片材口模尺寸對聚丙烯擠出發泡影響的研究
2013-05-22 01:45:30侯雁婷何亞東李慶春閆寶瑞信春玲
中國塑料 2013年7期
侯雁婷,何亞東,李慶春,閆寶瑞,2,信春玲,2*
(1.北京化工大學機電工程學院,北京 100029;2.高分子材料加工裝備教育部工程研究中心,北京 100029)
0 前言
聚丙烯(PP)是僅次于聚乙烯(PE)、聚氯乙烯(PVC)的第三大通用塑料[1],其性價比決定了其有很強的市場競爭力,PP發泡材料與其他常見的發泡材料相比,在使用性能、生產成本及其環境的影響方面具有獨特的優勢。PP發泡制品具有良好的熱穩定性,優異的抗震吸能性以及高的形變回復率,優異的耐化學品、耐油性,較高的拉伸強度、抗沖擊強度和韌性,適宜、柔順的表面,這些優越性使PP發泡材料廣泛應用在包裝、汽車緩沖和隔熱材料等各個領域[2]。
根據Colton和Suh[3-4]的經典成核理論 ,無論是均相成核還是異相成核,壓力降和壓力降速率對于PP擠出發泡的影響都很大,壓力降速率越大,氣泡成核速率越高,氣泡數量越多,越有利于制備低密度泡沫塑料,因此能夠得到產品質量較好的片材。
工程實踐表明,塑料熔體在機頭內流動所產生的壓力降不僅與原料的本身特性有關系還與流道的幾何形狀和尺寸有關系。窄縫機頭的高度與物料的壓力降速率有關,即窄縫的高度越大壓降速率就越小;窄縫的高度越小壓降速率就越大[5]。但是這些變化往往是相互矛盾的,例如加大流道的尺寸可以降低壓力損失,但是卻使熔體產生滯留引起熱降解。因此對每個尺寸的選擇都要進行全面的、均衡的考慮。
本文選用具有不同口模尺寸的片機頭進行發泡實驗,記錄實驗過程中各項工藝參數,觀察測試實驗得到的發泡樣品,并重點討論口模尺寸對PP發泡材料性能的影響。
1 實驗部分
1.1 主要原料
PP,M02,中國揚子石油化工有限公司;
高熔體強度PP,Daplay HMS130,北歐化工Borealis公司;
二氧化碳(CO2),純度99.5%,北京氧氣廠;
滑石粉,粒徑0.8μm,北京利國偉業超細粉體有限公司;
硬脂酸單甘油酯,化學純,沈陽科瑞化工有限公司;
高密度聚乙烯(PE-HD),DGDA6098,齊魯石油化工公司。
1.2 主要設備及儀器
同向雙螺桿擠出機,ZSK25-WLE,螺桿長徑比為40,直徑為25mm,德國科倍隆公司;
高速攪拌機,GRH-10,遼寧省阜新輕工機電設備廠;
熔體泵,Extrex?28,英國瑪格公司;
超臨界二氧化碳恒壓注氣系統,浙江嘉興信仁精密泵有限公司;
分析天平,精度0.1mg,上海精密儀器設備廠;
光學顯微鏡,SZX7,日本Olympus公司。
1.3 樣品制備
按照配方稱料,配方如表1所示,將物料加入高速攪拌機,將攪拌好的物料加入同向雙螺桿擠出機-熔體泵擠出系統中,系統的預設溫度為200℃,同時向擠出機熔融段注入超臨界CO2后,逐步降低雙螺桿后3段以及熔體泵的溫度直到降至140℃,待穩定后取樣,并記錄實驗工藝參數。

表1 實驗配方Tab.1 Formula
1.4 性能測試與結構表征
表觀密度分析:根據ISO 1183—1987標準,測試所得樣品的表觀密度;
