深孔鉆頭激光焊接基體材料的優(yōu)選研究*①
2013-05-16 08:45:32潘曉毅劉志環(huán)羅文來林峰王進(jìn)保王智慧蘇鈺程煜
超硬材料工程 2013年4期
關(guān)鍵詞:焊縫
潘曉毅,劉志環(huán),羅文來,林峰,王進(jìn)保,王智慧.,蘇鈺.,程煜
(1.廣西超硬材料重點(diǎn)實(shí)驗(yàn)室,廣西桂林;2.國家特種礦物材料工程技術(shù)研究中心,廣西桂林; 3.中國有色桂林礦產(chǎn)地質(zhì)研究院,廣西桂林 541004)
深孔鉆頭激光焊接基體材料的優(yōu)選研究*①
潘曉毅1、2、3,劉志環(huán)1、2、3,羅文來1、3,林峰1、2、3,王進(jìn)保1、2、3,王智慧1、2、3.,蘇鈺1、2、3.,程煜1、2、3
(1.廣西超硬材料重點(diǎn)實(shí)驗(yàn)室,廣西桂林;2.國家特種礦物材料工程技術(shù)研究中心,廣西桂林; 3.中國有色桂林礦產(chǎn)地質(zhì)研究院,廣西桂林 541004)
以NEXT300粉冶結(jié)塊與幾種基體材料在相同參數(shù)下對焊的形式,進(jìn)行了金剛石工具激光焊接模擬實(shí)驗(yàn)。根據(jù)接頭失效分析,對四種基體材料焊件進(jìn)行了抗拉、抗彎與沖擊試驗(yàn),對比試驗(yàn)結(jié)果進(jìn)行優(yōu)選。實(shí)驗(yàn)結(jié)果表明,在相同焊接工藝條件下,四種基體材料(S136、30Cr Mo、45Mn MoB、45#鋼)中,30Cr Mo同NEXT300結(jié)塊激光焊接與綜合力學(xué)性能最好。
激光焊接;金剛石工具;力學(xué)性能;NEXT300;30Cr Mo
1 前言
近些年來,資源節(jié)約、高效便捷、安全環(huán)保的生產(chǎn)方式越來越受到人們的重視。激光焊接以能量集中、能量輸出覆蓋范圍廣、焊接過程無需填充釬料、可焊材質(zhì)種類范圍大、異種材料焊接性能好、焊接深寬比高、易于實(shí)現(xiàn)自動化等特點(diǎn)廣受青睞,廣泛應(yīng)用于多個領(lǐng)域。
上世紀(jì)80年代末,激光焊接技術(shù)在歐美發(fā)達(dá)國家開始應(yīng)用于金剛石工具的制作生產(chǎn)中,如金剛石鋸片、金剛石薄壁工程鉆頭等,經(jīng)過20多年的發(fā)展,技術(shù)日趨成熟。激光焊接金剛石工具具有焊接強(qiáng)度高、不易掉塊、可實(shí)現(xiàn)快速自動化焊接生產(chǎn)、產(chǎn)率高等常規(guī)焊接、燒結(jié)生產(chǎn)方式無法比擬的優(yōu)勢。隨著激光焊接設(shè)備與技術(shù)上的進(jìn)步,在未來,其必將更為廣泛地應(yīng)用于金剛石工具的生產(chǎn)設(shè)計(jì)制造領(lǐng)域,逐步取代現(xiàn)有中頻燒結(jié)、高頻焊接等傳統(tǒng)金剛石工具制造模式。激光焊接金剛石工具有結(jié)塊獨(dú)立燒結(jié)、金剛石損傷小、結(jié)合強(qiáng)度高等傳統(tǒng)工藝無法企及的特點(diǎn),其在金剛石工具領(lǐng)域的推廣對金剛石工具行業(yè)的意義重大。
