四元數法改善復雜曲面5軸加工精度研究
2013-03-31 07:11:30于洋鄧勇生潘琳
機床與液壓 2013年7期
關鍵詞:設計
于洋,鄧勇生,潘琳
(1.西安石油大學機械工程學院,陜西西安710065; 2.中國航天科技集團公司第四研究院第四十四研究所,陜西西安710025)
自由曲面廣泛地應用于現代工業設計中,例如航空、航天、汽車、模具等。5軸數控加工給復雜自由曲面的加工帶來了更多的靈活性、高效率以及良好的精度表現,可以處理三軸機床無法加工的曲面[1-2]。然而,5軸數控加工仍有許多問題有待解決和改進,比如刀軸控制就被認為是數控編程中最困難的問題之一,主要是由于5軸加工中刀具運動的復雜性和復雜自由曲面曲率分布的不規則所致。在5軸加工中,由于刀具方向的不斷變化,當刀具軸向過度依賴被加工曲面幾何時,容易產生刀具軸向變化劇烈,從而導致過切、碰撞以及切削誤差過大的情況。因此,要充分發揮5軸數控加工的優勢,必須解決刀軸過度依賴曲面幾何導致變化劇烈這一瓶頸問題。
近年來,國內外學者對此做了許多工作,然而大多數都集中在處理避免過切干涉的發生及其修正上[3-6]。對于加工精度的要求,通常都是通過增加刀具接觸點的方式達成,雖然的確能夠提高加工精度,但是會造成NC數據過于龐大的問題,很少有通過調整刀具軸向來達到避免過切、提高精度的文獻。MORISHIGE等[7]應用2-Dimensional C-Space的方法,將傾斜角 (Lead Angle)及偏擺角 (Tilt Angle)映射至C-Space上,求取合理刀具軸向,但對于自由曲面,須將曲面離散成細小平面再做計算,效率很低。文獻[8-9]通過尋找可行性的刀具方向來控制曲面加工誤差,效率較低。文獻 [10]提出了通過設置權重的方式來進行刀具軸向的均勻化分配,但對其中的干涉檢查和處理分析不透,并沒有從理論和方法上進行創新和突破。基于此,作者提出了一種新的刀具軸向設計算法,該方法根據曲面的微分幾何特性,通過制定可能發生過切處的刀具軸向,藉以計算其他位置的軸向,同時進行過切、干涉檢查及處理,提高切削效率,保證曲面的加工精度和加工質量。
1 刀具軸向設計考量及初始位置
1.1 刀具軸向設計考量
考慮到5軸加工中,設計不合理的刀軸方向會導致機床震動、切削誤差過大、過切、碰撞以及加工不完整的情況發生,因此,設計刀具軸向時必須要滿足以下條件:(1)刀具軸向的設計必須考慮過切、碰撞的情況;(2)同一條刀具路徑上,兩個刀具接觸點之間的刀具軸向變化量應該盡可能小。因此,作者提出了通過指定可能發生過切、干涉區域的刀具軸向,再依據四元數插補方法,計算出其余位置刀具軸向的方法。
1.2 刀具初始位置
設定當前刀具接觸點 (CC點)坐標為C(xC,yC,zC),過點C的曲面切平面可表示如下:

其中[A,B,C]為切平面的單位法矢,也是刀具軸向的單位方向矢量,可表示如下:

其中:P(u,v)為曲面上任一點的矢量,u、v為變量,則曲面上任意一點可由直角坐標系的分量x(u,v)、y(u,v)、z(u,v)來表示。
在重要區域的刀具軸向的指定方法上,為了幾何上計算簡便,并且可以進行嚴謹的刀具碰撞的檢測,作者提出以曲面上CC點處的法線方向作為基準,在刀具前進方向,傾斜某一角度θ來得到刀具初始位置,如圖1所示。

圖1 初始刀具軸向
2 四元數內插法
四元數 (Quaternion)最初的理論是以一對三維空間向量之間的角度關系定義,近年來則常被應用在電腦圖形學及機器人學上,用來描述運動方式。
一個四元數q中包含4個元素,定義如下:

其中:qx,qy,qz,qw為實數,i,j,k則是符合以下規則的坐標軸:

qw稱為純量部分,而(qx,qy,qz)稱為向量部分。

圖2 四元數插補法
四元數算法不僅支持相同的旋轉速度,而且在大圓弧上的插補向量連接兩個邊界向量,如圖2所示。給定兩個指定的刀軸方向V1(V1x,V1y,V1z)、V2(V2x,V2y,V2z),對于從V1(V1x,V1y,V1z)、V2(V2x,V2y,V2z)的四元插補方程V(n)可以表示如下:

其中:參數n為插V1與V2之間的向量,θ= cos-1(V1·V2)
使用四元數插補法對圖3中所指定的刀具軸向進行其余刀具軸向插補,插補后的刀具軸向分布如圖4所示,圖5顯示了刀具軸向變化角度的比較圖,可以看出:四元數插補法可以提供光順的刀軸變化,并且不會產生不需要的刀軸扭曲和跳動。

圖3 指定特定位置刀具軸向

圖4 四元插補法所生成的刀具軸向

圖5 四元數插補法刀具軸向變化
3 干涉刀位的修正
在完成刀具軸向設計之后,則需要對每一個刀具軸向來進行刀具干涉偵測。就空間幾何來看,直接計算檢查點到刀具的垂足距離d并判斷,若其垂足距離d小于刀具半徑D/2,則表示發生刀具碰撞;反之,若其垂足距離d大于刀具半徑D/2,則無碰撞。
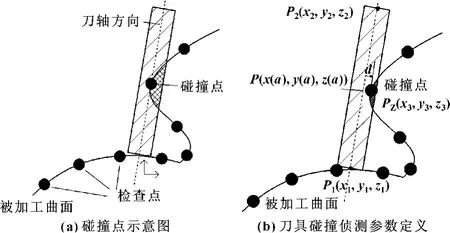
圖6 碰撞示意及參數定義
假設刀具軸向的旋轉中心為P1(x1,y1,z1),端點為P2(x2,y2,z2),而檢查點為PZ(x3,y3,z3),如圖6所示,可以用參數a表示成參數式:

令Δx1=x2-x1、Δy1=y2-y1、Δz1=z2-z1得:
接下來計算檢查點到刀具中心的垂足點P(x(a),y(a),z(a))的距離d:

將式(8)代入式(7)得:

令Δx2=x3-x1、Δy2=y3-y1、Δz2=z3-z1,式(9)可如下表達:

又點PZ到刀具中心軸的垂足距離為最短距離,所以:


最后求得的a為:

將所得的a代入式 (7)求檢查點PZ到刀具中心軸的垂足點P,而PZ到刀具中心軸的垂足距離d亦可求得。最后判斷若垂足距離d小于刀具半徑D/2,則發生刀具碰撞亦檢查點PZ為碰撞點;若垂足距離d大于刀具半徑D/2,則檢查點PZ不是碰撞點。
4 算例分析
為了更好地驗證文中所提出的刀軸設計算法,作者使用主軸旋轉式5軸機床進行切削實驗。實驗將針對兩種不同的刀具軸向設計方式:傳統法向法與四元數插補法,對比兩種加工方法的切削誤差,并進行探討。加工條件如表1所示,曲面模型如圖7所示,采用等參數加工法,機床型號為Mazak5軸立式加工中心500-5X。

表1 加工條件
圖8為使用四元數插補法所設計的刀具軸向分布圖,圖9為使用傳統的法向刀具軸向設計方法所生成的刀具軸向。可以明顯看出:使用傳統方法所設計的刀軸變化較為劇烈,刀軸角度平均變化量大概在25°左右,最大的變化量達到了58°;使用四元數插補法設計的刀軸角度變化不超過4°,很適合用來進行刀具軸向規劃。

圖7 實驗所使用模型

圖8 四元數法設計刀具軸向

圖9 法向法所生成刀具軸向
圖10顯示了采用法向刀軸方法加工輪廓時切削誤差變化圖;圖11顯示了采用四元數刀軸方法加工輪廓時切削誤差變化圖。可以看出:法線加工方法誤差較大,已經超過設定誤差0.02 mm,加工效果不理想,這是由于刀具軸向變化較為劇烈所引起;而四元數法對誤差控制較好,均小于設定誤差emax=0.02 mm,較傳統方法有大幅度的改進。