泡孔平均直徑及泡孔均勻性分析:使用光學顯微鏡對發泡樣品的泡孔直徑進行測定,統計選定的每個樣品的全部泡孔直徑,再取其平均值,得泡孔平均直徑;
泡孔的均勻性用泡孔直徑的標準方差進行表征,標準方差定義為:
式中 s——標準方差
n——泡孔個數,個
m——泡孔直徑的平均值,mm
xt—第t個泡孔的直徑,mm
2 結果與討論
2.1 口模尺寸的確定
如圖1所示,為本文所用口模結構示意圖。
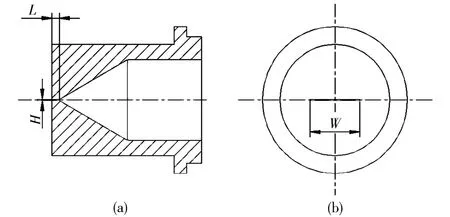
圖1 口模結構示意圖Fig.1 Structure diagram of the die
為了得到較好的PP發泡樣品,最主要的是選擇合適的機頭壓力降和壓力降速率。聚合物熔體流經狹縫口模的壓力降[6-7]為:

a——流動常數,a=1/Kk
q——聚合物熔體體積流率(流量),m3/s
Δp——壓力降,Pa
PP熔體的熱物理參數[8]為:ρ=735kg/m3,k=0.15W/(m·K)。根據在線流變實驗中所測得的數據,取160℃、注氣量5%的PP流變數據[9]作為計算依據,K=23717Pa·s。
由式(2)可知,當口模的寬度(W),流量(Q)一定時,壓力降主要是由流道的高度(H)和長度(L)所決定。本文取產量為6.5kg/h,口模寬度取20mm,流道高度取0.6mm和1.0mm,高度0.6mm的口模對應流道長度取3、5、8mm,高度1.0mm的口模對應流道長度取7、13、19mm,設計兩組共6個口模,口模流道尺寸及計算得相應壓力降如表2所示。
2.2 機頭的建壓能力及其對發泡樣品性能的影響
(1)機頭實測建壓能力
由安裝在機頭的壓力傳感器測定擠出發泡過程中的機頭壓力,繪制口模結構參數與機頭壓力的關系圖,如圖2所示。由圖2可知,對于流道高度為0.6mm的一組口模(A、B、C),隨著流道平直段長度的增加,能夠得到的機頭壓力(6.5~9.0MPa)增大,最大壓力達9.0MPa;而對于流道高度為1.0mm的一組口模(D、E、F),能夠建立的最大機頭壓力為8.0MPa左右。發泡實驗時觀察第二組口模,特別是E、F,出口物料收縮嚴重,這是由于這2個口模的平直段長度過長,造成嚴重的剪切生熱,聚合物體系黏度降低,因此不能如理論計算那樣獲得高的機頭壓力;第一組口模(A、B、C)能夠得到的機頭壓力(6.5~9.0MPa)大于第二組口模(D、E、F)能夠獲得的機頭壓力(5.8~8.0MPa)。一方面,由于第一組口模流道高度較小,對于建立機頭壓力有利,另一方面,過大的流道平直段長度造成剪切生熱嚴重,不利于機頭建壓。
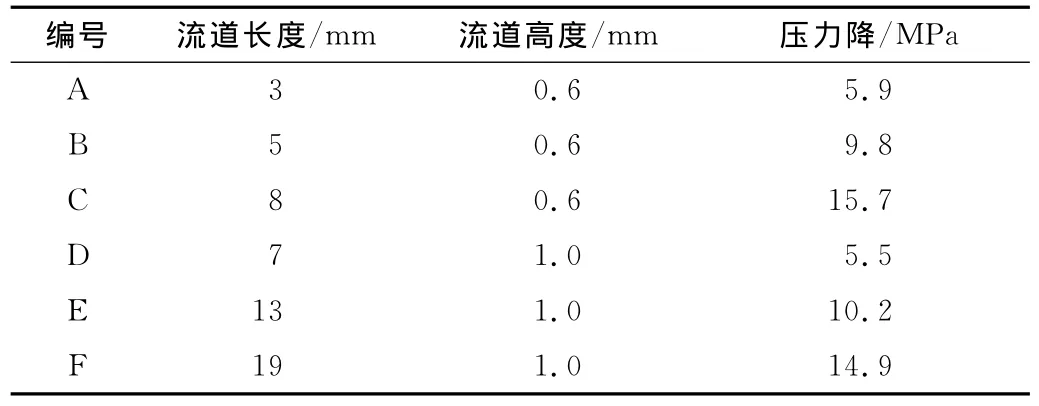
表2 口模尺寸參數Tab.2 Structural parameters of the die
圖2 口模尺寸與機頭壓力關系曲線Fig.2 Relationship between die size and pressure
(2)機頭壓力對發泡樣品表觀密度的影響
