Fe-C-Mn-W系堆焊耐磨層的制備與性能研究
2013-04-25 09:10:42付曉麗
水泥技術 2013年2期
關鍵詞:焊縫
付曉麗
1 前言
磨損是材料的主要失效形式之一,它嚴重影響著機械產品的性能質量和使用壽命,同時也造成了巨大的經濟損失。據報道,目前全世界用于機械制造行業的材料,大約有1/3消耗在磨損上,機械零部件由于磨損失效的約占零部件總數的60%~80%。因此,如何提高材料的耐磨性能一直受到人們的廣泛關注[1]。堆焊是為了增大或恢復零部件尺寸或使焊件表面獲得具有特殊性能的合金層而進行的焊接,是一種重要的耐磨修復技術方法[2]。堆焊因工藝簡單、設備投資少、操作靈活、適應面廣而被廣泛應用在鋼板表面耐磨合金層的制備。
筆者采用CO2氣體保護堆焊方法,在Q235鋼表面通過H08Mn2Si實芯焊絲堆焊與噴射送粉互補方式,獲得不同成分的耐磨堆焊層,保證堆焊層在具備一定耐磨性的條件下,又具有一定的韌性,防止堆焊層剝離,提高堆焊層結合強度;研究H08Mn2Si堆焊焊絲與高速送粉粒子在熔滴、熔池中發生冶金反應的機理,并探討不同W含量Fe-C-Cr-Ti-V-W系噴射粉體對堆焊層組織結構、耐磨性的影響。
2 實驗材料及設備
2.1 基體材料
試驗中采用Q235鋼板作為基體材料,其組織結構為鐵素體加上少量的珠光體,如圖1所示,其化學成分見表1。堆焊試樣尺寸為150mm×40mm×10mm。
2.2 焊接材料
CO2氣體保護焊實芯焊絲選用H08Mn2Si,直徑為1.2mm,其化學成分見表2。
