特殊工件精密磨削加工方案的一種規(guī)劃算法
2013-03-31 07:11:38黎森
機(jī)床與液壓 2013年7期
關(guān)鍵詞:模型
黎森
(軍事經(jīng)濟(jì)學(xué)院襄陽(yáng)士官學(xué)校基礎(chǔ)部,湖北襄陽(yáng)441118)
在工程上,加工大批量具有復(fù)雜母線旋轉(zhuǎn)體的特殊工件時(shí),最后的精密成形工藝采用磨削加工[1],此時(shí),加工質(zhì)量的高低以及加工時(shí)間的長(zhǎng)短,是非常重要的。進(jìn)行精密磨削加工的主要設(shè)備有精密數(shù)控磨削機(jī)床、各種研磨機(jī)等[2],作者以某三軸聯(lián)動(dòng)精密數(shù)控磨床為例,研究如何確定一個(gè)合理的加工方案,使得在加工時(shí)間盡可能短的前提下,加工質(zhì)量盡可能的高。
該磨床的結(jié)構(gòu)是:工件工作箱固裝在上臺(tái)面上,它通過(guò)專(zhuān)用夾具裝夾工件,使工件繞工件工作箱主軸以較慢的轉(zhuǎn)速旋轉(zhuǎn),同時(shí)隨上中下3個(gè)工作臺(tái)的復(fù)合運(yùn)動(dòng)改變待加工工件與砂輪的相對(duì)位置。3個(gè)工作臺(tái)的運(yùn)動(dòng)必須相互配合,使工件與砂輪相切磨削,加工出滿(mǎn)足要求的旋轉(zhuǎn)體,如圖1所示[3]。
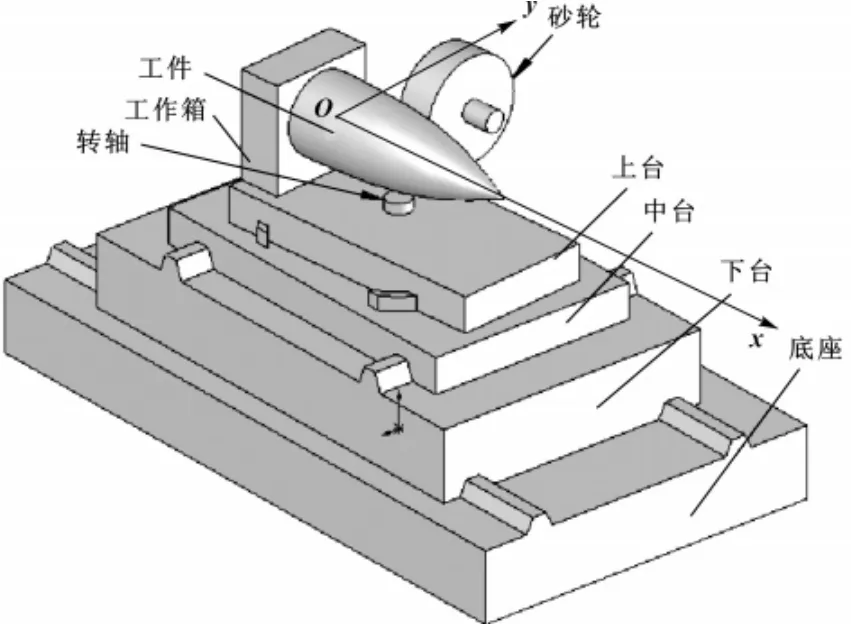
圖1 磨床結(jié)構(gòu)示意圖
該磨床的主要技術(shù)參數(shù)是:各組步進(jìn)電機(jī)的步進(jìn)角度均為1°,步進(jìn)電機(jī)控制脈沖的最高工作頻率不大于100脈沖/s,各組變速器的傳動(dòng)比為10∶1,絲桿的螺距為12 mm,中臺(tái)轉(zhuǎn)軸到上工作臺(tái)的控制絲杠-螺母副中心線的距離R=300 mm,工件工作箱的夾具基準(zhǔn)面到中臺(tái)轉(zhuǎn)軸的距離b=250 mm,如圖2所示。同時(shí),為保證表面的加工質(zhì)量,要求: (1)分別指相鄰兩時(shí)間段中前后時(shí)段的脈沖頻率,一般取δ≤0.10);(2)工件每轉(zhuǎn)動(dòng)100轉(zhuǎn),工件與砂輪的磨削點(diǎn)在工件工作箱的旋轉(zhuǎn)軸方向上的移動(dòng)量不超過(guò)4 mm;(3)工件工作箱主軸轉(zhuǎn)動(dòng)速度為250300 r/min[1]。
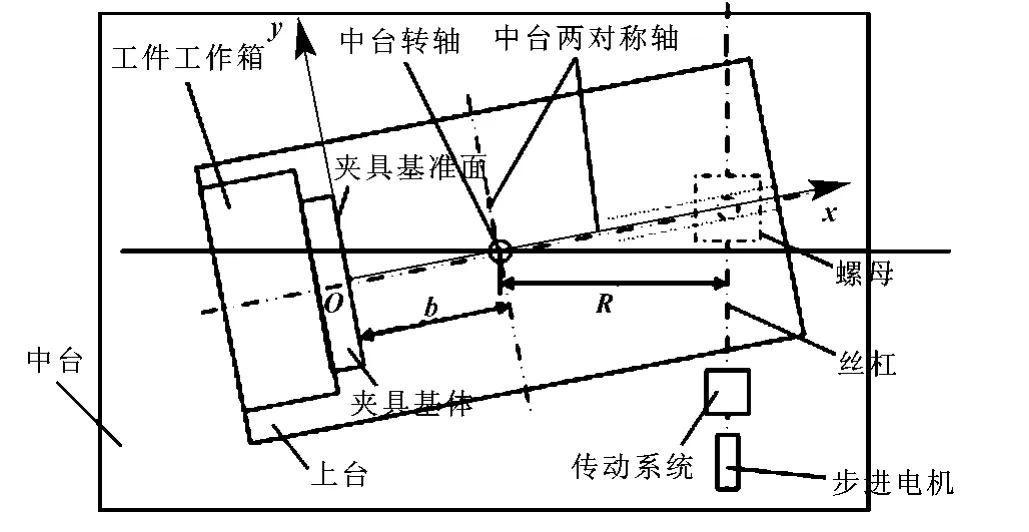
圖2 上臺(tái)相對(duì)中臺(tái)的轉(zhuǎn)動(dòng)關(guān)系示意
1 坐標(biāo)系的建立及磨削點(diǎn)的運(yùn)動(dòng)軌跡
為了尋找磨削點(diǎn)的運(yùn)動(dòng)規(guī)律,以?shī)A具基準(zhǔn)面中心為坐標(biāo)原點(diǎn),工件轉(zhuǎn)動(dòng)軸為x軸,在水平面建立如圖1和圖2所示的平面直角坐標(biāo)系,設(shè)需要的工件外表面母線方程為y=f(x)(0≤x≤a)。
