空氣油霧定量控制噴霧冷卻技術研究
2013-03-20 08:34:36滕燕李小寧傅婷婷
機床與液壓 2013年9期
關鍵詞:質量
滕燕,李小寧,傅婷婷
(南京理工大學機械工程學院,江蘇南京210094)
高速高精加工機床中的冷卻技術很大程度上影響著零件的加工質量和加工效率。近年來噴霧冷卻技術以其高效、節能、環保等優點得到迅速發展[1-4],廣泛應用于高檔加工機床的冷卻系統中[5-6],它是將氣液兩相流的混合體以壓力霧化的方式噴射到切削區,霧化的油液顆粒在切削區的高溫作用下發生相變并汽化,吸收切削熱從而達到冷卻的效果。噴霧冷卻中油液的霧化特性、氣液混合比等對高速高精加工的冷卻效果和加工質量都有很大影響。目前國外生產的高速高精加工機床上一般都帶有噴霧冷卻裝置,但價格高,結構封閉且技術保密,國內機床企業難以仿制。因此,開發高效節能的空氣油霧定量控制冷卻裝置、開展噴霧冷卻技術基礎研究對推動我國高檔機床產業的發展意義重大。
作者旨在研究一種結構簡單、經濟性好的空氣油霧定量控制冷卻裝置,并開展噴霧冷卻技術基礎試驗研究,探討噴霧冷卻中油液霧化特性及其對加工質量的影響規律,為合理選取噴霧冷卻工作參數、提高加工精度和冷卻效率提供依據。
1 空氣油霧定量控制冷卻裝置
提出了如圖1所示的空氣油霧定量控制冷卻裝置,油霧器中的油滴與高速流動的壓縮空氣混合形成氣液兩相流并經噴嘴高速噴出,油液被霧化成微小的霧狀顆粒噴射到切削區,吸收切削熱并汽化,實現冷卻和潤滑。節流閥4可調節油霧器的進氣流量,減壓閥2可調節霧化壓力,調節油霧器7可以控制油霧器每分鐘的滴油數,實現對空氣油霧質量比的控制。
圖1 空氣油霧定量控制冷卻裝置結構組成示意
2 噴霧冷卻油液霧化特性試驗研究
2.1 油液霧化特性試驗評價方法
油液霧化顆粒粒度大小及尺寸分布是評價油液霧化特性的重要指標,作者采用氧化鎂壓痕法[7]對油液霧化顆粒的直徑進行測量。試驗時在有機玻璃采樣板上均勻涂抹一層氧化鎂粉末,并置于噴嘴的正前方,當霧化的油液顆粒噴射到采樣板表面時,就會在氧化鎂涂層上留下撞擊的壓痕。采樣結束后,將采樣板移至顯微鏡下并用攝像頭保存采樣圖片 (如圖2所示),利用計算機對采樣圖片進行處理后讀取數據即可得到油液霧化顆粒的尺寸。對試驗中得到的多個采樣圖片進行數據統計和分析處理后,即可得到涂料霧化顆粒的尺寸分布。試驗中,噴嘴與采樣板間的距離為550 mm,每次試驗采集10 s,更換采樣板重復試驗5次,每塊采樣板在顯微鏡下隨機拍攝5幅圖像。
圖2 吸附有油霧顆粒的氧化鎂采樣圖片
2.2 試驗結果及分析
2.2.1 噴嘴直徑對油液霧化特性的影響
采用φ1.3、φ1.5、φ1.7、φ2 和φ2.2 mm 等5種不同直徑的噴嘴進行了油液霧化試驗,試驗結果如圖3、圖4所示。
圖3 不同直徑噴嘴下的油霧顆粒平均直徑
圖4 不同直徑噴嘴下的平均油霧顆粒數
為了獲得油霧顆粒直徑d的分布均勻度,引入了方差VARA,如圖5所示。

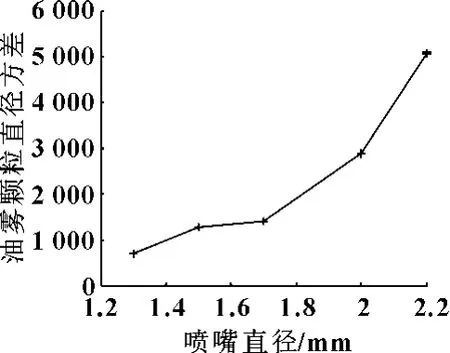
圖5 不同直徑噴嘴下的油霧顆粒直徑方差