2.3 噴射合金粉體材料
試驗中采用的合金粉體為高碳錳鐵、鈦鐵、釩鐵等各種粉體混合而成,其各自成分見表3,其粒度為198~120μm。
2.4 實驗裝置圖
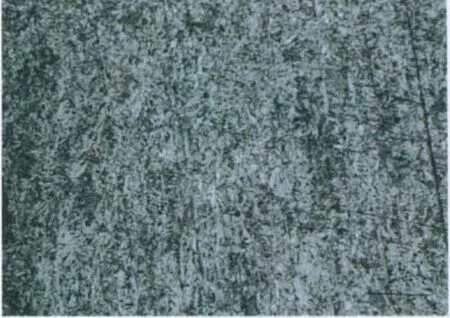
圖1 Q235鋼板的SEM掃描形貌

表2 H08Mn2Si化學成分,%

表3 粉體材料及組成,%
將焊槍和噴嘴以一定的角度固定在行走小車上,這樣有利于確定參數和得到可靠的實驗結果,如圖2所示。
3 實驗方法
3.1 送粉方式
本實驗采用槍內送粉方式,在CO2氣體保護下,用不同化學成分的噴粉材料堆焊耐磨層。槍內送粉采用在焊槍噴嘴上部開圓孔(直徑4.5mm),圓孔距離焊件表面垂直距離60~70mm,將送粉噴管(內徑3mm)從圓孔伸入到焊槍噴嘴內形成槍內送粉。
3.2 工藝參數的確定
以245~74μm的Mn-Fe基粉體為研究對象,在固定其他工藝參數的情況下,研究不同的W含量對焊縫組織偏析、堆焊層硬度和耐磨性的影響規律。
3.3 耐磨堆焊復合粉體的設計
槍內送粉實芯焊絲粉體設計:在最佳的工藝參數下,選擇上述實芯焊絲工藝中的一種粉體并細化粉體的粒度,此外選用一種W系粉體。研究粉體化學成分對堆焊層的硬度、耐磨性、組織結構、表面成形的影響規律,比較成分的差異性,確定合理的化學成分,通過對比實驗將鉻鐵粉、錳鐵粉、鈦鐵粉,釩鐵粉粒度提高至96~74μm,W粉提高至74μm。表4為噴送的粉體的配比。
4 分析測試方法
4.1 洛氏硬度的測試