在該坐標(biāo)系下,無(wú)論3個(gè)工作臺(tái)如何運(yùn)動(dòng),母線方程始終是保持不變的,變化的是砂輪的位置以及磨削點(diǎn)的坐標(biāo)。由于砂輪的厚度遠(yuǎn)小于工件母線的長(zhǎng)度,因此可以近似地認(rèn)為各個(gè)瞬時(shí)砂輪與工件的磨削點(diǎn)是在砂輪的同一個(gè)位置上。在這種假設(shè)下,磨削點(diǎn)坐標(biāo)的變化僅僅由3個(gè)工作臺(tái)的平動(dòng)與轉(zhuǎn)動(dòng)來(lái)決定。
3個(gè)工作臺(tái)的平動(dòng)與轉(zhuǎn)動(dòng)實(shí)際上是同時(shí)進(jìn)行的。假定脈沖個(gè)數(shù)可正可負(fù),規(guī)定向3組步進(jìn)電機(jī)各輸入+1個(gè)控制脈沖時(shí),控制下、中、上臺(tái)運(yùn)動(dòng)的螺母分別向左、上、上方平動(dòng),從而使下、中臺(tái)分別向左、上方平動(dòng),上臺(tái)逆時(shí)針轉(zhuǎn)動(dòng);各輸入-1個(gè)控制脈沖時(shí),使下、中臺(tái)分別向右、下方平動(dòng),上臺(tái)順時(shí)針轉(zhuǎn)動(dòng)。在第i個(gè)很短的時(shí)間段內(nèi),設(shè)控制下、中、上臺(tái)的步進(jìn)電機(jī)分別發(fā)出n1i、n2i和n3i的脈沖,此時(shí)上臺(tái)會(huì)轉(zhuǎn)動(dòng)Δβi的角度 (Δβi>0時(shí)為逆時(shí)針轉(zhuǎn)動(dòng),Δβi<0時(shí)為順時(shí)針轉(zhuǎn)動(dòng)),使得中臺(tái)到上臺(tái)的角為βi。這時(shí)|n1i|、|n2i|和|n3i|會(huì)很小,由它們?cè)斐傻?個(gè)絲桿的移動(dòng)距離以及|Δβi|會(huì)更加小,因此可以近似地認(rèn)為上臺(tái)的轉(zhuǎn)動(dòng)和下、中臺(tái)的平動(dòng)是分開(kāi)進(jìn)行的,先轉(zhuǎn)動(dòng)后平動(dòng),其中上臺(tái)是以點(diǎn) (b,0)為中心進(jìn)行轉(zhuǎn)動(dòng)的。
顯然,βi=令β0=0,則Δβi=βi-βi-1。
設(shè)(xi-1,yi-1)和(xi,yi)分別是第i個(gè)時(shí)間段始、末時(shí)磨削點(diǎn)的坐標(biāo),根據(jù)坐標(biāo)軸旋轉(zhuǎn)與平移公式[4],容易得出:

開(kāi)始加工前,將砂輪的初始位置固定于待加工工件計(jì)劃母線的最左側(cè),也即,x0=0,y0=f(x0)。這樣,就可以計(jì)算出磨削點(diǎn)的運(yùn)動(dòng)軌跡。
2 基于規(guī)劃算法的加工方案模型
