基于PLC的高壓測漏機控制系統設計與分析
2013-03-20 08:34:24王曉磊李曉丹
機床與液壓 2013年8期
關鍵詞:系統
王曉磊,李曉丹
(遼寧工業大學機械工程與自動化學院,遼寧錦州121001)
充氣式減振器是20世紀60年代發展起來的一種新型減振器,廣泛應用在轎車懸架系統中。由于在減振器內部充有2~3 MPa的氮氣,因此檢測減振器缸筒是否存在砂眼、裂縫等缺陷至關重要。為此,需要開發一臺高壓高效的測漏機。由于PLC 具有可靠性高、編程和使用方便、接線簡單等特點,在工業化自動生產領域得到廣泛應用。因此,測漏機以PLC 作為控制器,實現自動檢測過程。
1 工作原理
高壓測漏機總體結構如圖1所示。
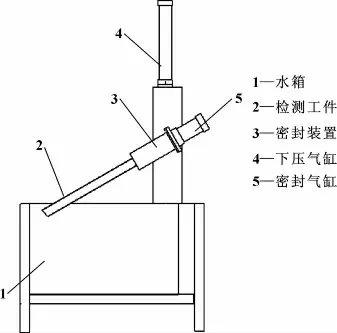
圖1 總體結構
將檢測工件放到測漏機托盤上,密封氣缸帶動密封裝置將工件夾緊,同時密封。密封結束,升降氣缸將工件密封裝置和夾緊氣缸一起浸入水箱中。下降到指定位置,打開壓縮空氣控制閥向工件內充入高壓氣體,延時30 s,若水箱中無氣泡產生,則認為質量完好,否則存在質量缺陷。延時時間到,升降氣缸上升,上升到指定位置,打開泄壓閥,工件腔內泄壓,當泄壓到設定值時,密封氣缸帶動密封裝置與工件分離,接著人工卸件,單次檢驗結束[1]。
2 氣壓系統設計
測漏機的氣壓系統如圖2所示。

圖2 氣壓系統原理圖
由于從空氣壓縮機出來的氣源壓力較低,所以采用了增壓泵來獲得高壓氣體,將其存儲到儲氣罐中。系統中的氣缸均采用可調緩沖氣缸,并配有磁性開關,使系統更加簡潔。壓力傳感器主要為系統提供是否已充入高壓氣體的反饋信號,控制增壓泵是否工作[2]。
3 控制系統分析設計
根據測漏機的控制要求,選擇S7-200 CPU 224 PLC 作為控制器。PLC控制器的輸入輸出地址分配如表1所示。控制系統接線圖如圖3所示。下面根據控制系統接線來分析各動作過程。

表1 輸入輸出地址分配
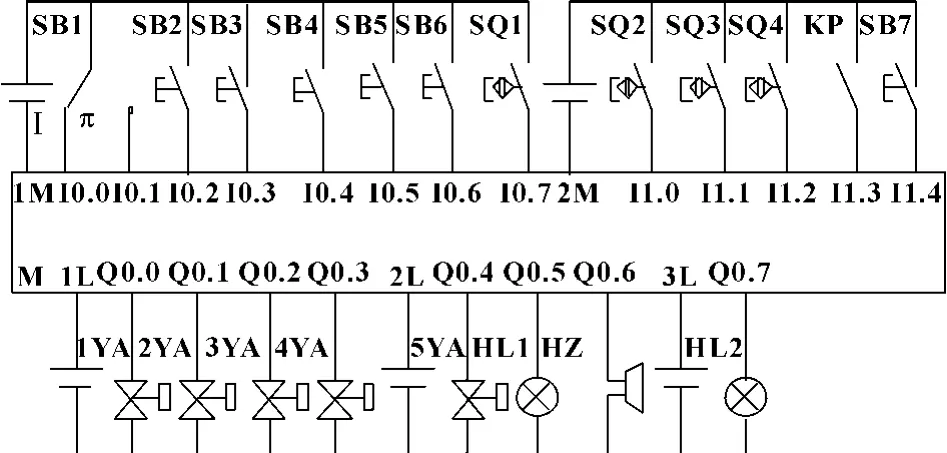
圖3 控制原理接線圖
系統控制包括手動單步控制和自動控制。當SB1位于Ⅰ位置時處于手動狀態,主要用于設備的調試和故障時的單步操作,自動操作模式自動完成一個循環過程。按下啟動按鈕時,系統便進入連續動作的一個工作循環。無論在自動模式還是在手動模式下,系統一旦運行,4YA得電空氣增壓系統工作,調整壓力繼電器使空氣增壓系統輸出氣壓達到2 MPa,使儲氣罐保持在2 MPa,由壓力繼電器發出反饋信號,4YA斷電。下面根據控制系統接線來分析自動控制的各動作過程[3]。