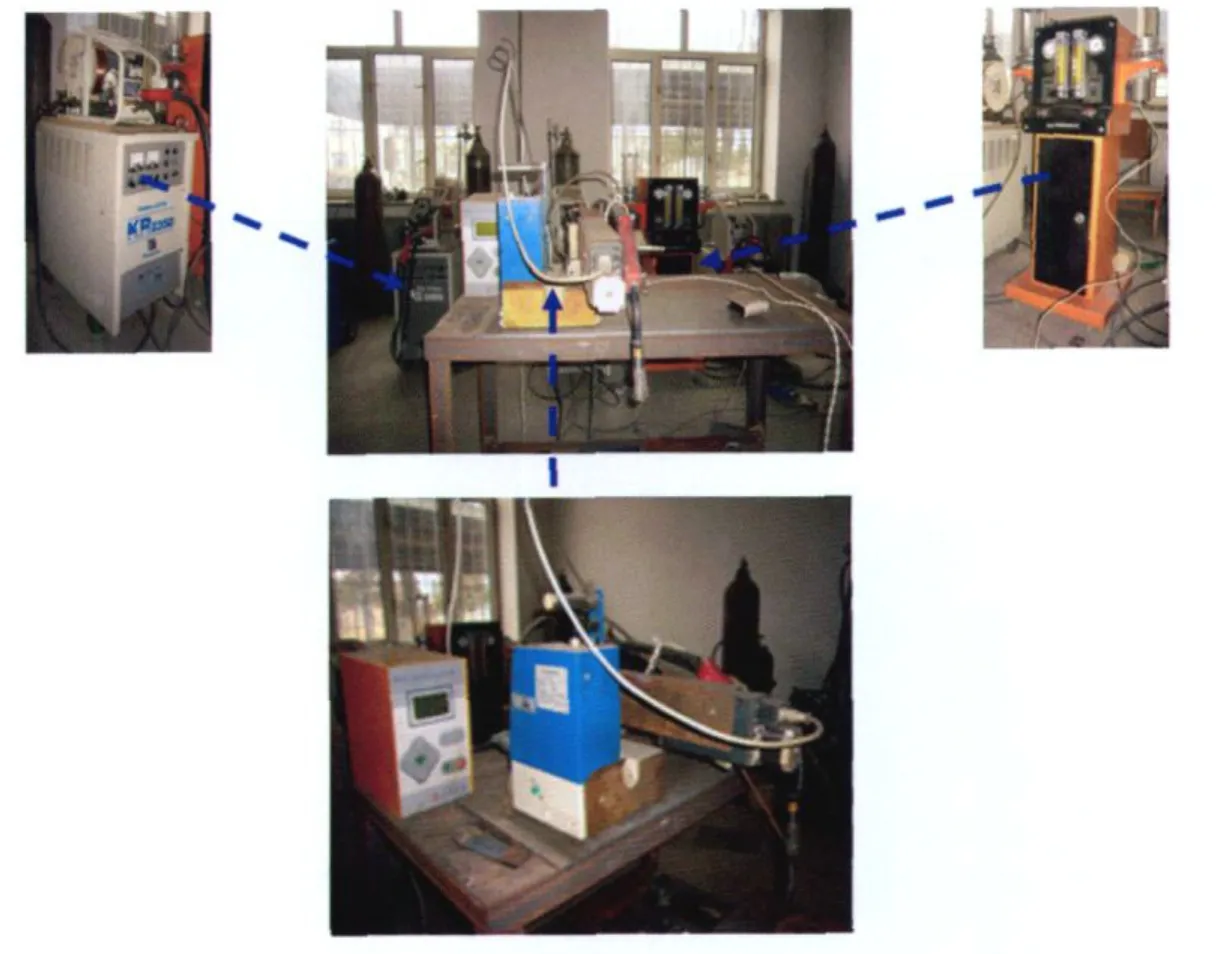
圖2 實驗裝置圖
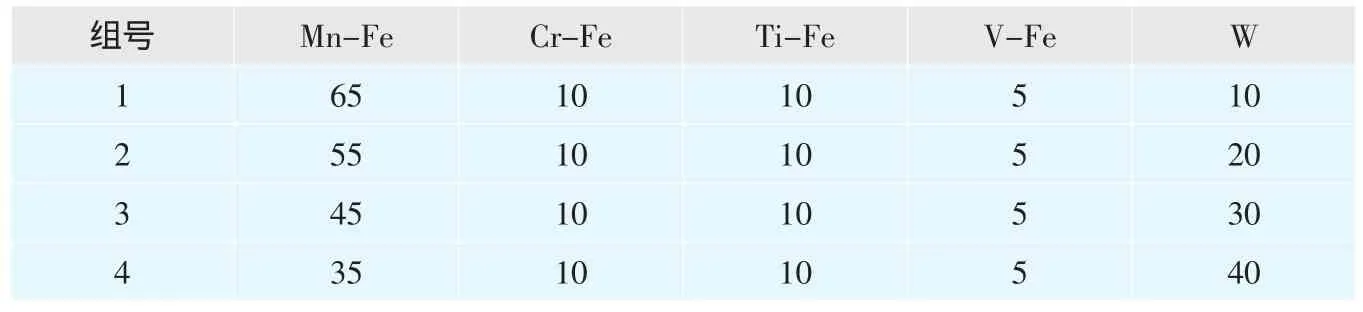
表4 復合合金粉體配比,%
將150mm×40mm×10mm待測試樣的待測面磨出幾處平面,對平面選不同位置分別測試洛氏硬度,然后取其平均值。硬度測試選擇臺式硬度計,溫度為23℃±5℃,被測表面拋光處理,表面粗糙度1.6。
4.2 顯微硬度的測試
用顯微硬度計(HXS-1002K)測試試樣的顯微硬度。在測試顯微硬度之前必須對試樣進行磨平、拋光、腐蝕,待能夠在電子顯微鏡下清晰地看到它的組織形貌特征時測試顯微硬度。在打磨試樣的時候要求將待測面和其相對面平行,以保證待測試面與載物臺平行,在實驗的時候還必須在待測面的相對面用橡皮泥進行壓平,保證待測面與載物臺絕對平行,也保證壓頭與待測面垂直,從而不至于損壞壓頭。在確定壓頭和待測面絕對垂直以后,在電子顯微鏡下進行觀察,尋找要測試的合適組織部位進行硬度測試。測試每個試樣不同部位和同一部位的不同組織,然后取平均值。實驗結果一方面可以看出試樣的硬度是否均勻,另一方面能夠可靠地評定試樣的顯微硬度。
4.3 金相組織分析
用OLYMPUS GX71倒置金相顯微鏡做試樣的顯微分析。本實驗要求試樣規格為15mm×30mm×5mm,在砂輪上先靠平以后,分別用粒度為120μm、83μm、25μm、15μm、13μm的砂紙推磨,拋光,腐蝕,觀察金相組織。本實驗要分析焊縫的組織特征,從熱影響區、熔合區和焊縫三個區域進行分析說明,但重點分析堆焊焊縫的組織特點,以及研究合金組織的分布情況。