為了便于加工方案的實(shí)施以及模型的建立,不妨設(shè)所有時(shí)間段內(nèi)工件在x軸方向上的移動(dòng)距離均為Δx,設(shè)法求解每個(gè)時(shí)間段內(nèi)的加工方案。設(shè)第i個(gè)時(shí)間段的時(shí)間長(zhǎng)度為ti,在該段內(nèi)工件工作箱主軸轉(zhuǎn)動(dòng)速度為 ri,則根據(jù)要求可得:250 r/min≤ri≤300 r/min。為了使得加工時(shí)間盡可能的短,可以讓前面第一個(gè)不等式的等號(hào)成立,并且讓所有的ri=300 r/min,這時(shí),所有的最小 ti=5Δx。為使得加工盡可能地精細(xì),可將每個(gè)時(shí)間段內(nèi)加工方案的目標(biāo)設(shè)置為局部誤差最小,這也就巧妙地將一個(gè)較為復(fù)雜的整體規(guī)劃問(wèn)題轉(zhuǎn)化為若干個(gè)相對(duì)較易解決的子問(wèn)題,是一個(gè)動(dòng)態(tài)規(guī)劃模型。
以下介紹每一個(gè)子問(wèn)題的求解過(guò)程。為保證加工精度,設(shè)定一個(gè)可以接受的局部誤差范圍ε,即在第i個(gè)時(shí)間段內(nèi),|yi-f(xi)|≤ε。ε的選取必須合適,如選得太大,加工質(zhì)量不夠精細(xì),選得太小,則話(huà)可能沒(méi)有可行解。此時(shí),第1個(gè)子問(wèn)題的規(guī)劃模型如下:

當(dāng)i≥2時(shí),第i個(gè)子問(wèn)題必須加上相對(duì)于上一時(shí)間段脈沖頻率變化范圍的約束,其規(guī)劃模型如下:


可以通過(guò)觀察得出,每個(gè)子問(wèn)題模型又是一個(gè)非線性整數(shù)規(guī)劃模型,并且當(dāng)i≥2時(shí)都需要調(diào)用上一個(gè)子問(wèn)題模型計(jì)算得到的結(jié)果,子問(wèn)題的數(shù)量取決于Δx的選取,如Δx太大,就不能近似認(rèn)為上臺(tái)的轉(zhuǎn)動(dòng)和下、中臺(tái)的平動(dòng)是分開(kāi)進(jìn)行的,從而使實(shí)際工件與計(jì)劃工件之間的誤差增大,太小則會(huì)導(dǎo)致子問(wèn)題數(shù)量太多,計(jì)算任務(wù)太重。當(dāng)求解某個(gè)子問(wèn)題模型出現(xiàn)無(wú)可行解的情況時(shí),可以根據(jù)求解情況在不太影響加工質(zhì)量的前提下嘗試適當(dāng)放寬一些約束條件,例如,適當(dāng)擴(kuò)大δ或ε的取值范圍,重新進(jìn)行求解,計(jì)算出新規(guī)劃的最優(yōu)解后再進(jìn)行下一子問(wèn)題模型的求解。可令,則子問(wèn)題的個(gè)數(shù)為n個(gè),第i個(gè)時(shí)間段結(jié)束時(shí)磨削點(diǎn)的橫坐標(biāo),每個(gè)時(shí)間段的時(shí)間長(zhǎng)度,最優(yōu)加工總時(shí)間t=5a。
