基于UG前蓋注塑模設計及模流分析
2013-05-22 01:45:28段亮亮黨新安楊立軍杜二超
中國塑料 2013年7期
段亮亮,黨新安,楊立軍,杜二超
(陜西科技大學機電工程學院,陜西 西安 710021)
0 前言
隨著塑料工業的飛速發展,塑料制品廣泛應用于人們的日常生活中,也應用于航空航天、醫療器械、機械制造等[1]。注射成型是成型塑料制品的一種重要方法。其基本過程是塑料原料經注塑機熔融塑化并注入模具,在模具中固化后脫模成為制品[2]。注射成型能一次成型形狀復雜、尺寸精確的制品,適合高效率、大批量的生產方式,已發展成為熱塑性塑料和部分熱固性塑料的主要成型加工方法。
本文利用三維CAD軟件UG對前蓋制件及模具結構進行設計,減少了設計時間,提高了精準性[3],本文根據塑件的工藝性,將前蓋注塑模設計為1模2腔結構,并用側澆口進料,采用單分型面實現塑件和流道凝料的分離及塑件的順利脫模,并且用Moldflow模具仿真軟件對前蓋的整個注射成型過程進行了分析與模擬,得到了制件的最佳澆口、熔接痕和氣穴位置,縮短了生產周期,降低了生產成本,提高了生產效率[4]。
1 塑件工藝分析
塑料件材料為聚碳酸酯(PC),收縮率為0.5%~0.8%。塑件尺寸較小,要求精度低,生產批量大,采用1模2件結構。PC的流動性差,采用短流程澆口,同時為了滿足制品的要求采用側澆口。同時塑件形狀較為復雜,為了方便加工和熱處理,型腔與型芯采用鑲拼式結構。
圖1是用三維CAD軟件UG設計的前蓋塑件,該塑件為殼體件,要求表面光澤,且內部結構復雜,在模具設計中要求有較高的精度和良好的加工工藝,以保證該塑件的精度和模具的充型能力。

圖1 前蓋塑件Fig.1 Front plastic parts
2 模具結構設計
2.1 成型零件的設計
型腔零件是成形塑料件外表面的主要零件,按結構不同可分為整體式和組合式兩類。為了保證其精度,此型腔采用整體式。材料通常選用優質碳素結構工具鋼T10A,淬火處理,硬度為HRC50~55。
成型塑件內表面的零件稱型芯,主要有主型芯、小型芯。型芯按其結構類型可分為整體式和組合式兩類。本文設計的主型芯用于成型塑件內壁,小型芯是用于成型塑件上的孔,故選組合式結構。
2.2 澆注系統的設計
2.2.1 確定分型面的位置
定模和動模相接觸的面稱為分型面。此塑料件尺寸小,內部結構簡單,無需側抽結構,因而采用直接分型。通過對塑件的分析,且根據分型面的選擇原則,分型面的位置確定在最大輪廓處即最大截面處。
2.2.2 流道的設計
主流道是連接注塑機的噴嘴與分流道的一段通道,主流道設計成圓錐型,目的是便于冷料的脫模,同時也改善料流的速度。
分流道截面形狀一般為圓形、梯形、半圓形及矩形等。本文的設計中采用梯形截面,其加工工藝性好,且塑料熔體的熱量散失流動阻力均不大。該模具采用1模2腔結構形式,澆口采用側澆口,如圖2所示。
2.3 選用標準模架
根據型腔尺寸、位置尺寸及型腔壁厚,可確定模架的結構形式和規格,選用A4-200250-51-Z2GB/T12556.1-1990,模具外形尺寸為250mm×230mm×195mm。