機頭壓力與所得發泡樣品表觀密度的關系如圖3所示,可以看出,隨著機頭壓力的升高,樣品的表觀密度減小,且第一組口模(A、B、C)對樣品表觀密度的影響更大,這是由于該組口模的壓力變化范圍較大;由流道高度為0.6mm的第一組口模(A、B、C)所生產的樣品的表觀密度(0.03~0.15g/cm3)較小,而由流道高度為1.0mm的第二組口模(D、E、F)所生產的樣品的表觀密度(0.17~0.23g/cm3左右)較大。這是由于第二組口模流道的平直段長度(分別為7、13、19mm)較長,剪切生熱較大,造成熔體黏度降低,對泡孔生長不利。
2.3 口模尺寸對壓降速率及樣品泡孔尺寸的影響
(1)機頭的壓降速率
本文中,根據定義推導壓降速率(MPa/s)計算公式為:
圖3 表觀密度與機頭壓力關系曲線Fig.3 Relationship between apparent density and pressure

式中 Q——產量,kg/h
ρ──密度,kg/m3
從圖4可以看出,口模流道高度H不變時(如A、B、C),隨著流道平直段長度L的減小,機頭壓降速率增大;流道高度H 為0.6mm的一組口模(A、B、C)的壓降速率大于流道高度為1.0mm的口模(D、E、F)壓降速率。
(2)機頭壓降速率對發泡樣品泡孔尺寸的影響
從圖5、圖6可以看出,流道高度為0.6mm的一組口模(A、B、C)得到的發泡樣品泡孔平均直徑為140~200μm、平均直徑的標準差為60~100,流道高度為1.0mm的一組口模(D、E、F)得到的發泡樣品泡孔平均直徑為200~230μm、平均直徑的標準差為180~200。因此,由口模A、B、C所制得的發泡樣品的泡孔平均直徑及其標準差較小,即泡孔結構較好。這與該組口模的壓降速率較大有關,即壓力降速率越大,氣泡成核速率越高,泡孔結構越優。
圖4 口模流道長度與壓降速率關系Fig.4 Relationship of the die length and pressure drop rate
圖5 平均泡孔直徑與壓降速率關系Fig.5 Relationship between average diameter and pressure drop rate
3 結論
(1)對于口模流道高度一定的口模,隨著流道平直段長度的增加,機頭壓力增大,機頭壓降速率減小;第一組口模(A、B、C)能夠得到的機頭壓力及壓降速率均大于第二組口模(D、E、F)能夠獲得的機頭壓力及壓降速率;
(2)由流道高度為0.6mm的第一組口模(A、B、C)所生產的發泡樣品的表觀密度較小、泡孔尺寸較小、泡孔均勻性較好;而由流道高度為1.0mm的第二組口模(D、E、F)所生產的樣品的表觀密度普遍較大、泡孔尺寸較大,即機頭壓力大、壓降速率大,可以得到泡孔結構較好的發泡樣品。
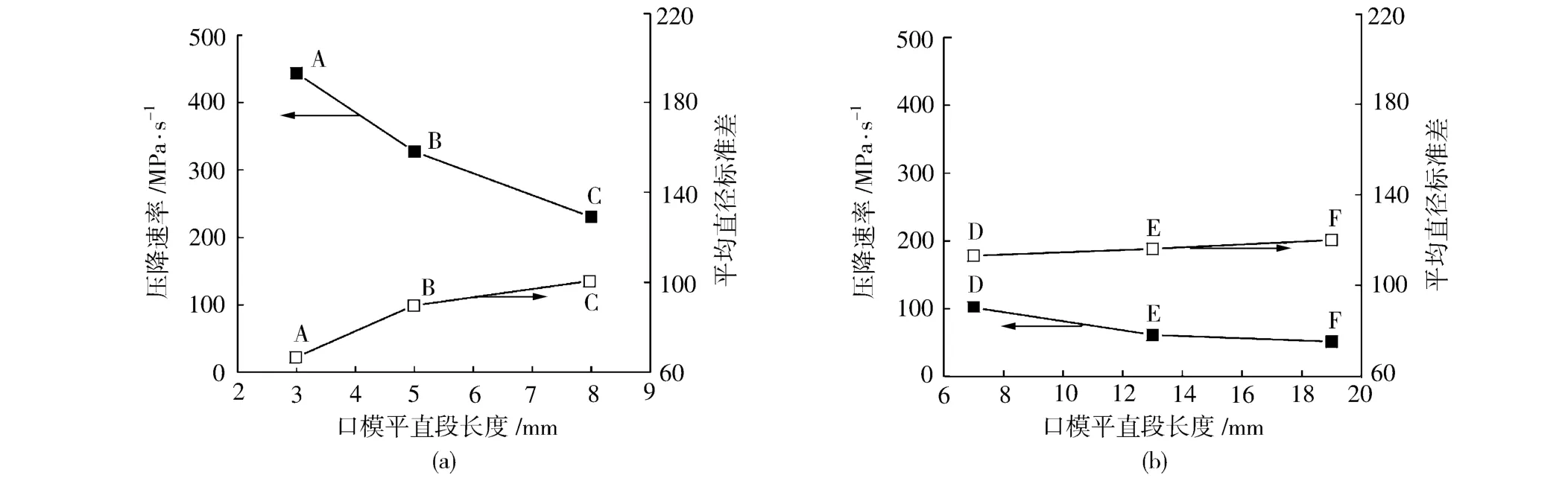
圖6 平均直徑標準差與壓降速率關系Fig.6 Relationship between standard deviation and pressure drop rate
[1]黃少云,李東立,許文才.發泡聚丙烯研究進展及應用展望[J].包裝工程,2009,30(5):86-89.Huang S Y,Li D L,Xu W C.Research Progress and Application Prospects of EPP[J].Packaging Engineering,2009,30(5):86-89.