3 模型算法
模型算法的步驟如下:
步驟1:選取合適的n、ε和δ(δ≤0.1),取xi=
步驟2:令i=1,求解規(guī)劃 (1),輸出n11、n21、n31、β1和y1;
步驟3:令i=i+1,判斷i是否大于n,否則繼續(xù)下一步,是則結(jié)束計(jì)算;
步驟 4:調(diào)用 n1,i-1、n2,i-1、n3,i-1、βi-1和 yi-1,求解非線性整數(shù)規(guī)劃(2)。若規(guī)劃 (2)有解,繼續(xù)下一步,否則根據(jù)求解情況嘗試適當(dāng)放寬δ或ε的取值范圍重新進(jìn)行求解,直到有解才能繼續(xù)下一步;
步驟5:輸出n1i、n2i、n3i、βi和yi,返回步驟3。
4 誤差分析
除開(kāi)操控失誤等人為因素,影響工件磨削質(zhì)量,產(chǎn)生加工誤差的因素主要有以下三類(lèi):第一類(lèi)是實(shí)際生產(chǎn)過(guò)程中一切不可抗拒因素造成的誤差,例如磨床的運(yùn)動(dòng)精度誤差,砂輪的尺寸誤差,磨床、砂輪及工件的熱變形和彈性變形誤差,還有編程中的計(jì)算誤差等[5],這類(lèi)誤差另有模型可以輔助減少,例如,文獻(xiàn)[6]研究的就是熱變形和彈性變形誤差的補(bǔ)償;第二類(lèi)是近似計(jì)算造成的誤差,主要包含兩方面,分別是忽略砂輪厚度而近似地認(rèn)為磨削點(diǎn)始終位于砂輪的同一位置以及近似地認(rèn)為在較短的時(shí)間段內(nèi)3個(gè)工作臺(tái)的平動(dòng)與轉(zhuǎn)動(dòng)是分開(kāi)進(jìn)行的,這類(lèi)誤差非常小,可以忽略,如果確實(shí)要減小此類(lèi)誤差,可以換用其他更復(fù)雜、計(jì)算量更大的模型,例如,文獻(xiàn) [7]和[8]分別研究的是磨削點(diǎn)在砂輪上的均勻移動(dòng)問(wèn)題以及更精確的磨削點(diǎn)運(yùn)動(dòng)軌跡問(wèn)題;第三類(lèi)誤差就是由模型通過(guò)仿真計(jì)算得到的仿真工件與計(jì)劃工件之間的誤差,下面介紹該誤差的計(jì)算過(guò)程。
首先分析母線誤差。由于ti很小,并且在第i個(gè)時(shí)間段內(nèi),n1i、n2i和n3i是均勻分布在其間的,因此可以近似地認(rèn)為,得到的仿真母線從(xi-1,yi-1)到(xi,yi)都是線段,將所有的(xi,yi)(i=0,1,2,…,n)依次連接,就能夠得到仿真母線。過(guò)(xi-1,yi-1)和(xi,yi)兩點(diǎn)的直線方程為yi-1,設(shè)g(x)為定義在[0,a]上的一個(gè)分段函數(shù),對(duì)于每一個(gè)區(qū)間段[xi-1,xi](i=1,2,…,n),都有由 此,仿真母線與計(jì)劃母線之間的最大誤差 emax等于函數(shù)g(x)在其定義域上的最大值,平均誤差 e平=
下面分析體積誤差,其應(yīng)等于仿真母線與計(jì)劃母線之間圍成的區(qū)域繞x軸旋轉(zhuǎn)一周得到的旋轉(zhuǎn)體體積,即體積誤差:

5 算例分析
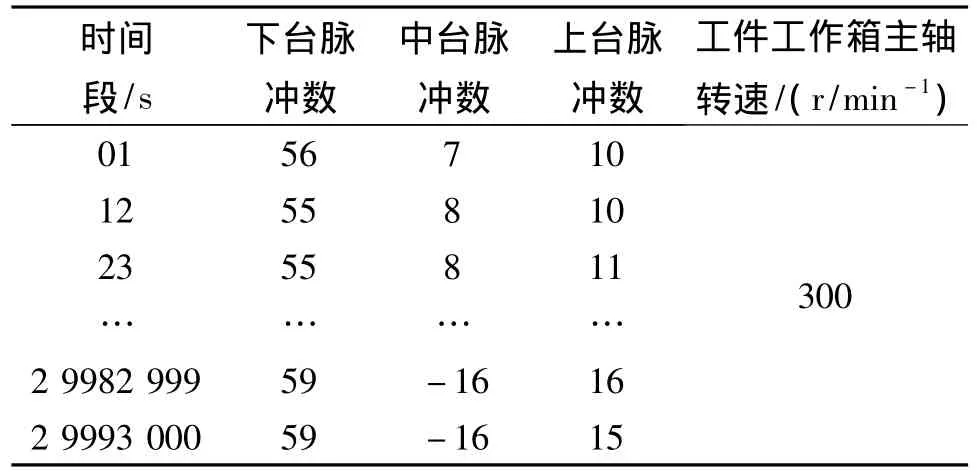
表1 加工方案

圖3 各工作臺(tái)累計(jì)脈沖數(shù)關(guān)于時(shí)間的圖像
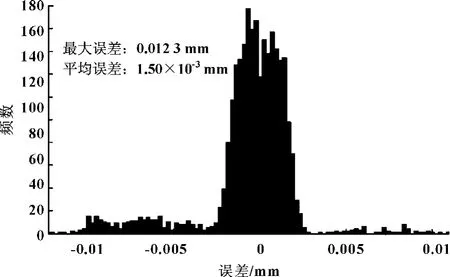
圖4 仿真母線與計(jì)劃母線之間的誤差分布

圖5 0≤x≤20時(shí),仿真母線與計(jì)劃母線的圖像
6 結(jié)束語(yǔ)
對(duì)采用某三軸聯(lián)動(dòng)精密數(shù)控磨床磨削加工具有復(fù)雜母線旋轉(zhuǎn)體的特殊工件進(jìn)行了研究。在分析了磨削點(diǎn)幾何運(yùn)動(dòng)軌跡的基礎(chǔ)上,建立了一個(gè)加工質(zhì)量較高、加工時(shí)間最少的動(dòng)態(tài)規(guī)劃模型,該模型中每個(gè)子問(wèn)題又是一個(gè)非線性整數(shù)規(guī)劃模型,給出了求解算法并進(jìn)行了算例分析。該算法不僅便于計(jì)算,而且得出的加工方案非常便于實(shí)際操作,在最少的時(shí)間內(nèi)生產(chǎn)出的工件與計(jì)劃工件之間的誤差也非常的小,因此,具有高實(shí)用性、高精度和高效率的特點(diǎn)。所提供的模型及算法還可適用于其他類(lèi)型的很多磨床或機(jī)床以及加工其它類(lèi)型的很多精密旋轉(zhuǎn)體工件,具有一定的推廣性。
【1】袁巨龍,王志偉,文東輝,等.超精密加工現(xiàn)狀綜述[J].機(jī)械工程學(xué)報(bào),2007,43(1):35-48.
【2】袁華.精密與超精密磨削關(guān)鍵技術(shù)探討[J].機(jī)械工程與自動(dòng)化,2011(5):214-216.
【3】朱道元.第七屆全國(guó)研究生數(shù)學(xué)建模競(jìng)賽[J].數(shù)學(xué)的實(shí)踐與認(rèn)識(shí),2011,41(14):19-23.
【4】丘維聲.解析幾何[M].北京:北京大學(xué)出版社,1996: 136.
【5】曹仁濤,陳德道,姜立學(xué).數(shù)控加工誤差機(jī)理與控制方法研究[J].機(jī)械研究與應(yīng)用,2006,19(1):47-49.
【6】王繼鋒.磨削熱分析及其誤差補(bǔ)償系統(tǒng)的研究[D].太原:太原理工大學(xué),2003.
【7】姚斌,席文明,葉軍君,等.基于砂輪均勻鈍化和進(jìn)讓式進(jìn)給精密磨削的研究[J].中國(guó)機(jī)械工程,2007,18(2): 127-129.
【8】蔣勇敏,許明恒.基于數(shù)控加工軌跡泛函的動(dòng)態(tài)控制方法[J].機(jī)械工程學(xué)報(bào),43(5):199-203.
【9】陳杰.MATLAB寶典[M].3版.北京:電子工業(yè)出版社,2011.
猜你喜歡
童話(huà)王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