在金剛石工具中,基體材料與金剛石結(jié)塊結(jié)合質(zhì)量的優(yōu)劣左右著所制造工具的性能與質(zhì)量。因此,基體材料的激光焊接性能研究優(yōu)選對于激光焊接金剛石工具的設(shè)計(jì)、制造具有重要的意義。
本實(shí)驗(yàn)以金剛石工具激光焊接模擬、接頭關(guān)鍵力學(xué)性能(抗彎、抗拉、沖擊強(qiáng)度)測試的方式,對激光焊接金剛石工具基體材料進(jìn)行了可焊性優(yōu)選研究。
2 試驗(yàn)材料與焊接方法
2.1 焊接材料
絕大多數(shù)的焊接類金剛石工具均由基體與金剛石粉冶結(jié)塊組成。本試驗(yàn)以S136、30Cr Mo、45Mn MoB與45#鋼作為基體材料研究對象,為方便激光焊接與力學(xué)測試試樣的加工,焊接前將所選用材料以線切割加工成尺寸為50mm×20mm×10mm的待焊基體試樣;以NEXT300預(yù)合金粉末燒結(jié)塊體(燒結(jié)參數(shù):真空熱壓,燒結(jié)溫度850℃,加壓25MPa)作為金剛石結(jié)塊模擬試樣,NEXT300結(jié)塊燒結(jié)尺寸為50mm×20mm×10mm。所選各基體材料化學(xué)成分如表1,NEXT300預(yù)合金粉相關(guān)參數(shù)如表2。

表2 NEXT300預(yù)合金粉物理參數(shù)Table 2 Physical parameters of the NEXT300 pre-alloy powder
2.2 焊接設(shè)備、方法
試驗(yàn)選用激光發(fā)生器為德國ROFIN-SINAR公司生產(chǎn)的DC025型板式激光器。技術(shù)規(guī)格:最大功率2.5kW;光斑模式:TEM00+TEM01;焦斑尺寸:0.2mm;焦距長度:150mm。
試驗(yàn)選用激光焊接機(jī)為韓國DIEX公司生產(chǎn)的LWB15/2D型激光焊機(jī)。主要技術(shù)參數(shù):總功率: 50k W;激光輸出功率:2500W;焊接速度:0.5~3m/ min;激光波長:10.6μm;光斑直徑:20mm。焊機(jī)轉(zhuǎn)盤以磁性夾緊工件,人工安裝與拆卸工件。
采用激光焊接的方式對基體—NEXT300燒結(jié)塊體組合進(jìn)行人工對焊,為保障焊接結(jié)合深度采用雙面焊。選取20mm×10mm面作為對焊面,焊前將對焊面打磨光滑平整,并用酒精與汽油將油污、雜質(zhì)、銹跡等清理干凈。采用統(tǒng)一的焊接工藝,工藝參數(shù)見表3。
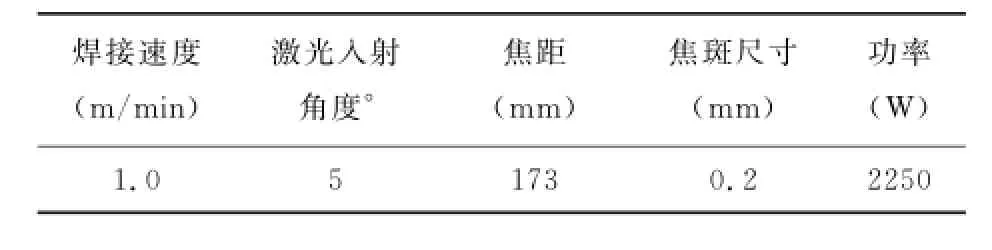
表3 焊接工藝參數(shù)Table 3 Welding parameters
3 試驗(yàn)過程與分析討論
為優(yōu)選出適用于激光焊接金剛石工具的基體材料,本實(shí)驗(yàn)對各鋼體材料的焊件接頭進(jìn)行了拉伸、彎曲和沖擊性能檢測對比,以檢測結(jié)果作為依據(jù)對焊接質(zhì)量進(jìn)行評估。
3.1 拉伸試驗(yàn)