(1)操作者將工件放在工位上。按下啟動按鈕SB2 設備正常工作。3YA得電,1YA、2YA、5YA斷電,密封氣缸工作,密封頭將測漏工件密封,延時約1 s 后,5YA得電。工件充入高壓氣體。
(2)2YA得電,下壓氣缸工作,測漏工件進入水槽,延時30 s,同時2YA斷電,1YA得電,下壓氣缸工作將測漏工件提起。
(3)1YA、2YA、3YA、5YA斷電,密封氣缸工作將測漏工件松開,測漏工件排氣,操做者卸下工件。
(4)其中HL1為增壓泵達滿指示燈,當到工作壓力時指示燈亮。HL2為設備的上電指示燈,系統運行時該指示燈亮。HZ為報警蜂鳴器,通過對PLC軟件的編程使它在工作中起到提示和報警的作用。按鈕SB3為緊急停止按鈕,當設備在工作過程中遇到異常狀況時按下,使整個設備輸出斷電。
4 控制系統軟件設計
通過上面的分析,可以編制出相應的軟件。軟件的主順序功能圖如圖4所示。在程序初始化過程中首先應使各氣缸處于復位狀態;而且必須使高壓儲氣罐達到工作壓力,然后才能選擇手動或自動[4]。軟件的自動控制功能圖如圖5所示。
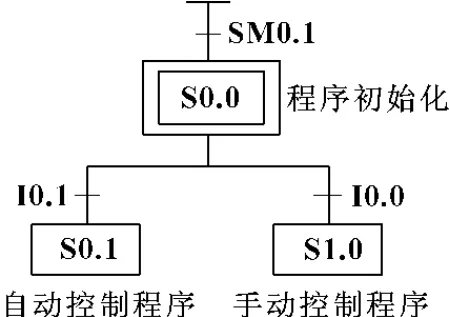
圖4 主程序功能圖
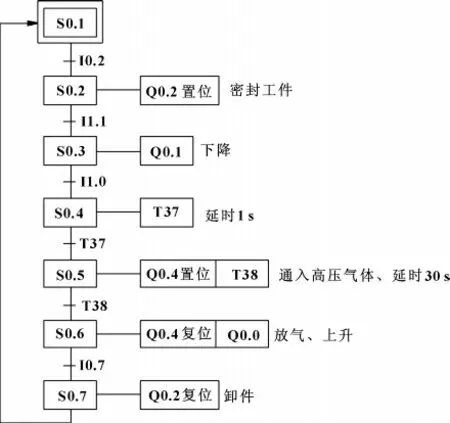
圖5 單循環的自動流程圖
5 結束語
采用PLC 作主控元件,實現了檢測過程的自動化控制,而且連線簡單、抗干擾能力強。經某企業實際應用表明:該系統性能穩定,操作簡單,維護方便,效果好,同時為其他測漏機的開發提供了參考。
【1】龍飛,刑武.氣密性檢測分析[J].液壓氣動與密封,2000(5):21-25.
【2】李解,魏曉譞.基于PLCS7-300 電磁閥氣密性檢測平臺設計[J].流體傳動與控制,2011(4):35-37.
【3】肖艷軍,李磊,周婧,等.基于PLC的自動續料機械手[J].機械設計與制造,2011(2):152-153.
【4】向曉漢.西門子PLC 高級應用實例精解[M].北京:機械業出版社,2010.
【5】鐘麗瓊,胡浩,楊明華.一種基于STC 單片機的正負壓測漏系統設計[J].機床與液壓,2012,40(2):62-64.
【6】王明武.基于PLC的全自動鋁錠碼垛機設計[J].機床與液壓,2012,40(2):62-64.
【7】詹長書,李軍,楊慶俊,等.汽車燃油系統測漏儀的研制及其應用[J].機床與液壓,2004(2):105-106.
【8】朱凌宏.基于PLC的液壓驅動式機械手動作設計[J].機床與液壓,2011,39(6):79-80.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
