CVC六輥冷軋機板形控制手段的研究
2013-06-01 12:39:12閆學良劉延斌
機電工程技術 2013年9期
閆學良,劉延斌
(南山集團輕合金冷軋廠,山東龍口 265706)
1 板形控制手段介紹
帶材板形主要決定于輥縫,因此,通過調整輥縫可以糾正任何形式的板形偏差從而獲得需要的板形。利用有關輥縫執行機構影響板材平整度的知識來減少板形誤差。
在6 輥軋機中,是通過機械執行機構影響帶材的平整度。在機械作用之后余下的平整度誤差可通過熱力學執行機構消除。
機械執行機構可分為:(1)工作輥彎輥:處理對稱的板形誤差,沒有彎輥,帶材中心將更長,有彎輥,帶材各部分壓下率均勻,能夠糾正對稱邊浪;(2)中間輥彎輥:處理對稱的板形誤差沒有彎輥,帶材中心將更長,中間輥彎輥能校正帶材的中間浪,另外同工作輥彎輥一起校正四分之一浪;(3)中間輥CVC 竄動,應用于6 輥軋機的中間輥,通常用作支撐工作輥彎輥,當支持的彎輥執行機構位置超出設定極限時,將會給支持環路(CVC 竄動)一個控制誤差,為CVC 竄動系統生成一個模擬輸出信號,支持動作的速度取決于軋制速度;(4)傾輥:主要處理不對稱的板形誤差,沒有傾輥,一側邊緣將更長,根據這項功能,傾輥能夠校正帶材不對稱的邊浪和上彎拱形。
熱力學板形控制是通過向輥上噴淋冷卻液來改變工作輥不同位置(點)的外形,使工作輥輥身發生熱膨脹或收縮的板形控制。為了獲取平整度熱力學控制的有效性,一定要保證冷卻液和工作輥有一定的溫度差。熱力學手段有:(1)基本冷卻:其主要用于輥縫的冷卻潤滑;(2)局部分區冷卻:根據板形系統的需要來控制開啟冷卻噴嘴的個數,來糾正局部板形缺陷;(3)熱邊部噴射:熱油噴射位置可根據帶材的寬度自動調整,主要用于解決因軋輥邊部溫降而導致帶材邊部板形缺陷的問題。
2 板形控制過程
首先輸入來料參數如寬度、厚度、合金、狀態等,軋機自動計算出加工道次,并確定每道次CVC 輥的竄動位置、工作輥、中間輥彎輥力、軋制力、軋制油等效噴射寬度和投入噴射百分比等數據;其次進入軋制階段,通過現場板形輥系統實時獲得帶材的平整度,經分析處理成平整度曲線,再經數學模型分類為一次、二次、四次方程缺陷,分別傳送到相應板形控制執行機構,傾輥、工作輥和中間輥彎輥力、CVC 竄動進行動態調整,通過改變輥縫輪廓凸度,使各自的實時值能夠穩定在系統設定值范圍內,解決了一次、二次、四次缺陷,剩余小的、復雜的、非對稱的缺陷由軋制油噴射系統解決,這樣總體上既提高軋機板形的控制能力又避免了因使用大彎輥力而帶來的負面影響[1]。
