數(shù)控機床導軌變形誤差補償技術(shù)研究
2013-03-31 07:11:48劉勇軍董慧敏張英
機床與液壓 2013年7期
劉勇軍,董慧敏,張英
(鶴壁職業(yè)技術(shù)學院機電工程學院,河南鶴壁458030)
隨著對機械零部件精度的要求越來越高,如何提高數(shù)控機床的加工精度是機械制造業(yè)研究的重要內(nèi)容,數(shù)控機床導軌在機床中起著承受載荷和導向的作用,是機床各主要部件的相對位置基準和運動基準,導軌的精度對機床的加工精度有著直接的影響。導軌在受到自身質(zhì)量、載荷和磨損等因素的作用下必然會產(chǎn)生形狀改變,彎曲是導軌精度下降的主要表現(xiàn)形式。導軌彎曲變形后,其彎曲變形呈現(xiàn)出靠近經(jīng)常工作點處的曲率較大的不規(guī)則性,也給機床硬件結(jié)構(gòu)調(diào)整以及消除誤差帶來了難度。目前廣泛使用的是在制造導軌時讓其上凸,隨著使用時間的增加,導軌逐漸變?yōu)橹本€,然后再變?yōu)橄掳迹@不能從根本上解決問題。文中從軟件誤差補償?shù)乃悸烦霭l(fā),首先分析了導軌變形對加工零件形狀的影響,然后對導軌變形曲線進行擬合,并推導了補償公式,闡述了利用數(shù)控指令修正來補償導軌變形造成的加工精度降低,為提升數(shù)控機床加工精度提供理論參考。
1 導軌變形對加工件的影響
導軌的變形形式主要是下凹,故在此主要討論導軌下凹對加工零件的影響。圖1為導軌變形后的曲線,從圖中可以看出在靠近機床原點的工作臺經(jīng)常工作處下凹最為嚴重,而靠近機床參考點處則下凹較小。

圖1 變形后的導軌曲線
一旦導軌發(fā)生變形,將對加工零件精度產(chǎn)生重要影響,如圖2所示,其最直接的影響是使零件的尺寸變大,欲加工工件的半徑為x,在導軌下凹δ后,加工工件的半徑變?yōu)閤',則工件直徑誤差值e為:

由圖2可知:

故工件直徑誤差為:


圖2 導軌變形對加工零件的影響
導軌下凹還將對刀具的受力性能產(chǎn)生不利影響,這里不再贅述。
2 導軌變形曲線擬合
對誤差進行補償,首先要知道沿z軸任意位置的誤差量e,由式 (3)可知,加工件的誤差e與導軌下凹量δ有關(guān),而δ是一個隨著坐標z變化而變化的物理量,所以要知道沿z方向任意位置的下凹量δ,顯然,沿z方向全程測量導軌的下凹量是不可能的。在不失精度的情況下,可以采取沿z方向測量部分下凹量來擬合導軌下凹曲線的簡化方法。
如圖3所示,利用水平儀、激光干涉儀等方法沿z向測量n個點的下凹量δ1,δ2,…,δn,然后利用最小二乘法來擬合導軌曲線,這樣就可以得到δ與z的函數(shù),即:
δ=f(z)

圖3 導軌曲線最小二乘擬合
當然,根據(jù)導軌距離卡盤附近下凹量較大、遠離卡盤處下凹量較小的特點,也可以按照把導軌下凹曲線按照分段擬合,這樣擬合精度會更高,如導軌曲線分為兩段來擬合:

式中:zp為分段點z向坐標;
zm為導軌z向極限坐標。
3 誤差補償方法
如上所述,由于導軌的變形將導致加工件的直徑變大,誤差補償問題就變?yōu)槿绾螌⒓庸ぜ闹睆较鄳?yīng)減小的問題,從而抵消由于導軌變形而引起的直徑增大,這樣就可以保證在導軌變形的情況下,加工出來的工件精度仍然滿足要求。
由圖4可知,在x(加工程序中的x值)、δ(小凹量,由最小二乘法擬合得到)已知的情況下可以方便求出補償量ε:

