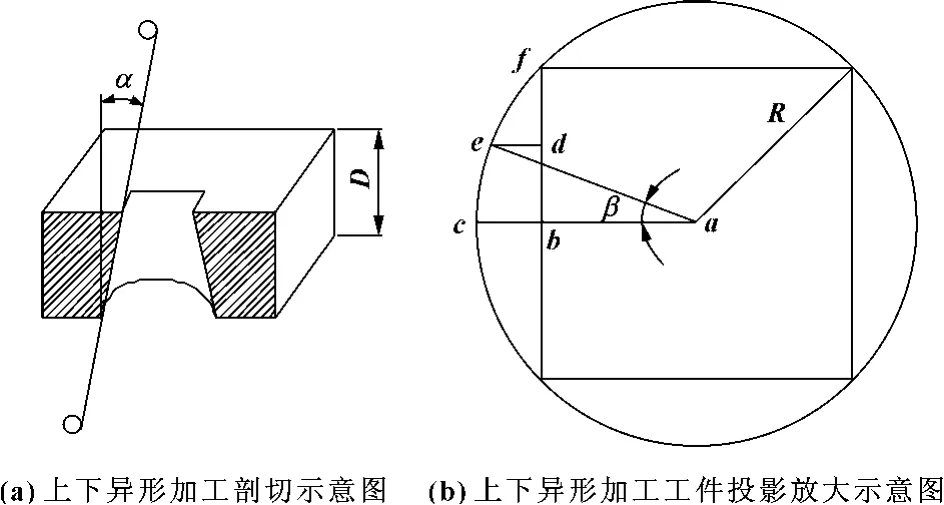
圖3 線切割上下異形件加工圖
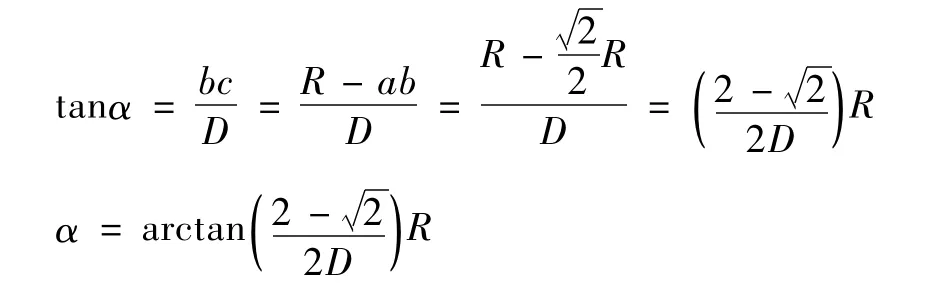
圖3(b)中c、e、f 三點上,極絲與x、y 平面形成的夾角α 在f處值為0,c處最大。c處的α 計算式為:
以圖3(b)所示任意角β為例計算極絲在輪廓e處的錐角α 計算式為:
因此上下異形加工實質上是錐形加工的特例,屬于動態變錐角(矢量與值均變化)的錐形加工。
2 影響線切割加工上下異形工件質量的幾何要素及用HL系統加工時的處理方法
2.1 影響線切割加工上下異形工件質量的幾何要素
影響線切割上下異形工件加工尺寸準確性、加工質量的因素除了與一般線切割加工的質量因素,如電參數的選擇、機床結構本身精度等有關外,還與機床結構有關的幾項幾何要素有關。以圖4為例,工件高度為D,上平面輪廓為邊長2b的正方形,下平面輪廓是半徑為R的圓,在下圓圖形右象限點瞬間時尺寸可由R、α值保證:
現以此點精度的實現來分析上下異形工件加工時,影響質量的機床幾何要素。

圖4 影響上下異形工件切割尺寸精度的幾何要素分析圖
在HL系統中,加工上下異形工件時,下圖形的輪廓軌跡程序編寫好后,用來控制x、y 平面拖把拖動工件相對極絲平動,同時極絲在U、V坐標拖動下又相對下導輪作以兩導輪中心高為半徑的圓的偏擺來保證瞬間的錐角α值,因此要保證工件R值,則當工件下底面的安裝高為h1時,工件相對極絲必須平動的距離s為:
R、b、D 3個尺寸是工件確定的,從此式看出影響上下異形工件下輪廓尺寸的唯一因素是機床上工件相對下導輪中心的安裝高度。上式同時也反映機床x、y平面平動的軌跡尺寸是由工件下圖形軌跡尺寸再播補一個機床安裝高和工件在該點瞬間錐角有關的尺寸。圖4還反映,當加工一個具體工件,機床x、y 平面平動確定時(一般以工件下平面軌跡尺寸與機床出廠默認或估測值的安裝高度確定),工件實際安裝高度越高(如在h2時),則加工出的底面尺寸越小。
加工上下異形工件時,上平面圖形尺寸的實現是通過極絲在下圖形軌跡各點上動態作出以下導輪中心為支點偏擺出的不同空間矢量且α角值也瞬間變化來實現的。而α值瞬間變化的具體實現是依靠U、V軸走坐標,以便帶動上導輪、極絲相對下導輪中心作出半徑為上下導輪安裝高度的圓的偏擺來實現。以圖4下圓右象限點為例,當上下導輪高度為H1時,U軸必須位移:
才能保證極絲在該點擺出準確的α角,從公式和圖形中都可看出影響U值的因素除了工件幾項尺寸外,唯一的機床幾何要素是上下導輪的中心高,中心高度越高,則U軸要位移的行程也越大;中心高越高,U軸位移不變,則加工的瞬間α'會更小。在HL系統中切割一般錐形件可直接在機床錐度加工模塊中輸入恒定的α角來實現,在上下異形中則依靠編寫工件上表面輪廓軌跡的程序,再結合兩導輪中心默認(或估測輸入值)的高度H,自動換算成上導輪相對底面成形輪廓軌跡對應點的U、V坐標值,控制極絲作出準確的傾斜。
2.2 上下異形工件在HL系統中加工時的處理方法