3 板形液壓三種控制手段的特性[2]
對于工作輥彎輥,R2(二次凸度)與R4(四次凸度)均為正值,隨W(帶材寬度)增大,二者均呈加速增大的趨勢,如圖1(注:由于R4值較小,在圖1~圖3 中將其放大10 倍,以便于比較)。
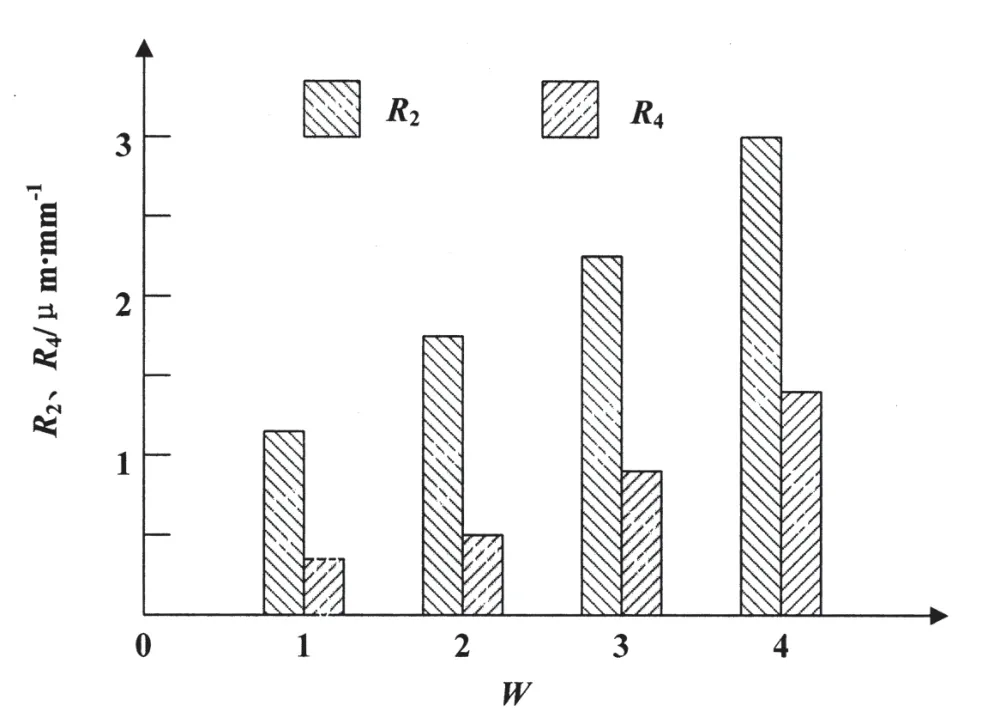
圖1 工作輥彎輥控制特性
對于中間輥彎輥,隨W 增大,R2保持正值且呈減速增大的趨勢,R4在W 較小時為正值,隨著W 的增大轉為負值。因此存在一個臨界W 值,在此點上中間輥彎輥力的變化只會帶來R2的變化,而不影響有載輥縫的R4,如圖2。
對于CVC 竄輥,R2均為正值,R4均為負值,隨W 增大,R2呈勻速增大的趨勢,R4的絕對值呈加速增大的趨勢,如圖3;因此三種控制手段具有一個共同的特性,即隨W 增大R4的變化在總的控制效果中所占比重加大。
4 寬、窄料的控制手段
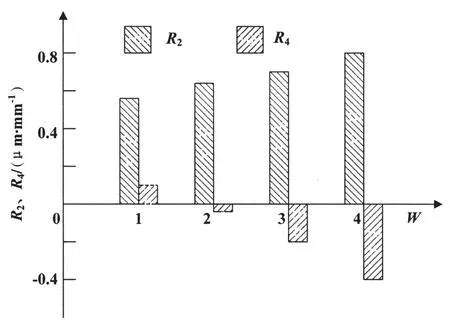
圖2 中問輥彎輥控制特性
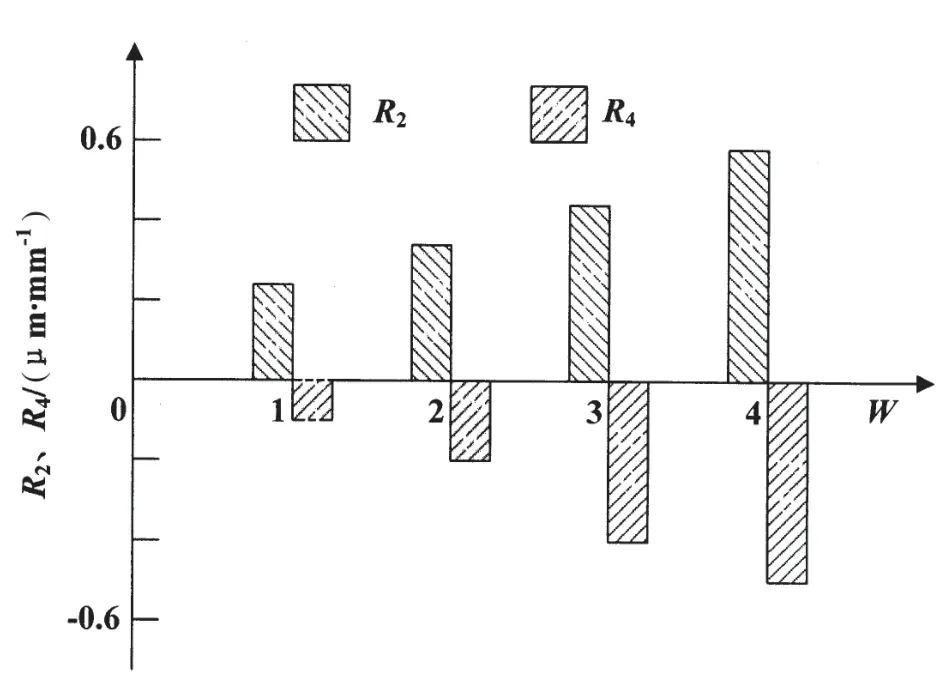
圖3 CVC竄輥控制特性
在帶材軋制過程中,往往為了控制好板形,工作輥彎輥、中間輥彎輥、中間輥CVC竄動都會盡力去校正板形,結果相互影響,反而達不到應有的效果;又因為隨帶材寬度增大四次凸度變化在總的控制效果中所占比重加大,所以確定寬度的一個臨界值,給不同的執行機構以不同的優先級,針對寬、窄料制定不同的控制手段[3]。下面定義帶材寬度小于某一臨界值為窄料,反之為寬料,例如南山1 號CVC 六輥冷軋機,生產的帶材寬度范圍為950~2 100 mm,小于1 660 mm 為窄料,大于1 660 mm為寬料。
(1)窄料方案
將工作輥彎輥只用來實現糾正板形二次拋物線缺陷,中間輥彎輥和CVC 竄動協助工作輥彎輥;如果工作輥彎輥值超過某設定范圍,工作輥彎輥將發出控制輸出信號告訴中間輥彎輥和CVC竄動開始以某一特定速度動作,來調整板形。中間輥彎輥和CVC竄動的動作與否由工作輥彎輥值來直接控制。