焊接接頭的抗拉強(qiáng)度是判定焊接質(zhì)量的重要參數(shù)之一,抗拉強(qiáng)度高,則接頭牢固,深孔鉆頭的鉆進(jìn)過程中掉齒的危險性就小。根據(jù)GB/T2651-2008《焊接接頭拉伸試驗(yàn)方法》進(jìn)行試驗(yàn),取樣如圖1,厚1mm,在INSTRON5569型微機(jī)控制電子萬能試驗(yàn)機(jī)上進(jìn)行拉伸試驗(yàn)。試樣從焊接接頭垂直于焊縫軸線方向截取,按圖1加工完成后焊縫的軸線位于試樣平行長度的中間位置。厚度一致,焊縫處理平整。焊件接頭拉伸試驗(yàn)結(jié)果見表4。
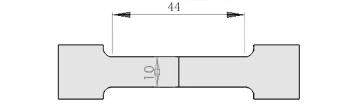
圖1 拉伸試樣Fig.1 Tensile sample

表4 拉伸試驗(yàn)結(jié)果Table 4 Results of the tensile test
NEXT300結(jié)塊是通過粉末冶金方式制作的,其燒結(jié)溫度遠(yuǎn)低于塊體中主要金屬相的熔點(diǎn)。故而,模擬鉆齒燒結(jié)塊體材料內(nèi)部結(jié)合力很低,比不上通過熔鑄手段制作的鋼材。激光焊接會在瞬時釋放高溫,其溫度遠(yuǎn)高于所焊接材料的熔點(diǎn),焊縫處金屬間結(jié)合力很強(qiáng),所以,在拉伸測試試驗(yàn)中,各試樣總是斷于偏燒結(jié)塊體材料一側(cè)的熱影響區(qū)。
根據(jù)表4對比可知,30Cr Mo焊接效果最好,抗拉強(qiáng)度為669.40MPa,遠(yuǎn)大于鉆頭制造中常規(guī)使用的45#鋼的332.10 MPa,抗拉強(qiáng)度約為45#鋼200%;45Mn MoB次之,為523.85 MPa,抗拉強(qiáng)度約為45#鋼的160%;S136效果最差,僅為45#鋼的71%。
根據(jù)國際焊接學(xué)會(IIW)推薦的碳當(dāng)量經(jīng)驗(yàn)公式:

4種基體材料按碳當(dāng)量由低到高排序?yàn)? 30Cr Mo、45Mn MoB、45#鋼、S136,根據(jù)碳當(dāng)量進(jìn)行評判,易焊性由高到低排序?yàn)?0Cr Mo、45Mn MoB、45#鋼、S136。碳當(dāng)量低的碳鋼與合金鋼易焊性好,焊后強(qiáng)度高,這與表4中的測試結(jié)果是相吻合的。
3.2 彎曲試驗(yàn)
金剛石工具激光焊接質(zhì)量的優(yōu)劣另一個評判標(biāo)準(zhǔn)是接頭的抗彎強(qiáng)度。

圖2 彎曲試樣Fig.2 Bending sample
根據(jù)GB/T2653-2008《焊接接頭彎曲試驗(yàn)方法》進(jìn)行測試試驗(yàn),取樣尺寸為50mm×10mm× 5mm,試樣如圖2,厚5mm,在SANS4504型微機(jī)控制電子萬能材料試驗(yàn)機(jī)上進(jìn)行三點(diǎn)抗彎試驗(yàn)。截取試樣垂直于焊縫軸線方向,焊縫位于試樣平行長度中間部分,兩面平整,試驗(yàn)時壓力準(zhǔn)確加載于接頭處。焊件接頭三點(diǎn)抗彎試驗(yàn)結(jié)果見表5。
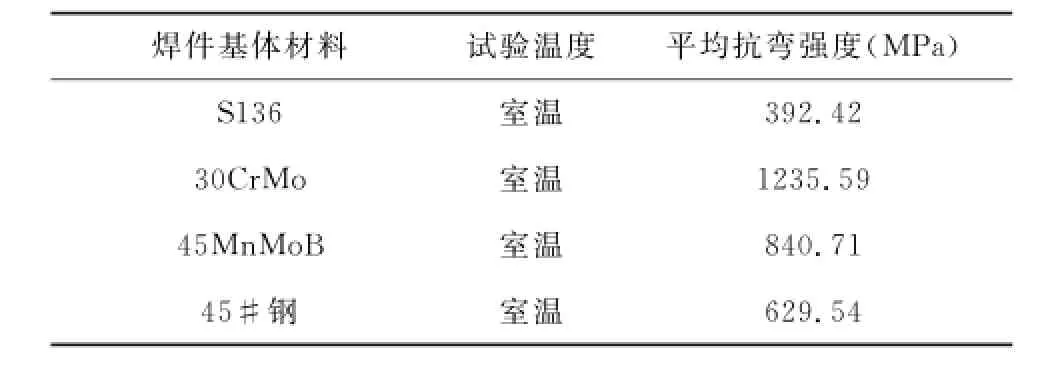
表5 彎曲試驗(yàn)結(jié)果Table 5 Results of the bend test
