筒體的三種焊接實用工裝
2013-04-12 01:35:12李艷紅
機械工程師 2013年2期
李艷紅
(上海朗森熱工設備有限公司,上海 201815)
1 引言
我公司是熱工設備制造單位,在生產過程中,有各種規格的筒體與接管焊接的結構以及筒體對接焊接結構,存在焊接變形問題。如果不采用工裝減小焊接變形,芯組會在裝配過程中與殼體發生干涉,為工作帶來很多不便,甚至造成不良品。為此,筆者設計了三種工裝,以滿足生產需要。
2 焊接工裝簡介
2.1 筒體對接焊接工裝
大直徑筒體在對接焊接時,焊縫長,焊接變形量很大,筆者設計的工裝見圖1。
此筒體對接焊接工裝主要由支撐板1、調節螺桿 2、調節螺母 3、芯軸4組成。
調節螺桿2與芯軸4焊接,要保證4個螺桿的垂直度。在制作時,割開間距h,把工裝裝配調試好,再車前支撐板外圓,保證。
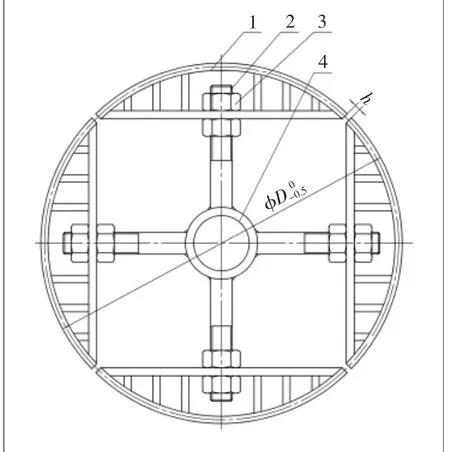
圖1 筒體對接焊接工裝
支撐板1的厚度一般為10mm;支撐板1的寬度由焊縫位置而定,一般情況下,寬度為70~80mm;考慮安裝因素,尺寸不宜設計過大。在使用時,調節螺母就可實現支撐與拆卸。在工件冷卻后,進行拆卸。
2.2 大直徑筒體與接管焊接工裝
直徑大于150mm的筒體與接管焊接時,可采用簡易工裝,見圖2。支撐板1的厚度一般為10mm;支撐板1的寬度由焊縫位置而定,一般情況下,寬度70~80mm;考慮安裝因素,尺寸不宜設計過大。
此工裝主要由支撐板、調節螺桿、調節螺母組成。
在焊接時,調節螺母即可實現支撐與拆卸。在工件冷卻后,進行拆卸。
2.3 小直徑筒體與接管焊接工裝
直徑小于150mm的筒體與接管焊接時,采用上述工裝不易調節,因此,設計了圖3所示的便于調節的工裝。
此工裝主要由支撐板、連桿、銷、螺母連接件、左右旋螺紋絲桿、手柄組成。
支撐板1的厚度一般為10mm;支撐板1的寬度由焊縫位置而定,一般情況下,寬度為 70~80mm。
在使用操作時,旋轉手柄6,兩個螺母連接件4向中心靠攏,帶動連桿2,將支撐板1撐起,起到支撐作用。焊接完畢,等工件冷卻后,反方向旋轉手柄6,兩個螺母連接件4向兩邊分開,帶動連桿2,將支撐板1松開,可取出工裝。
在生產過程中,以上三種工裝都得到了廣泛地應用,筒體焊接變形很小,確保了產品質量,取得了明顯效果。而且結構簡單,易于制作及操作,深受焊工的歡迎。
3 結語
在生產過程中,可根據生產需要和產品規格制作相應規格的不同焊接工裝,實踐也證明了使用此類工裝可以有效提高焊接產品質量,并且具有結構簡單、操作簡便、準確實用的顯著特點,是熱工設備制造行業所能接受的簡便快捷的工具之一,在生產筒體式壓力容器時,也同樣可以使用。
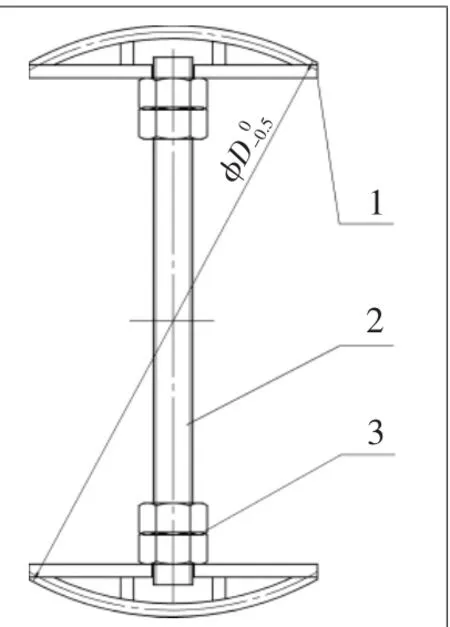
圖2 大直徑筒體與接管焊接工裝
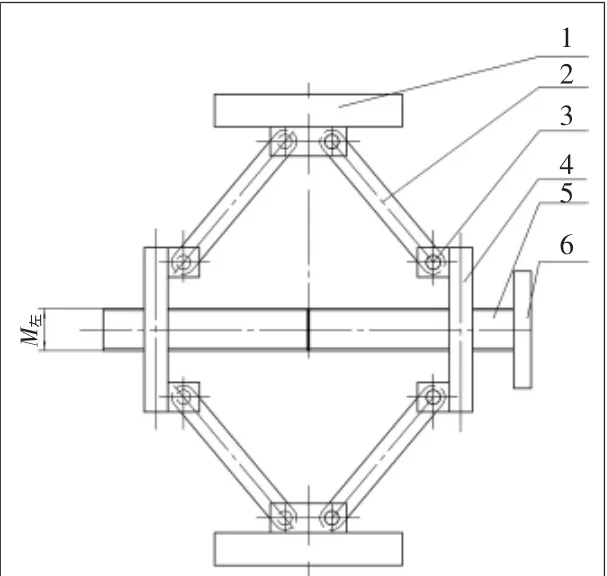
圖3 小直徑筒體與接管焊接工裝
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2016年5期)2016-03-16 02:20:45