[2]郭 喆,劉 卉.聚丙烯發泡的研究進展[J].塑料制造,2009,(4):88-92.Guo Zhe,LIU Hui.The Progresses of Studies on Polypropylene Foam[J].Platics Manufacture,2009,(4):88-92.
[3]Colton J S,Suh N P.The Nucleation of Microcellular Thermoplastic Foam with Additives:Part I:Theoretical Considerations[J].Polymer Engineering &Science,1987,27:483-495.
[4]Colton J S,Suh N P.The Nucleation of Microcellular Thermoplastic Foam with Additives.Part II:Experimental Results and Discussion[J].Polymer Engineering &Science,1987,27:493-499.
[5]徐孟平,唐 躍.擠出機機頭中壓力降的研究進展[J].工程塑料應用,2004,32(9):75-77.Xu M P,Tang Y.Research Progress of Pressure Drop in Die of Extruder[J].Engineering Plastics Application,2004,32(9):75-77.
[6]Park C B,Bbldwinde,Suhnp.Effect of the Pressure Drop Rate on Cell Nucleation in Continuous Processing of Microcellular Polymer[J].Polymer Engineering & Science,1995,35(5):432-440.
[7]Patrick C Lee,Wanrudee Kaewmesri,Jing Wang,et al.Effect of Die Geometry on Foaming Behaviors of Highmelt-strength Polypropylene with CO2[J].Journal of Applied Polymer Science,2008,109(5):3122-3132.
[8]謝興陽.超臨界流體PP發泡片材制備研究[D].北京:北京化工大學機電工程學院,2008.
[9]錢敏偉,信春玲,郭奕崇,等.超臨界CO2發泡聚丙烯擠出工藝研究[J].工程塑料應用,2007,35(3):23-26.Qian M W,Xin C L,Guo Y C,et al.Study of Supercritical CO2Foaming Polypropylene Extrusion Technology[J].Engineering Plastic Application,2007,35(3):23-26.