5 實驗過程及分析
5.1 金屬磨損及防護機理
金屬材料的磨損現象很復雜,種類很多,而要研究如何做好磨損防護,必須首先分析磨損的機理。材料的磨損分很多種類,如磨料磨損、黏著磨損、疲勞磨損、沖蝕磨損、微動磨損等。在現實的設備使用中,磨損一般不是單一形式出現,而是以一種、兩種為主的多種磨損方式同時出現。例如礦山、建材行業所使用的輥磨、球磨機、破碎機等設備就是磨粒磨損的典型實例。幾種磨損方式的機理有明顯的不同,但是在機械設備磨損方式中,有以下三種主要因素相同:a材料的硬度,斷裂韌性;b材料微觀組織;c工況和環境的影響。如何能夠有效地對機械設備用金屬材料的磨損進行防護,也需要從材料硬度、微觀組織兩方面進行研究,本文從以上兩個主導方面著手進行了測試和研究,得出了合金粉末W含量對堆焊耐磨層耐磨性影響的規律,為實際工程提供了依據。
5.2 實驗過程及檢測數據
5.2.1 實驗過程
為了避免焊接工藝參數對堆焊層性能的影響,幾組實驗采用固定的工藝參數進行試驗。具體的工藝參數由實際測試確定如下:送粉氣流量為3L/min,電流為160A,電壓22V,焊接速度為90mm/min,噴射送粉量為15g/min。
針對表4四種不同的粉末組合,將堆焊后的試板分別標號為1號、2號、3號、4號,保證后續的試驗結果的獨立性。
5.2.2 實驗測試數據
(1)堆焊層宏觀HRC值
按照4.1條款介紹的硬度測試方法,測得各試板HRC值如表5,硬度分布柱狀圖如圖3。