窄料控制如圖4 所示,若工作輥彎輥糾正二次缺陷的值超過40%,中間輥彎輥和CVC 竄動將開始動作,增大凸度,直到板形系統檢測到足夠大的凸度,工作輥彎輥值才開始下降,當下降到低于38%時,中間輥彎輥和CVC 竄動停止動作。定義WB:工作輥彎輥;IB:中間輥彎輥;SS:CVC竄動。
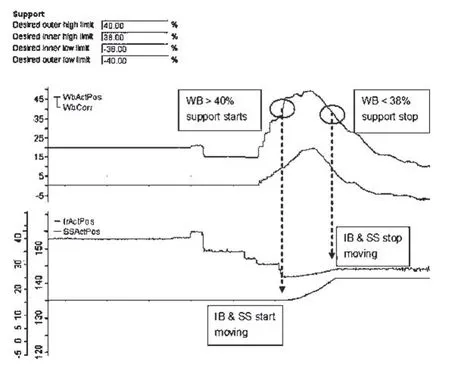
圖4 窄料控制
(2)寬料方案
工作輥彎輥來實現糾正板形四次曲線缺陷即中浪和雙側邊浪[4],中間輥彎輥和CVC 竄動用來實現糾正板形二次拋物線缺陷即四分浪和邊中浪,如果中間輥彎輥值超過某設定范圍,中間輥彎輥將發出控制信號告訴CVC竄動開始以某一特定速度動作,來調整板形。CVC 竄動的動作與否由中間輥彎輥值來直接控制。
寬料控制如圖5 所示,若中間輥彎輥糾正二次缺陷的值超過60%,CVC 竄動將開始動作,增大凸度,直到板形系統檢測到足夠大的凸度,中間輥彎輥值才開始下降,當下降到低于58%時,CVC竄動停止動作。
5 結束語
軋鋁設備運行中的板形控制是一個極其復雜的系統工程,冷軋鋁帶材板形除了受各工序的影響外,還與帶材的寬度有一定的關系。在現有的CVC 6 輥冷軋機運行中,以液壓AGC、彎輥、熱力學裝置[5]等工藝方法改善板形控制是必要的,其中液壓AGC三種控制手段通過寬、窄料控制策略的設置在現場鋁帶材軋制過程確實很好的起到了改善板形的作用。

圖5 寬料控制
[1]郭京林.CVC 技術在現代冷軋機中的控制策略和手段[J].輕合金加工技術,2003,31(12):12-15.
[2]張云鵬,吳慶海,王長松.六輥CVC 冷軋機板形控制性能研究[J].冶金設備,1998(12):8-10.
[3]張清東,陳先霖.CVC 四輥冷軋機板形控制策略[J].北京科技大學學報,1996(8):347-350.
[4]黃綸偉,程先霖,張清東.板帶冷軋機板形控制技術調控功效的比較研究[J].冶金設備,2002(2):4-7.
[5]孫向明,張清東,白劍,等.6 輥CVC 冷軋機支撐輥磨損和熱凸度對板形控制性能的影響[A].中國鋼鐵年會論文集[C],2005:526-529.