HL系統中,因為機床加工經常調整,以及夾具安裝變化等,使得每次加工不同的內容時,導輪實際中心高度和工件的實際安裝高度都要精確測繪,困難很大,因此常常是通過實際加工一個圓錐體外形或者內孔,加工前按照默認值或者估測值輸入,控制機床加工出工件后,實測上下面輪廓實際尺寸,與工件要求的理論值對照后,自動反向計算出導輪實際中心高度H與工件的實際安裝高度h,從而在加工上下異形工件時,加工前準確輸入這兩個反算出的實際數值,確保動態α、R (或者實際的下平面輪廓尺寸)的精度。
3 線切割加工上下異形工件時應注意的幾個問題
(1)上下異形工件的圖形輪廓編程應注意的問題是確保4個一致,即上下兩輪廓切割起點一致,切入輪廓的路線一致,上下輪廓切割的方向一致,上下輪廓軌跡的程序段數一致,以保證上下輪廓高度方向的平滑過渡,使加工的表面具有光滑性,見圖5所示。
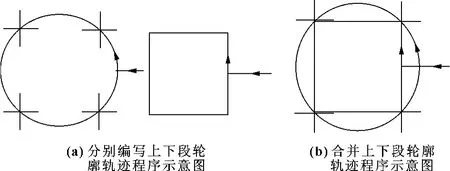
圖5 上下異形輪廓編程起點方向段數示意圖
(2)必須保證工件或者廢料能夠在加工完成后順利取出,尤其是用上下異形加工方法加工的凹模,廢料的取出必須順利,否則可能破壞加工好的工件,而用上下異形加工方法加工的凸模取出不順利時,可考慮切除周圍的廢料。因此為保證順利取出工件,取出方向的輪廓最大外切圓直徑應大于等于另一方向輪廓最小內接圓的直徑,見圖6所示。
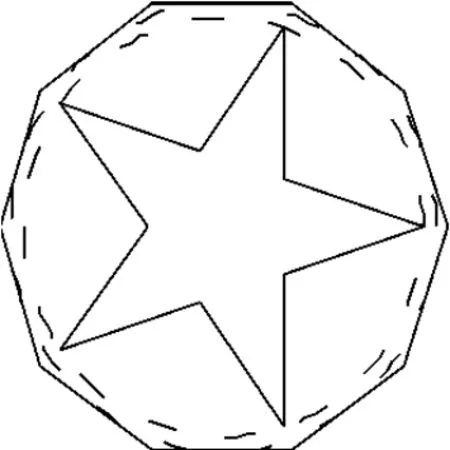
圖6 上下輪廓外切圓與內接圓比較示意圖
(3)加工上下異形工件時,如果輪廓形狀尺寸確定,工件高度太低,必定使得極絲的傾斜角度太大,這時U、V的行程就將加大,即使降低兩導輪中心高度值,也可能會超出U、V的行程。可通過模擬切割,記錄下最大的U、V 行程,判斷是否超出機床要求的行程極限。
(4)上下異形加工與錐度一樣,在起始點上的極絲應先開始設置好傾斜角度(軌跡切入點處的錐角),而帶動極絲的U、V坐標一般與加工時的切入段軌跡的x、y 方向同,因此一般線切割加工無論選擇法向、順向切入均可以,這種情況極絲不要擺動角度,但是在上下異形加工與錐度加工中順向切割,極絲到達軌跡切入點時無法擺動出傾斜角度而造成切割失敗。如圖7所示,從起始點到軌跡切入點方向為x的逆向,極絲開始擺動的只能是U的正負方向,而不能是V的正負方向,因此圖中軌跡法向切入可行,而順向切入意味著開始要V向行走傾斜極絲,是不可行的。
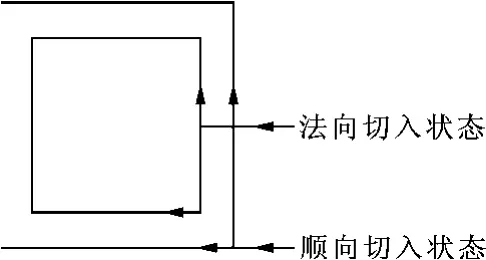
圖7 錐度(上下異形)切割時兩種切割狀態示意圖
4 在HL系統中加工上下異形工件的方法
現以加工一個上為五角星、下為圓復合一起的凸形上下異形工件為實例介紹上下異形編程與加工的方法。
4.1 程序編寫
首先在HL系統的繪圖編程界面中畫好一個五角星,并編寫好程序,保存在硬盤中,程序包含切入與切出共12段直線程序,圖8所示為五角星程序軌跡生成。