從HRC值以及柱狀圖比較可以看出,加入合金粉體后堆焊層HRC變化范圍為40.5~62,其中,第1組、第二組HRC最高均達到了62。從各組堆焊層硬度變化范圍來看,HRC差異為0~21.5之間,說明隨著W含量的變化其硬度差異較大。
(2)堆焊層顯微硬度值
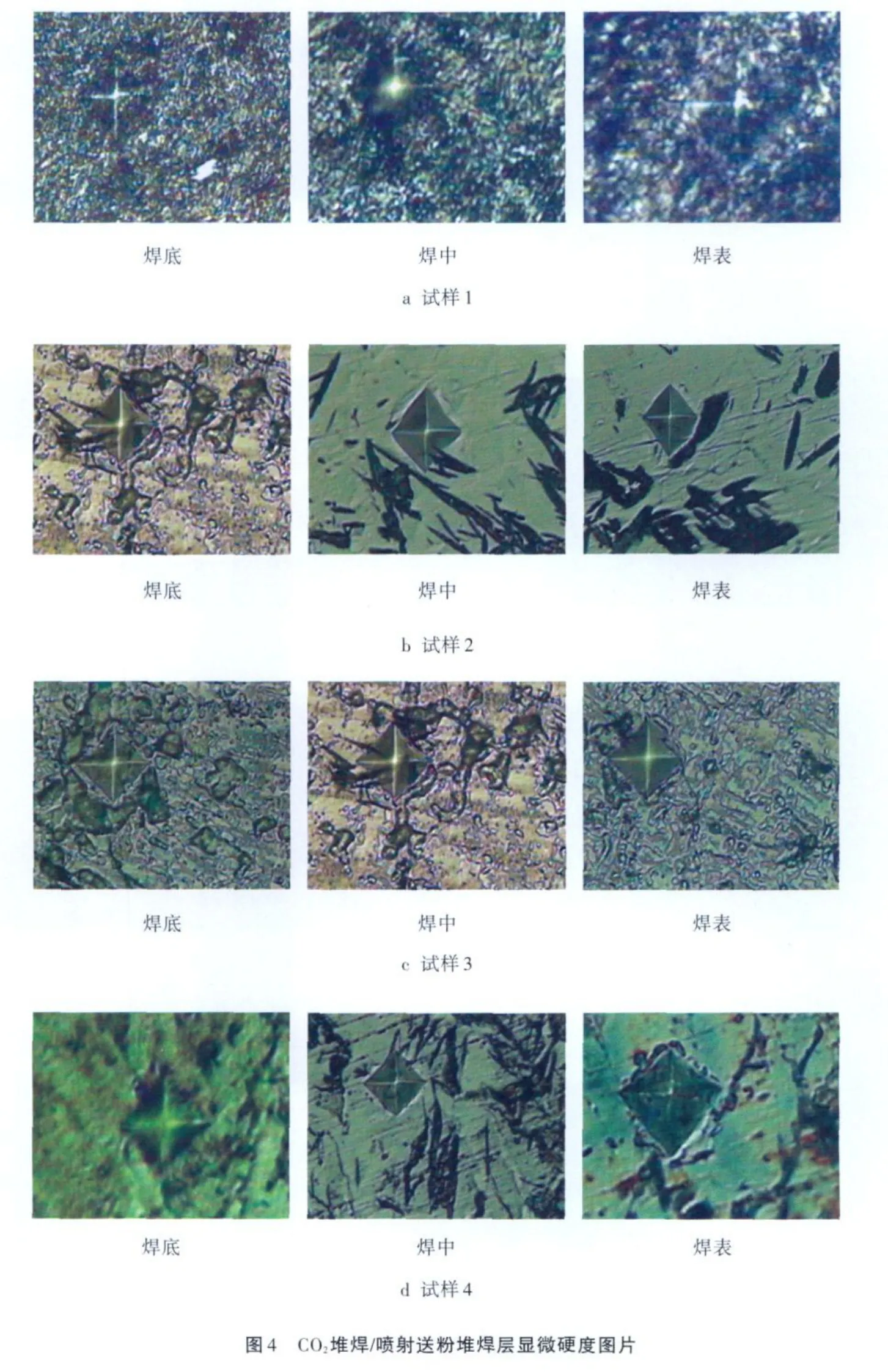
按照4.2條款對堆焊層檢測顯微硬度。測得各試板顯微硬度值如表6。從表6數據可以看出,除母材和熔合區外焊縫測得的顯微硬度逐漸減小,由焊縫底部到焊縫表面,顯微硬度由大到小變化,其中靠近焊縫表面的顯微硬度最小。另外,顯微硬度的大小與合金粉體中W的加入量有關,其中2號樣(20%)焊縫中部硬度最高。合金材料中Mn含量和W元素含量對提高焊層顯微硬度有重要影響。圖4為測得各組試樣焊縫底部、焊縫中部、焊縫表面顯微硬度值所對應的圖片。
(3)堆焊層金相組織

表5 堆焊層(H08Mn2Si實芯焊絲-復合合金粉體)宏觀HRC值
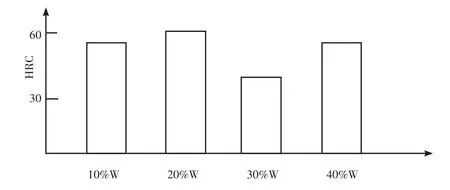
圖3 堆焊層(H08Mn2Si實芯焊絲-復合合金粉體)宏觀硬度柱狀圖

表6 堆焊層顯微硬度(HV)測試結果統計表
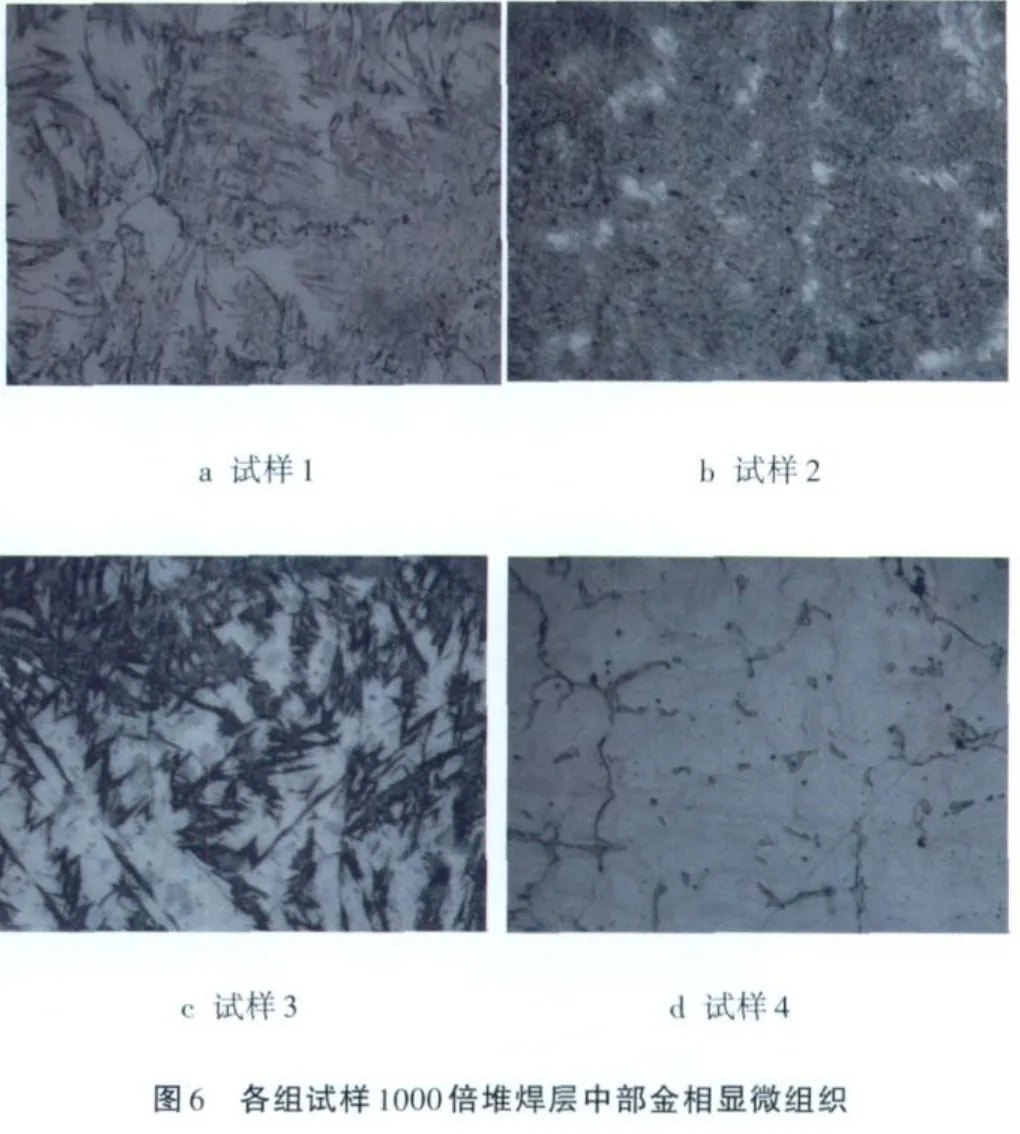
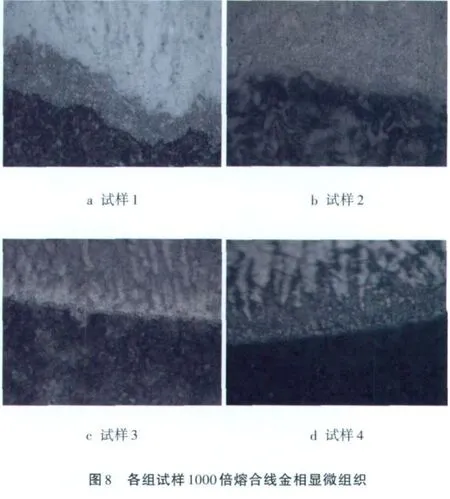
