RAR LVT 50型選粉機(jī)轉(zhuǎn)子磨損修復(fù)
2013-04-25 09:10:46金光輝邊培育郁國(guó)強(qiáng)崔紀(jì)忠
水泥技術(shù) 2013年2期
金光輝,邊培育,郁國(guó)強(qiáng),崔紀(jì)忠
1 存在問(wèn)題
泰山中聯(lián)水泥有限公司5000t/d生產(chǎn)線原料輥磨選用ATOX 50型輥磨,內(nèi)部選粉機(jī)型號(hào)為RAR LVT 50型,轉(zhuǎn)子裝配有垂直葉片并沿圓柱面轉(zhuǎn)動(dòng)。實(shí)際生產(chǎn)運(yùn)行過(guò)程中,轉(zhuǎn)子葉片與物料沖刷,逐漸磨損,當(dāng)磨損到一定程度,轉(zhuǎn)子葉片與外部固定葉片間隙大時(shí),選粉機(jī)效率降低,細(xì)度跑粗,為控制質(zhì)量,選粉機(jī)轉(zhuǎn)速大幅提高。運(yùn)行6年后,最大磨損超過(guò)30mm,選粉機(jī)電機(jī)轉(zhuǎn)速提高到1280r/min,生料細(xì)度達(dá)18%(內(nèi)部控制16%以?xún)?nèi)),合格率不到85%,內(nèi)循環(huán)較大,循環(huán)負(fù)荷高,選粉機(jī)部位晃動(dòng)增大,磨機(jī)壓差升高,不利于磨機(jī)系統(tǒng)的安全穩(wěn)定運(yùn)行。通過(guò)調(diào)研其他廠家情況,也存在磨損問(wèn)題,而且運(yùn)行5~6年需更換一套轉(zhuǎn)子,轉(zhuǎn)子成本較高,且更換時(shí)檢修工作量較大,需將選粉機(jī)整體拆除,檢修周期較長(zhǎng),費(fèi)用很高。
2 采取的措施
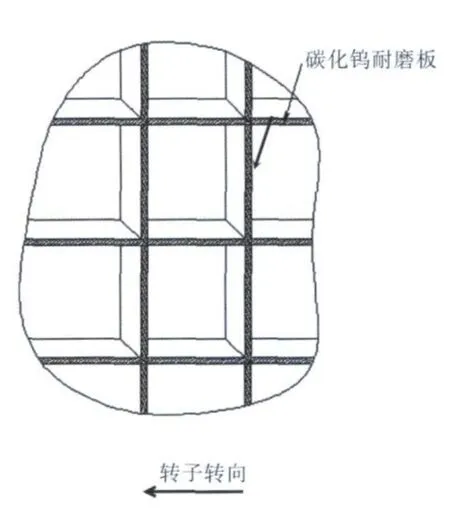
圖1 選粉機(jī)轉(zhuǎn)子葉片修復(fù)示意圖
經(jīng)過(guò)公司相關(guān)技術(shù)人員共同研究、探討,并借鑒風(fēng)機(jī)葉輪轉(zhuǎn)子修復(fù)技術(shù),提出對(duì)輥磨選粉機(jī)轉(zhuǎn)子葉片磨損部位實(shí)施補(bǔ)焊耐磨板修復(fù)措施,并于2010年初實(shí)施完成。此耐磨板材質(zhì)16Mn,表面涂碳化鎢耐磨材料,碳化鎢經(jīng)高能離子注滲進(jìn)鋼基體內(nèi),形成1.2~1.5mm厚的高耐磨合金,勃氏硬度HRC70左右,這層滲層硬度高、強(qiáng)度高、韌性高、抗疲勞強(qiáng)度高、結(jié)合牢固不脫落、耐磨性是一般鋼質(zhì)材料的3~8倍。該耐磨板用于劇烈磨損的工況中,耐磨效果明顯。采用的耐磨板規(guī)格尺寸分兩種,分別為:4mm×40mm×330mm(用于橫向)和4mm×40mm×510mm(用于豎向),焊接時(shí)耐磨表面正對(duì)轉(zhuǎn)子轉(zhuǎn)動(dòng)時(shí)迎料方向,共計(jì)補(bǔ)焊面積為11.17m2,主要修復(fù)部位如圖1所示。每片焊接嚴(yán)格控制施焊要求,并保證均勻。全部施焊完成后,做動(dòng)平衡試驗(yàn),振動(dòng)達(dá)到標(biāo)準(zhǔn)要求,在2mm/s之內(nèi)。
3 效果
公司5000t/d生產(chǎn)線原料輥磨選粉機(jī)轉(zhuǎn)子采用耐磨修復(fù)技術(shù)運(yùn)行2年后,選粉機(jī)運(yùn)行穩(wěn)定,未發(fā)現(xiàn)明顯磨損,細(xì)度合格率較高,達(dá)到90%以上。運(yùn)行時(shí)選粉機(jī)電機(jī)轉(zhuǎn)速相對(duì)修復(fù)前降低120~150r/min,有效地降低了選粉機(jī)及磨機(jī)的負(fù)荷,有利于磨機(jī)臺(tái)時(shí)產(chǎn)量的提高。
轉(zhuǎn)子使用壽命相對(duì)提高3~8倍,若按轉(zhuǎn)子葉片采用新型耐磨修復(fù)技術(shù)后,轉(zhuǎn)子使用壽命為原使用周期的3倍計(jì)算,18年可以節(jié)省兩套轉(zhuǎn)子,僅配件成本及檢修費(fèi)用節(jié)省資金可觀。
4 結(jié)語(yǔ)
RAR LVT 50型選粉機(jī)轉(zhuǎn)子磨損采取滲碳化鎢耐磨板修復(fù)技術(shù),表面硬度高,耐磨效果明顯,可延長(zhǎng)轉(zhuǎn)子使用壽命,穩(wěn)定生料細(xì)度,改善磨機(jī)狀況,節(jié)省配件成本消耗,實(shí)現(xiàn)在線修復(fù),降低檢修勞動(dòng)強(qiáng)度。
補(bǔ)焊耐磨板修復(fù)技術(shù)可以在線施工,不需要選粉機(jī)整體拆除,實(shí)用性強(qiáng),適用于各類(lèi)選粉機(jī)轉(zhuǎn)子葉片的修復(fù)。