2.4 推出機構及導向定位機構的設計
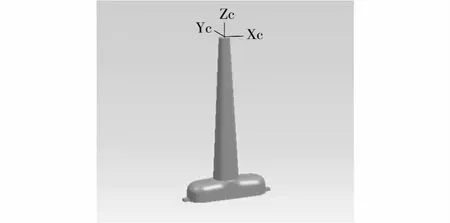
圖2 澆注系統Fig.2 Design of the runner system
在注射成型的每一次循環中,都必須使制品從模具型腔和型芯上脫出,這種脫出制品的機構稱為推出機構或脫模機構。根據制品結構特點、脫模機構設計的要求及推出力的大小,可確定推出機構選用Φ3mm推桿。導向定位機構采用導柱和導套,根據模架的選用,導柱選用Φ20mm,導套選用Φ28mm。
2.5 溫度調節系統及排氣系統的設計
在注射成型過程中,模具的溫度會影響到塑件成型的品質和生產效率。由于各種塑料的性能和成型工藝要求不同,模具的溫度要求也不同。PC流動性差,要求模具溫度高。根據材料的工藝參數,可知模具溫度為90~110℃。故選擇以Φ13mm加熱棒加熱。塑件的冷卻采用隨模冷卻。
該模具屬于中小型模具,排氣量并不大,而且塑件在分型面的投影面積較大,因此不單獨開設排氣槽,利用分型面和頂桿與孔的配合間隙排氣。
3 模具整體結構及工作過程
該模具的整體結構如圖3所示,其工作過程為:注塑機鎖模之后,由導柱、導套進行合模,動定模閉合。注塑機注射時,塑料熔體經過澆注系統進入型腔,待充滿型腔并經過保壓、補塑和冷卻后開模。開模時,模具從分型面分開,塑件包在型芯上隨動模一起后移。同時,拉料桿將澆注系統的主流道凝料從澆口套中拉出。當移動到一定距離后,推出機構將塑件及澆注系統凝料從型芯和冷料穴中推出,塑件與澆注系統凝料一起從模具中落下。合模時,推出機構使復位桿復位。
4 Moldflow模流分析
塑料注射成型CAE軟件的發展十分迅速,其全面提升模具設計水準的顯著效果正逐漸為模具界所認識[5]。利用Moldflow對塑件注射成型過程進行模擬,對最佳澆口、填充、溫度、氣穴和熔接痕等進行分析,這樣避免了可能出現的缺陷,縮短了設計周期,降低了生產成本,提高了生產效率。
4.1 網格劃分
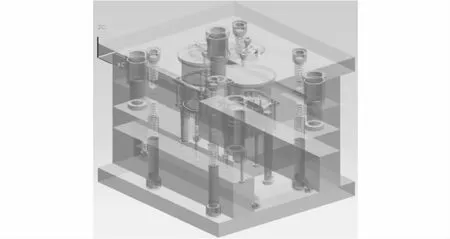
圖3 模具裝配圖Fig.3 Schematic of the mold assembly
在進行分析之前,首先將UG中創建的三維實體模型導出為.igs格式的文件,然后用Moldflow軟件導入該模型文件,再進行網格劃分,網格劃分的結果會影響到最終分析結果數據的準確性。網格劃分結果如圖4所示。
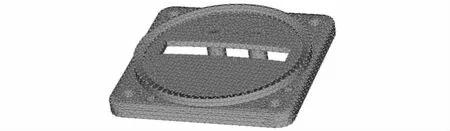
圖4 網格劃分Fig.4 Mesh generation
4.2 最佳澆口位置分布
合理選擇澆口位置關系到模具進料平衡、充模時間、熔接痕位置等方面的因素,因此合理選擇澆口位置是提高塑件成型品質的重要環節。Moldflow軟件可以根據模型幾何形狀及相關材料參數、工藝參數分析出澆口最佳位置,根據分析結果設置澆口位置,可避免由于澆口位置不當可能引起的制件缺陷[6]。
從圖5可看出,藍色區域是最佳澆口位置。為了保證制件外表的美觀,進料的平衡性及成型速度快的情況下,把澆口位置設置在制件藍色區域即左側中間。