圖5至圖8分別為H08Mn2Si焊絲加入4種合金粉的堆焊焊縫底部、中部、頂部以及熔合線處金相顯微組織。添加復合粉體后,形成異質材料焊接,堆焊層與母材界面清晰,由于堆焊層含的Mn、V、Cr、Ti、W等合金元素,在金相試樣腐蝕中,耐蝕性高于母材,使得界面深淺顏色差異大,說明合金元素進入堆焊層,結果見圖5。
W元素與C元素形成WC,由于其相對密度較大會發生一定的沉積,所以在焊縫中部的金相照片中可以清晰地看見呈點狀分布的細小顆粒(如圖5至圖8中1號試樣上均出現的小黑點),當然它對提高堆焊層的硬度和耐磨性方面發揮著非常重要的作用。
對于堆焊層底部進行高倍觀察(圖5),發現試樣2與試樣3熔合線附近形成少量馬氏體組織。
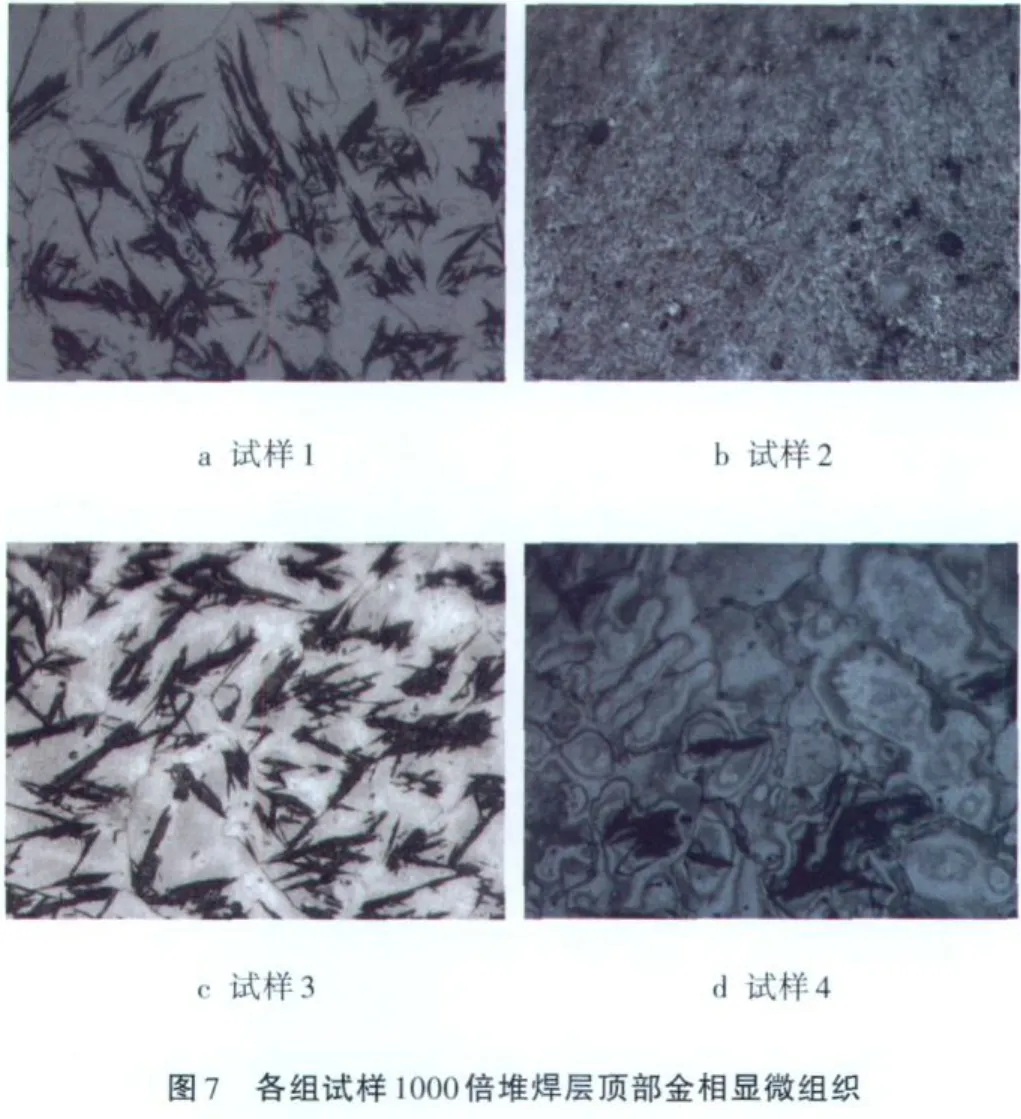
對于堆焊層頂部進行高倍觀察(圖7),添加復合粉體后,試樣1中能清晰地看見呈點狀分布的細小顆粒,試樣2和試樣4中均能觀察出大量馬氏體組織。試樣3中含有少量馬氏體組織。
5.2.3 實驗數據分析
從以上實驗數據可以看出,W元素的加入,對于堆焊層的硬度影響有關鍵性的作用。其含量的不同,形成了不同的WC含量以及不同尺寸和含量的馬氏體組織,這對以后的材料耐磨性起到至關重要的作用。
隨W含量的增加,堆焊金屬硬度隨之增加,從而耐磨性也隨之增加,這是因為一方面W具有固融強化的作用,另一方面還形成了WC、W2C硬質相,從而提高了堆焊金屬的耐磨性。但W的含量過高,對耐磨性的影響不大,這是因為堆焊層中碳的含量有限,使W不能完全和C形成硬質相WC和W2C,相反還會使其抗裂性變差,降低耐磨性。