接著再畫出圓,由于圓的加工程序一般是一條加工程序,加上切入切出只有3段程序,但是這與加工上下異形要求的程序段數必須相同的要求不一致,因此圓的程序也必須與五角星一樣是相等長度的10段。如何編寫出與五角星切入起始點同、長度相等的10段圓弧程序,方法有3種,目前為止,現發行的教科書只介紹2種:一種是用二維的CAD軟件先畫出圓,等分10個點,找到10個點的坐標值,用手工編程的辦法,編寫出10段程序,加上切入切出程序共12段輸入HL系統中;第二種方法是將圓弧分割成10段,每次保留一段,再用直線連接兩端組成封閉圖形,如圖9所示,在自動編程系統中編寫出二段程序,刪除其中的直線程序,手工記錄保留圓弧程序,后將記錄的10段圓弧程序與切入切出共同12段程序全部手工錄入HL系統中。不管那種方法,都十分麻煩,現介紹一種作者摸索的簡便高效的編程方法,在HL 繪圖模塊中先畫好全圓,用等分點的辦法等分10 點,用打斷的方法,保留其中一段,再將此段圓弧建立圖塊,如圖10所示,后將圖塊旋轉9次,組成全圓,開始編程,最終編寫出的程序為10段圓弧程序,加切入與切出,與五角星一樣也是12段程序,見圖11所示。此方法隨著要分割的段數越多而越方便有效。

圖8 五角星編程軌跡圖
圖9 圓弧加直線成封閉圖
圖10 單段圓弧建立圖塊圖
圖11 圓弧分成10段的編程軌跡圖
4.2 加工模擬
調出保存于硬盤的上下兩個3B程序文件,進入模擬模塊,先調出控制x、y軸的下輪廓圖形程序,按F3參數后點擊上下異形加工,在此處再調出上圖輪廓3B程序,用于參照工件高度等參數后生成U、V控制程序,以便使得極絲在下圖輪廓的各點處能傾斜出準確的動態變錐角來。再輸入工件高度,默認其他包括導輪中心距和工件安裝高,按F1 開始模擬切割。如圖12所示,在模擬切割結束后,最底部有U、V軸在此次模擬加工中的最大最小坐標值,可查看是否超出了機床允許的行程,如超出,則可通過減小導輪中心距離,再模擬,直到可行為止。

圖12 模擬切割完成圖
4.3 實際加工
保持模擬加工U、V 不超極限行程的已經調整好的兩導輪中心距,校正極絲的垂直度,試切一個圓錐體,加工后測量上下圓的實際尺寸,輸入HL系統的校準模塊中,能夠反算得到準確的導輪實際中心距和工件的實際安裝高度(能精確到微米),記下這兩個準確的參數,在加工上下異形工件時輸入這兩個實際數值,選擇電參數后,就可開機加工。
5 結束語
上下異形工件是一種直紋曲面,屬于復雜類工件,但很適合于線切割機床的加工。在兩個平面四軸聯動控制基礎上,只要正確處理好上下異形加工的一些特殊工藝問題與注意點,正確選擇機床相關的幾何參數以及線切割加工的脈沖電參數,將獲得高質量的上下異形工件。
【1】王勇,郭磊.電火花數控線切割加工工藝的探討[J].機床與液壓,2009,37(7):262-263.
【2】劉晉春,趙家齊,趙萬生.特種加工[M].北京:機械工業出版社,2004.
【3】李云程.模具制造工藝學[M].北京:機械工業出版社,2001.
【4】謝麗華.電火花線切割加工上下異形零件[J].金屬加工,2009(8):48-49.
【5】蔣秋生,敦鐘寧.電火花線切割上下異形加工模塊的研究與開發[J].電加工與模具,2005(2):11-13.