求出補償量ε后,在運行程序時,使刀具在x方向上前進ε,這樣刀尖的軌跡仍然與理想軌跡重合,從而達到了誤差補償?shù)哪康摹>唧w做法是在編制完加工程序后,將程序上傳至裝有誤差補償軟件的PC中,誤差補償軟件分析程序結(jié)構(gòu),將補償量嵌入程序中,生成新的程序,然后下載到機床CNC中進行加工。

圖4 補償量計算
4 指令修正技術(shù)
理論數(shù)控指令是指根據(jù)機床理想運動模型對刀具路線編寫的指令,當機床導軌彎曲變形較大時,用理論指令直接驅(qū)動電機,由于機床運動過程中的誤差沒有得到補償,往往造成加工誤差過大,不能滿足產(chǎn)品精度需要。相反,如果根據(jù)機床運動誤差變化情況對理論指令進行適當?shù)男拚眯拚蟮臄?shù)控指令驅(qū)動電機則能減小加工誤差,實現(xiàn)精加工的目的,這就是指令修正技術(shù),數(shù)控指令修正技術(shù)是軟件誤差補償?shù)年P(guān)鍵環(huán)節(jié)之一。
由式(5)可以得到指令修正前后的關(guān)系矩陣:

式中:x為補償后的x軸坐標值;
z為補償后的z軸坐標值;
xr為補償前的x軸坐標值;
zr為補償前的z軸坐標值;
ε為補償量。
將式(3)—(5)代入到式(6)中可得:
這樣,補償后的x、z只與補償前的xr、zr有關(guān)系,選取適當?shù)牟介L,對原數(shù)控指令進行細分計算,就可以得到修正后的數(shù)控指令。修正過程可以采取C語言或Visual C++等高級語言編程,修正后的指令再傳給CNC機床進行零件加工。
5 CK6140車床誤差補償
為了說明導軌彎曲變形對加工件的精度影響,并驗證采用誤差補償技術(shù)對提高加工精度的作用,對CK6140型車床的導軌等距選取了18個點 (每隔50 mm),并對下凹量進行了測量,測量值見表1。

表1 CK6140車床導軌下凹量
圖5是根據(jù)對導軌下凹量測量的結(jié)果采用最小二乘法擬合的3次導軌曲線,從圖中可以看出在(-0.90,-0.32)范圍內(nèi)曲線擬合與實際測量結(jié)果較為接近,而在 (-0.32,0)范圍內(nèi)與實際相差較大,因為這一段采樣點的測量結(jié)果都為0,故可以對導軌曲線進行處理,即當坐標在 (-0.90,-0.32)內(nèi)時,按擬合曲線補償,在 (-0.32,0)內(nèi)時,補償量為0。
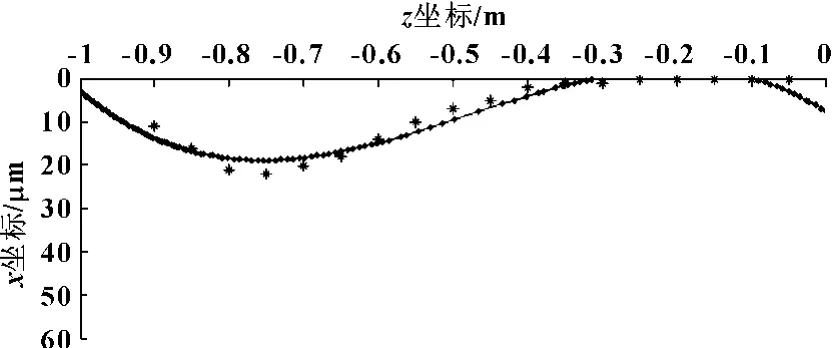
圖5 導軌曲線擬合
導軌下凹量擬合曲線方程為:

假如數(shù)控車床加工一個圓柱為φ50的一段的軸,加工段z軸絕對坐標從600到603,理想狀態(tài)下精車代碼(準備代碼略)為:

補償后的代碼為(取步長為0.05):

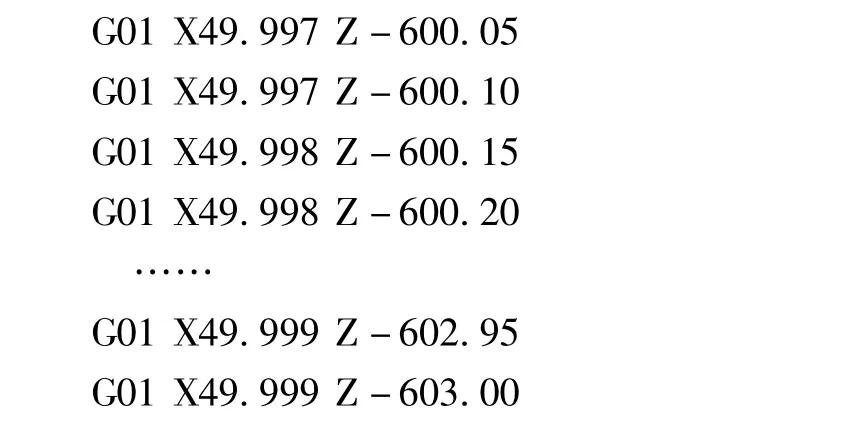
由于實驗導軌較短、彎曲量不大,故從代碼中可以看出,補償量并不大。對于大型、重型機床、導軌彎曲量較大的情況下,更能體現(xiàn)誤差補償?shù)膬?yōu)勢。
6 結(jié)論
(1)彎曲變形是數(shù)控車床導軌失效的主要形式,數(shù)控車床導軌彎曲變形將對零件加工精度產(chǎn)生重要影響。
(2)分析了導軌變形對加工零件精度的影響,闡述了對導軌彎曲變形進行曲線擬合的方法,推導了補償量的計算公式,介紹了指令修正技術(shù),并對CK6140型數(shù)控機床進行了實際補償。
(3)所提出的補償方法和指令修正技術(shù)可以為數(shù)控機床全局誤差補償提供理論支持和參考。
【1】李恒熙,胡志玲.機床導軌誤差對機械加工品質(zhì)的影響[J].機械制造與研究,2006(3):34-35.
【2】曲智勇,陳維山,姚郁.導軌幾何誤差辨識方法的研究[J].機械工程學報,2006,42(4):201-205.
【3】王哲,趙愛國,趙德云.數(shù)控機床定位精度的綜合分析[J].機械設(shè)計與制造,2010(9):132-133.
【4】韓麗娟,張立成,王幼勇.機床導軌直線度誤差的測量及數(shù)據(jù)處理[J].煤礦機械,2007,28(9):83-86.
【5】李耀明,沈興全,王愛玲.數(shù)控機床誤差補償?shù)臄?shù)控指令修正方法研究[J].陜西科技大學學報,2009,27(6):80 -84.
【6】彭志,王立鵬,王欣彥.數(shù)控機床導軌面變形預補償?shù)挠邢拊治觯跩].機床與液壓,2011,39(12):26-27.
【7】裴旭明,劉超鋒.在役機床導軌面失效的危害與原因分析[J].組合機床與自動化加工技術(shù),2011(6):37-40.
【8】姜萬生,黎永前,樂清洪.精密機床幾何誤差補償技術(shù)及應(yīng)用[J].制造業(yè)自動化,2002,24(12):47-49.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
中華詩詞(2020年1期)2020-09-21 09:24:52
測控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
電信科學(2016年10期)2016-11-23 05:11:56
西安航空學院學報(2014年5期)2014-07-13 01:27:52