分析圖3—5可以看出:油霧顆粒平均直徑隨著噴嘴直徑的增大而增大,噴嘴直徑越小,油霧顆粒平均直徑越小,油霧顆粒數越多,且油霧顆粒的直徑方差越小,說明油霧顆粒的分布越均勻。分析其原因:在相同的空氣流量下,噴嘴直徑越小,油霧器內文氏管中的壓力越高,則油滴越容易破裂成更細小的油霧顆粒;在油液流量一定的情況下,油霧顆粒的直徑越小,則顆粒數越多,顆粒分布越均勻,油液的霧化程度越高。
2.2.2 空氣油霧質量比對油液霧化特性的影響
改變空氣油霧質量比進行了油液霧化特性試驗,結果如圖6—8所示。分析圖6和圖7可以看出:油霧顆粒平均直徑隨著空氣油霧質量比的增大而減小,空氣油霧質量比越大,油霧顆粒平均直徑越小,平均油霧顆粒數越多。分析其原因:空氣油霧質量比增大,油滴與氣流的相對速度增大,逐漸大于油滴破裂的臨界速度,使得油滴更容易破裂成細小的顆粒,因此顆粒數目也越多。進一步分析圖8可知:油霧顆粒直徑方差隨空氣油霧質量比增大先急劇下降、后穩定在某一范圍內,這說明較大的空氣油霧質量比會使油霧顆粒分布更趨均勻。試驗中,當空氣油霧質量比為196~233時,方差趨于平穩且最小,霧化效果較好。
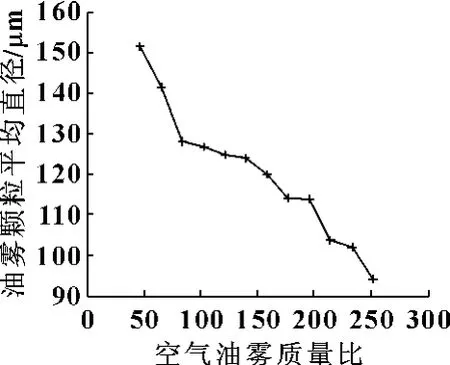
圖6 不同空氣油霧質量比下的油霧顆粒平均直徑
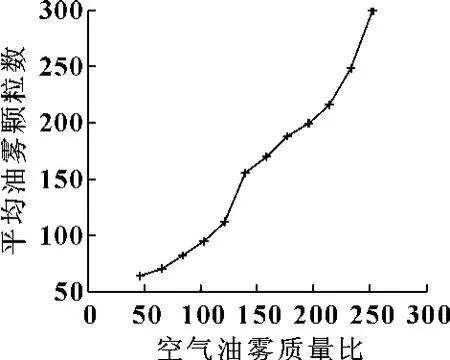
圖7 不同空氣油霧質量比下的平均油霧顆粒數
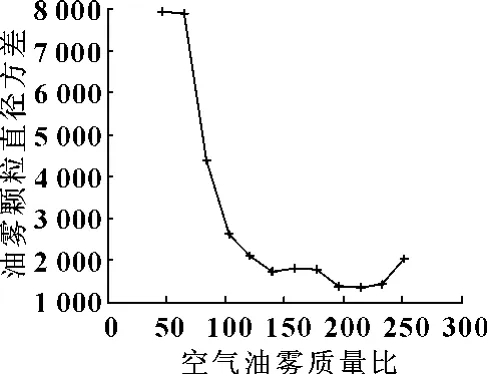
圖8 不同空氣油霧質量比下的油霧顆粒直徑方差
3 空氣油霧定量控制冷卻裝置的切削試驗
3.1 切削試驗方法
在立式銑削加工中心上利用所研發的空氣油霧定量控制裝置作為加工冷卻裝置進行了銑削加工試驗。噴霧冷卻所使用的噴嘴以及空氣油霧質量比與油液霧化特性試驗的相同。為了對比,還進行了噴油冷卻和無切削液冷卻兩種條件下的切削對比試驗。
3.2 試驗結果與分析
3.2.1 噴嘴直徑對工件加工表面質量的影響
圖9給出了對應不同直徑噴嘴的銑削加工工件表面粗糙度Ra值,可以看出:當噴嘴直徑由大變小時,工件Ra值呈現先減小后增大的趨勢,Ra值存在一個最優值。對應此次試驗,該最優值出現在噴嘴直徑為φ1.7 mm處。結合前面的研究結果分析產生這一現象的原因是:當噴嘴直徑逐漸減小時,霧化得到的小尺寸顆粒數增多,霧化顆粒分布更趨均勻,霧化效果更好,這使得油霧顆粒與工件表面的接觸面積更大,對工件的冷卻潤化效果更好,因此更易得到較小的表面粗糙度值;但如果噴嘴直徑過小,空氣油霧射流出口速度過快,油霧顆粒的霧化程度過高,則射流來不及完成與切削區充分的熱交換就已經被吹散了,反而會導致冷卻效果變差,工件表面粗糙度值增大。
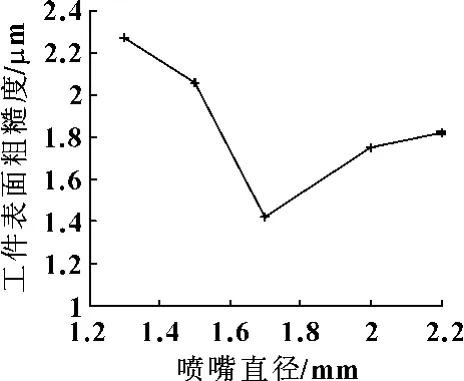
圖9 不同直徑噴嘴下加工得到的工件Ra值
3.2.2 空氣油霧質量比對工件加工表面質量的影響
圖10給出了對應不同空氣油霧質量比的銑削加工工件表面粗糙度Ra值,可以看出:在此次試驗的空氣油霧質量比范圍內,隨著空氣油霧質量比的增大,工件的Ra值先減小后穩定在某一范圍內。分析其原因:隨著空氣油霧質量比增大,霧化顆粒平均直徑減小,油霧顆粒數增多,分布趨于穩定,這些都更有利于切削加工的冷卻,因此更易得到較好的加工表面質量。
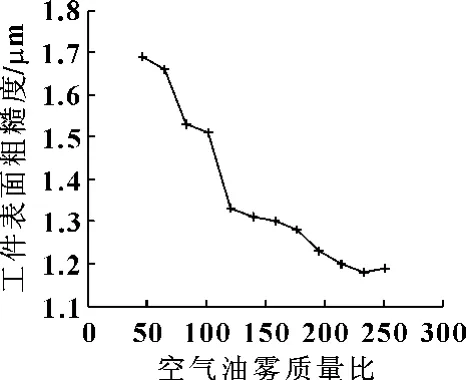