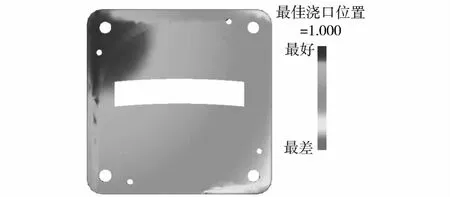
圖5 最佳澆口位置Fig.5 Best gate location
4.3 流動分析結果
流動分析結果包括充模時間、壓力、溫度、氣穴和熔接痕等。對前蓋的流動分析結果為:填充分析結果主要用于查看制件的填充是否平衡,是否完全填充等。可以根據動態的填充時間結果分析填充階段的熔體流動是否合理。填充分析的最終目的是為了獲得最佳澆注系統的設計[6]。
從圖6可以看出,在澆口位置處(即藍色區域)最早填充,遠離澆口位置的制件(即紅色區域)在0.5335s時被填充,總填充時間為0.5335s。被填充的塑件沒有顏色缺陷部分,塑料完全充滿了型腔,表明澆口位置設計合理。
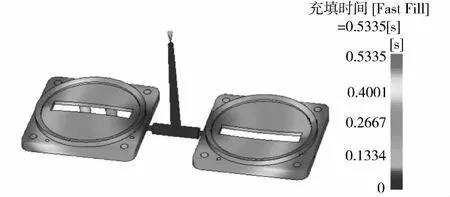
圖6 填充時間Fig.6 Filling time
圖7顯示了填充結束時的型腔及流道內的壓力分布,此時進料口處的最大壓力為69.34MPa,腔內最大壓力為17.33MPa。型腔處較進料口處壓力低,型腔處壓力梯度分布比較均勻,沒有出現滯流、溢料等品質缺陷。
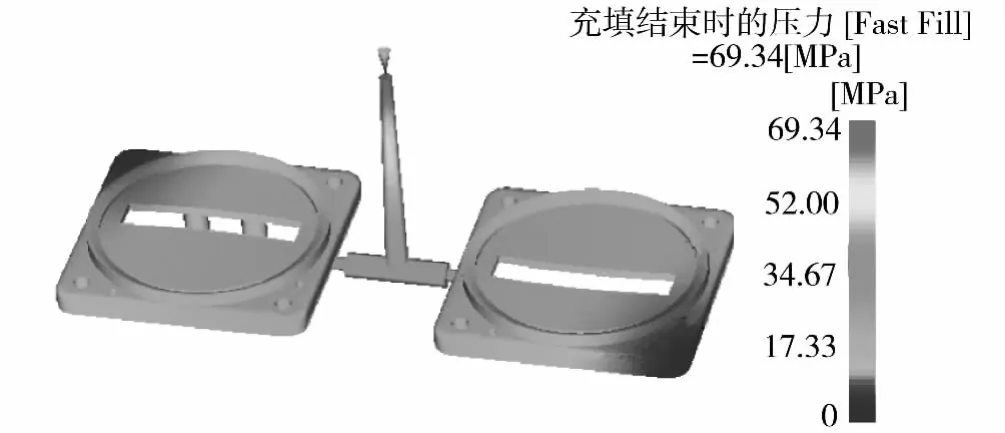
圖7 填充結束時的壓力Fig.7 At the end of the filling pressure
熔體溫度分布是分析熔體流動情況的重要指標,在熔體流動好的地方,溫度一直保持在較高的水平,否則溫度下降很快[7]。圖8中料流前沿的最高溫度為301.3℃,最低溫度為196.2℃,最低溫度大于凍結溫度,所以制件可以充滿。圖中流體溫度分布均勻,能保證制件各處都較均衡。
為了避免產生氣穴,設計模具時,在容易產生氣穴的位置開設專用的排氣槽,保證排氣良好[4]。如圖9所示,制件可能產生氣穴的地方都在制件的邊緣,中間表面無任何缺陷,空氣可以從分型面排出,可避免產生氣穴,所以不需設計排氣槽。
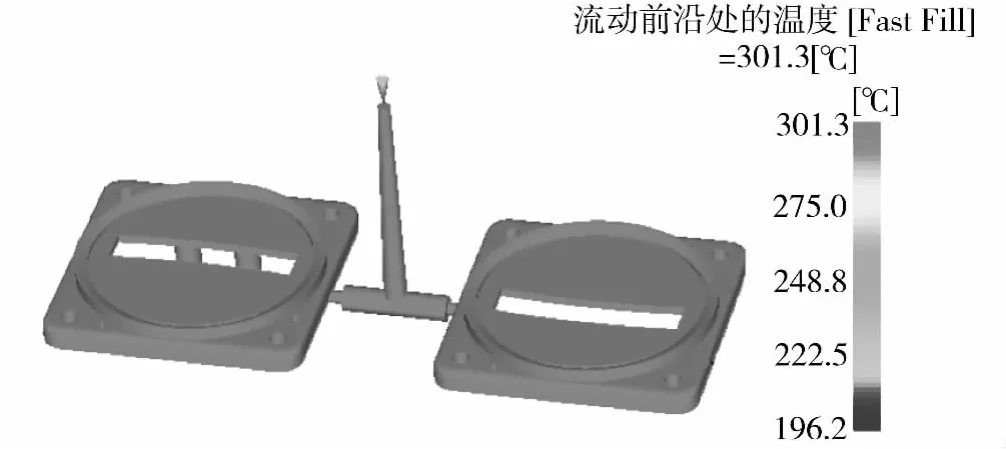
圖8 料流前沿的溫度Fig.8 The temperature of the flow front
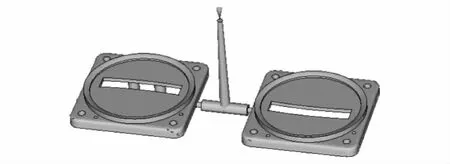
圖9 氣穴Fig.9 Cavitation
在模具注塑時,制品經常有熔接痕,不僅影響產品外表的美觀,而且產品的強度降低。經過Moldflow優化分析,熔接痕的出現就會減少,也會避免造成結構上的缺陷,降低了廢品率,提高了制件的品質。從圖10分析結果可看出制件沒有大面積的熔接痕,所以表面品質不會受到影響。

圖10 熔接痕Fig.10 Weld mark
5 結論
(1)運用UG對塑件及模具結構進行設計,使塑件的造型簡單、建模過程更直觀,加快了整個注塑模具的設計過程,縮短了設計周期;
(2)利用Moldflow對塑件的澆口位置、溫度、氣穴和熔接痕進行了模流分析,結果表明,前面的設計和計算結果是可行的,是符合設計要求,滿足注塑模具的性能要的;
(3)根據模流分析結果可對前蓋注塑模具的結構進行優化設計,大大縮短了模具的設計周期、降低了成本,并提高了設計質量。