在鋼中加入合金元素后,堆焊層中的奧氏體在480℃以下轉變成了馬氏體,形成了馬氏體堆焊合金,這種合金硬度和強度都很高,耐磨性較好,而且隨著馬氏體尺寸的不同,硬度變化范圍較大(22~64HRC),在對耐腐蝕性和耐熱性要求不高時,工程應用很普遍。
6 結論
采用H08Mn2Si焊絲CO2氣體保護堆焊,噴射優化設計的Mn鐵、V鐵、Cr鐵和Ti鐵組成的合金四組合金粉,研究不同送粉工藝和堆焊層硬度。并利用CO2氣體保護焊實芯焊絲槍內噴射不同含量W的合金粉體進行堆焊工藝研究,研究合金W含量對堆焊層的洛氏硬度、顯微硬度、金相組織結構的變化規律,得出如下結論:

(1)采用CO2堆焊/噴射送粉工藝制備了具有一定耐磨性、結合強度的Fe-C-W-Cr-Ti-V系耐磨堆焊涂層。
(2)合金元素的噴射加入量對堆焊層硬度和耐磨性有一定的影響,當W的含量為20%時堆焊層的硬度最高為60HRC。
(3)當W的含量為20%、40%時,堆焊層內形成大量的馬氏體組織,所以硬度較高。由于合金含量對馬氏體尺寸大小有直接影響,隨著W的含量增多,馬氏體的尺寸減小,硬度也相對減小。
[1]王娟.表面堆焊與熱噴涂技術[M].北京:化學工業出版社,2004.
[2]夏明生,徐道榮,秦琳.Fe3Al基合金的堆焊工藝試驗研究[J].熱加工工藝,2004,(1):36-37.
[3]胡邦喜,莽克倫,王靜潔,徐濱士.堆焊技術在國內石化、冶金行業機械設備維修中的應用[J].中國表面工程,2006,19(3):1-8.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07