圖10 法向刀軸切削誤差
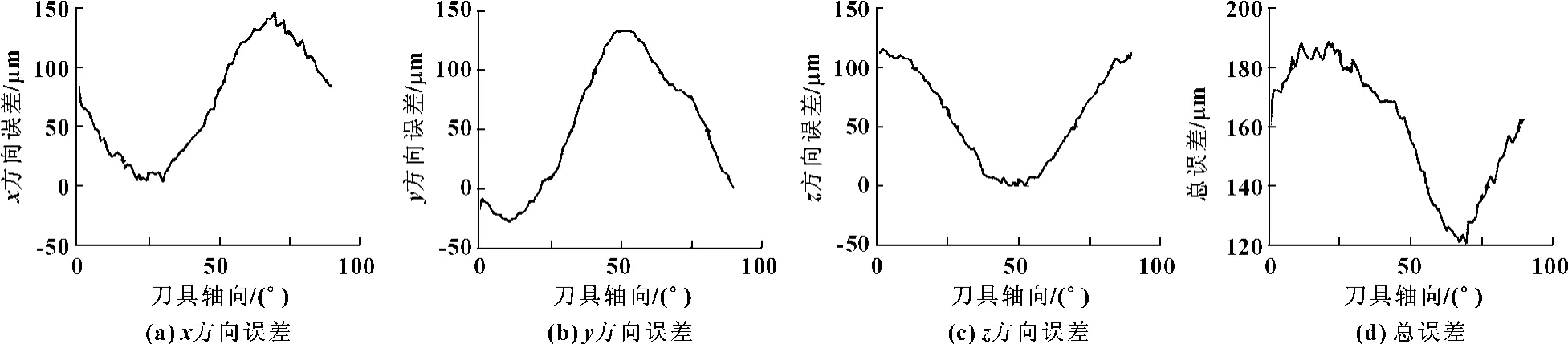
圖11 四元數插補刀軸切削誤差
5 結論
通過使用四元數插補算法,解決了5軸自由曲面加工中刀軸變化劇烈的問題,并且根據刀具半徑與檢查點到刀具的垂足距離判斷刀具是否與曲面發生干涉,成功地解決了刀軸光順與曲面干涉的檢測與修正這一5軸數控加工中的瓶頸問題。算法的運用結果表明:該算法效率高,精度易于控制,可用于葉輪類對刀軸變化敏感且干涉較為嚴重的5軸加工中。
【1】LEE Y S,CHANG T C.2-Phase Approach to Global Tool Interference Avoidance in 5-axis Machining[J].Computer-Aided Design,1995,27(10):715-729.
【2】YOU C F,CHU C H.Tool-path Veri Cation in Ve-axis Machining of Sculptured Surfaces[J].The International Journal of Advanced Manufacturing Technology,1997,13(4): 248-255.
【3】HWANG Y R,HO M C,HU C H.Five-axis Tool Path Generation Based on Discrete Point Data[C]//Proc Precision Machinery Manufacturing Conference,Taipei,2001:149-153.
【4】HO M C,HWANG Y R.A New Decision Algorithm of Maximum Allowable Step Length for 5-axis Table-tilting Type Machining[J].Journal of the Chinese Institute of Engineers,2002,25(2):233-242.
【5】BALASUBRAMANIAM M,HO S,SARMA S,et al.Generation of Collision-free 5-axis Tool Paths Using a Haptic Surface[J].Computer-Aided Design,2002,34:267-279.
【6】張和明,張玉云,熊光楞.復雜曲面5坐標數控加工干涉檢查及刀位修正[J].清華大學學報:自然科學版,1998 (2):65-68.
【7】MORISHIGE K,KASE K,TAKEUCHI Y.Tool Path Generation Using C-Space for 5-Axis Control Machining[J].Trans of the ASME,J of Manufacturing Science and Engineering,1999,121(1):144-149.
【8】LEE Y S.Mathematical Modeling Using Different End Mills and Tool Placement Problems for 4-and 5-axis NC Complex Surface Machining[J].International Journal of Production Research,1998,36(3):785-814.
【9】LEE Y S.Non-isoparametric Tool Path Planning by Machining Strip Evaluation for 5-axis Sculptured Surface Machining[J].Computer-Aided Design,1998,30(7):559-570.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