[1]李發致.模具先進制造技術[M].北京:機械工業出版社,2003:27-28.
[2]徐其航,黃建新,盧景輝.游戲手柄上蓋注射模設計[J].輕工機械,2011,29(1):4-7.Xu Qihang,Huang Jianxin,Lu Jinghui.Design of Injection Mould for the Lid of Handle for Game[J].Light Industry Machinery,2011,29(1):4-7.
[3]邸 紅.UG在注塑模設計中的應用[J].橡塑技術與裝備,2008,34(12):44-47.Di Hong.Application of UG in the Design of Injection Mould[J].Chian Rubber/Plastics Technologyand Equipment,2008,34(12):44-47.
[4]衡耀付,吳志偉,彭衛東.基于 Moldflow的電度表表蓋注射模設計[J].模具制造,2007,(9):53-54.Heng Yaofu,Wu Zhiwei,Peng Weidong.Design of Injection Mold for the Electrical Meter Cover Based on Mold-Flow[J].Mould Manufacture,2007,(9):53-54.
[5]馬玉函,盧 軍.基于SolidWorks的鼠標殼注射模設計及模流分析[J].模具制造,2008,(6):15-18.Ma Yunan,Lu Jun.Injection Mold Design and Mold Floing Analysis for the Mouse Shell Based on SolidWorks[J].Mould Manufacture,2008,(6):15-18.
[6]劉細芬,張 帆.基于Pro/E和 Moldflow的注塑模CAD/CAE技術[J].機械設計與制造,2011,(4):239-241 Liu Xifen,Zhang Fan.CAD/CAE Technology for Injection Mould Based on Pro/E and Moldflow[J].Machinery Design and Manufacture,2011,(4):239-241.
[7]范希營,郭永環.基于UG/NX的洗發水瓶蓋注射模設計與模流分析[J].模具工業,2009,35(8):50-54.Fan Xiying,Guo Yonghuan.UG/NX Based Design of Injection Mould and Moldflow Analysis[J].Mould Industry,2009,35(8):50-54.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2018年18期)2018-11-14 01:48:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06