由彎曲試驗(yàn)結(jié)果對比可知,30Cr Mo焊件抗彎強(qiáng)度最高,為1235.59MPa,約為45#鋼抗彎強(qiáng)度629.54 MPa的200%;45Mn MoB的焊件次之,達(dá)840.71 MPa,較45#鋼高出33%;S136焊件抗彎強(qiáng)度最低,只有392.42MPa,僅為45#鋼的62%。
圖3為30Cr Mo焊件焊縫及周邊的EDS圖,圖中上半部分為30Cr Mo基體,下半部分為NEXT300結(jié)塊。各曲線由右至左表征的元素依次為Fe、Be、Co、C、Cr、Mo,最底部黃色直線為EDS分析軌跡。
由圖可以看出焊縫周邊區(qū)域孔隙率低,融合完整。根據(jù)各曲線分布可以看出,各元素成分沿著軌跡方向(垂直于焊縫方向)均勻過渡,沒有出現(xiàn)比較大的偏差。由于焊縫與熱影響區(qū)成分的均勻過渡,焊件內(nèi)部力學(xué)性能均勻,不易產(chǎn)生應(yīng)力集中,且Mo元素的均布可有效防止材料脆性的產(chǎn)生,使焊件整體塑性上升。故而,試驗(yàn)中30Cr Mo焊件抗彎強(qiáng)度最高,約較第二位的45Mn MoB焊件高出46.97%。
3.3 沖擊試驗(yàn)
沖擊強(qiáng)度是金屬材料、機(jī)械零件和構(gòu)件抗沖擊破壞的能力,是對材料承受瞬時載荷能力的考量標(biāo)準(zhǔn)。激光焊接金剛石工具接頭抗沖擊強(qiáng)度的對比研究對基體材料激光焊接質(zhì)量評斷有重大意義。
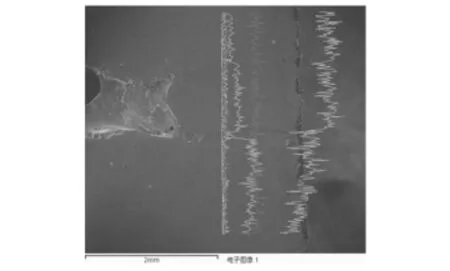
圖3 30Cr Mo基體焊件EDS圖件Fig.3 EDS diagram of 30Cr Mo weldment
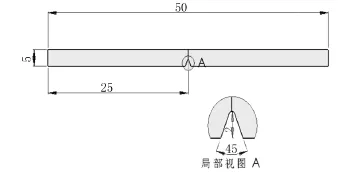
圖4 沖擊試樣Fig.4 Impact sample
根據(jù)GB/T2650-2008《焊接接頭沖擊試驗(yàn)方法》進(jìn)行取樣測試,取樣尺寸形狀如圖4,高10mm,試樣開V型缺口(V型缺口尺寸如圖4所示),缺口中心頂端位于接頭上,缺口平面平行于焊縫表面。在AST-KT843擺錘沖擊儀上進(jìn)行沖擊試驗(yàn),沖擊試驗(yàn)參數(shù):擺錘最大功:7.5J;支撐線間距離: 40mm;環(huán)境溫度:21℃;濕度:53%。
4種基體材料同NEXT300燒結(jié)塊體的激光焊件接頭沖擊試驗(yàn)結(jié)果見表6。
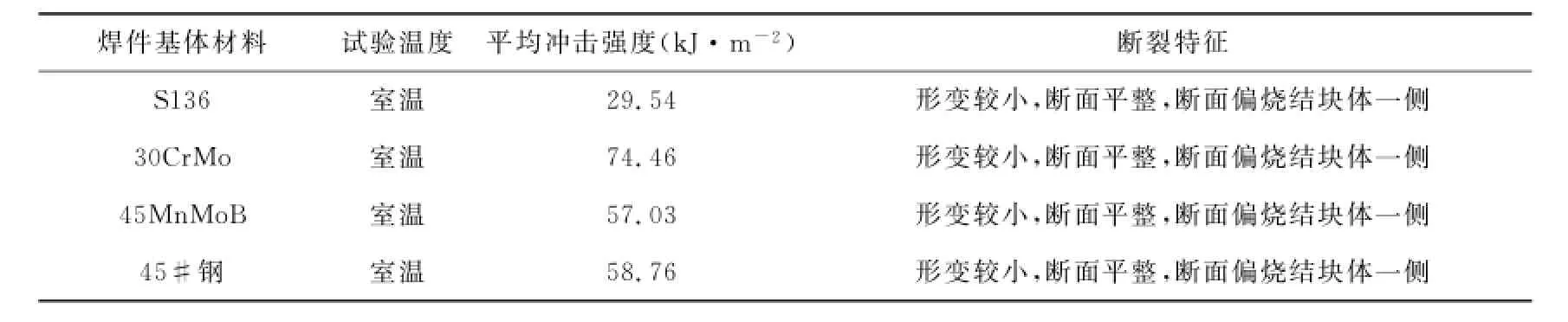
表6 沖擊試驗(yàn)結(jié)果Table 6 Results of the impact test
如3.1所述,同理,在沖擊試驗(yàn)中,試樣的斷面總是處于沖擊點(diǎn)周邊偏于燒結(jié)塊體一側(cè)。試驗(yàn)結(jié)果對比可得:30Cr Mo焊件沖擊強(qiáng)度遠(yuǎn)高于其余3種焊件,為74.46 kJ·m-2較45#鋼高出約27%; 45Mn MoB與45#鋼的焊件沖擊強(qiáng)度近似,分別為57.03 k J·m-2與58.76 k J·m-2;S136鋼體焊件最低,只有29.54 k J·m-2約為45#鋼的50%。