圖10 不同空氣油霧質量比下加工得到的工件Ra值
3.2.3 不同冷卻方式對工件加工表面質量的影響
表1給出了3種不同冷卻方式下加工得到的工件表面粗糙度Ra值,可以看出:空氣油霧冷卻條件下得到的工件表面粗糙度與噴油冷卻時得到的工件表面粗糙度基本相當。但一臺加工中心若采用傳統的噴油冷卻切削加工,需要切削液約1 200~6 000 L/h;而采用空氣油霧定量控制冷卻裝置進行噴霧冷卻的用油量不大于0.026 L/h,約為噴油冷卻的1/50 000。因此,切削液的用量非常少,大大節約了生產成本,而且保護了環境。

表1 不同冷卻方式下工件表面粗糙度Ra值的比較
4 結論
研究并提出了一種簡單、經濟的空氣油霧定量控制冷卻裝置,探討了噴霧冷卻中油液霧化特性及其對加工質量的影響規律,得到以下結論:
(1)噴嘴直徑和空氣油霧質量比是影響噴霧冷卻中油液霧化特性的重要因素。噴嘴直徑越小、空氣油霧質量比越大,霧化得到的油霧顆粒直徑越小,油霧顆粒數越多,油霧顆粒的分布越均勻,油液的霧化效果越好;
(2)噴霧冷卻中噴嘴直徑對加工表面質量Ra值存在一個最優值,過大和過小的噴嘴直徑均不利于提高加工表面質量,實際加工時應進行合理選取;
(3)相比于噴油切削和干切削,噴霧切削具有加工質量較好、成本低、環境污染小的綜合性能。
【1】朱冬生,孫紀遠,宋印璽,等.噴霧冷卻技術綜述及納米流體噴霧應用前景[J].化工進展,2009,28(3):368-373.
【2】VISARIA M,MUDAWAR I.Application of Two-phase Spray Cooling for Thermal Management of Electronic Devices[J].IEEE Transactions on Components and Packaging Technologies,2009,32(4):784-793.
【3】SILK Eric A,KIM Jungho,KIGER Ken.Spray Cooling of Enhanced Surfaces:Impact of Structured Surface Geometry and Spray Axis Inclination[J].International Journal of Heat and Mass Transfer,2006,49(25):4910-4920.
【4】蘆秋敏,雷樹業.霧化噴射冷卻的機理及模型研究[J].工程熱物理學報,2005,26(5):817-819.
【5】韓榮第,張悅.采用氣體射流冷卻潤滑綠色切削技術的研究進展[J].工具技術,2006,40(11):6-9.
【6】劉劍,繆佳興.噴霧冷卻技術及其應用[J].工具技術,2004,38(11):50-52.
【7】滕燕,王譞,孫中圣,等.高壓無氣噴涂涂料霧化特性實驗研究[J].表面技術,2011,40(6):68-70.
【8】胡佳英,彭躍湘,任東.切削加工中噴霧冷卻技術的試驗研究[J].機械設計與制造,2007(10):96-97.
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