圖5為S136焊件能譜分析圖片,所選視域?yàn)榻宇^處,以標(biāo)記v口為分界,左上方為基體材料,右下方為NEXT300結(jié)塊。圖中各曲線由右上至左下依次為Fe、Be、Cr、Co與Cu,最下方黃色直線為分析軌跡。
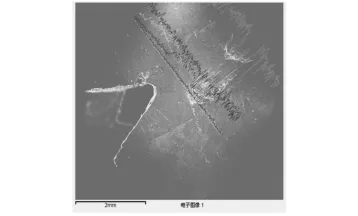
圖5 S136基體焊件EDS圖Fig.5 EDS diagram of S136 weldment
由圖5中可以看出,在靠近V口頂端偏結(jié)塊方向出現(xiàn)了一塊Fe、Co含量急劇降低與Cr元素大量富集的區(qū)域,部分部位Cr含量(百分比)遠(yuǎn)高于Co,接近Fe含量(百分比)。Cr的區(qū)域性富集會導(dǎo)致該處硬度上升,脆性增強(qiáng),在沖擊試驗(yàn)中易造成應(yīng)力集中,產(chǎn)生裂紋。故而S136焊件的沖擊強(qiáng)度最低,僅為45#鋼焊件的50.27%。
4 結(jié)論
(1)金剛石焊接工具中,金剛石結(jié)塊部分為粉末冶金方式燒結(jié)而成,脆性高于基體材料,在發(fā)生斷裂時斷裂部位多發(fā)生在焊接接頭周圍偏結(jié)塊一側(cè);
(2)30Cr Mo—NEXT300激光焊接焊件接頭部位及周圍成分較均勻過渡,力學(xué)性能較均衡,Mo的均布能使焊件接頭部位脆性有效降低,提高焊接質(zhì)量;
(3)S136—NEXT300激光焊接焊件接頭周圍元素分布不均,靠近焊縫偏結(jié)塊一側(cè)會出現(xiàn)區(qū)域性Fe、Co含量百分比急劇下降,Cr元素含量百分比急劇上升,導(dǎo)致該區(qū)域易造成應(yīng)力集中產(chǎn)生裂紋源,嚴(yán)重影響焊接質(zhì)量;
(4)在4種材料(S136、30Cr Mo、45Mn MoB、45#鋼)的模擬激光焊接試驗(yàn)中,由焊件抗拉、抗彎、沖擊強(qiáng)度對比可知:30Cr Mo激光焊接質(zhì)量與各項(xiàng)綜合力學(xué)性能最好,同NEXT300結(jié)塊對焊的激光焊件抗拉強(qiáng)度可達(dá)669.40MPa,抗彎強(qiáng)度可達(dá)1235.59MPa,沖擊強(qiáng)度可達(dá)74.46kJ·mm2,30Cr Mo從焊接性能而言更適合于制造激光焊接金剛石制品。
[1] 雷玉成,等.焊接成形技術(shù)[M].北京:機(jī)械工業(yè)出版社,2004.
[2] G.Weher.Laser welding of diamond tools[J].Industrial Diamond Review.1991,3:126-128.
[3] 呂智,等.超硬材料工具設(shè)計(jì)與制造[M].北京:冶金工業(yè)出版社, 2010.
Optimization study on body material in laser welding deep-hole drill bits
PAN Xiao-yi1,2,3,LIU Zhi-huan1,2,3,LUO Wen-lai1,3,LIN Feng1,2,3, WANG Jin-bao1,2,3,WANG Zhi-hui1,2,3,SU Yu1,2,3,CHENG Yu1,2,3
(1.Guangxi Key Laboratory of Superhard Materials,Guilin 541004,Guangxi; 2.National Special Mineral Materials Engineering Research Center,Guilin 541004,Guangxi; 3.China Nonferrous Metal(Guilin)Geology and Mining Co.,Ltd.,Guilin 541004,Guangxi)
This paper completes laser welding simulation experiment of diamond tool by welding NEXT300 sintered bulk to several different body materials in the same parameters.According to the welded joint failure analysis,the tensile,bending and impact strength of four different body materials laser weldments were measured and contrasted. The results show that in the same welding parameters the 30Cr Mo steel weldment has the best weldability and comprehensive mechanical properties in the four materials including S136 steel,45Mn MoB steel,30Cr Mo steel and C45 steel.
laser welding;diamond tool;mechanical property;NEXT300;30Cr Mo
TQ164
A
1673-1433(2013)04-0029-05
2013-10-27
潘曉毅(1988-),男,工程學(xué)學(xué)士,畢業(yè)于四川大學(xué),現(xiàn)就職于中國有色桂林礦產(chǎn)地質(zhì)研究院國家特種礦物材料工程技術(shù)研究中心,主要從事金剛石制品及相關(guān)技術(shù)開發(fā)工作。Email:joky_pan@126.com
國家科技部科研院所技術(shù)開發(fā)專項(xiàng):深部找礦新型鉆頭研究(國科發(fā)財(cái)[2013]460號,項(xiàng)目編號2013EG115007)、廣西科學(xué)研究與技術(shù)開發(fā)計(jì)劃,深孔取芯鉆頭WC-Co-Cu基金屬結(jié)合劑稀土改性研究(桂科攻1348008-3)、2013年中國有色集團(tuán)科技計(jì)劃:深部找礦超長壽命鉆頭胎體預(yù)合金強(qiáng)韌化技術(shù)的研究(2013KJJH11)
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07