一種用于激光熔覆的旁軸送粉噴嘴的設計與應用*
2013-06-01 12:39:20張慶茂鄒春江
機電工程技術 2013年9期
王 方,郭 亮,張慶茂,鄒春江
(1.華南師范大學廣東省微納光子功能材料與器件重點實驗室,廣東廣州 510006);2.深圳市大族激光科技股份有限公司,廣東深圳 518103)
1 概述
激光熔覆是近年來新興的一種材料表面修復技術,是改善材料表面性能的有效手段[1],受到越來越多企業的關注。送粉噴嘴是送粉系統的一個重要組成部分,直接影響熔覆成形的質量和精度。由于近幾年激光快速成形技術的發展,國內外對同軸送粉噴嘴進行了大量的研究工作[2-5]。而旁軸送粉噴嘴適合于2D熔覆,可以通過機床的線性運動和輔助軸的旋轉運動實現平板和螺旋狀熔覆,主要應用于軋輥、軸類等零件的表面處理和修復,實際應用相當廣泛。現行大部分工礦企業旁軸送粉噴嘴結構設計較為簡單,如圖1 所示,冷卻不到位、送粉口與激光不能實現快速精確的匹配、對送粉傾斜角度沒有足夠的重視,嚴重影響激光熔覆的生產效率和效果,造成粉末的不必要浪費,所以有必要對其進行相應的改進。
本文介紹了一種可以快速實現送粉位置與激光的精確匹配,又能對送粉噴嘴進行必要的水冷,且能同步確定送粉噴嘴傾斜角度的裝置。

圖1 傳統的旁軸送粉噴嘴裝置
2 新型旁軸送粉噴嘴裝置的原理及組成
新型旁軸送粉噴嘴的示意圖如圖2 所示。其中聯結塊1通過螺栓與熔覆頭連接,萬向節2與聯接塊1 亦通過螺紋聯接,可以較為方便的實現安裝和拆卸,萬向節2可以通過緊固螺栓3實現不同高度、方向上的擺動與定位,以適應不同工件位置熔覆的需要。

圖2 新型旁軸送粉噴嘴示意圖
如圖3所示,發光二極管1與送粉管2通過螺紋連接,二極管的電源為安裝在機床控制柜上的5 V電源,可以實現與導引紅光的同步開關,指引方向與送粉方向一致。送粉管端口對稱分布四個入粉口以保證送粉的均勻性。送粉管上有臺階和螺紋,用于和水冷套的緊密配合。噴嘴3 與送粉管螺紋聯接,可以根據需要自由更換不同孔徑的噴嘴。
再 者,如圖4 所示,水冷套3 與固定架2緊固配合,可以同步對固定架進行相應冷卻,數顯傾角儀1 通過其底部的強力磁鐵吸附在固定架上保持與送粉管軸向平行,以水平或者垂直方向為參考,可以實時同步顯示送粉管傾斜方向,便于對熔覆過程進行精確掌控。

圖3 發光二極管與送粉管的放大圖

圖4 水冷套與數顯傾角儀的放大圖
3 實驗驗證
采用新型旁軸送粉噴嘴進行單層多道熔覆實驗研究,基材為15 mm的45鋼板,粉末采用Ni60合金粉末。實驗設備包括4 kW光纖激光器、進口熔覆頭,精密單筒送粉器和KUKA 機械手。激光功率為2.8 kW,掃描速度為0.6 m/min,送粉量為15 g/min,離焦量為30 mm,對應焦斑直徑為4 mm,搭接率為30%,對應的熔覆效果如圖5 所示。可以看出,使用新型送粉噴嘴的熔覆層表面光亮、均勻,表面無裂紋,可以充分說明在熔覆過程中送粉較為穩定,對熔覆層表面的保護效果較好,粉末的利用率亦有所提高。
進行多道熔覆過程中激光的反射會導致送粉噴嘴溫度較高,由于缺乏冷卻模塊,傳統的噴嘴在進行3~4道熔覆后需要進行必要的手動降溫措施才可以繼續進行實驗,連續性較差。
另外,由于旁軸送粉時不確定粉末與基材接觸位置是否與激光重合,需要進行多次的調試。本文中的新型送粉噴嘴裝置配備同步水冷裝置,可以實現對噴嘴進行冷卻,而與粉末同軸的導引光則可以同步顯示粉末與基體材料的接觸點有利于快速確定是否與激光重合,所以大大提高了效率。
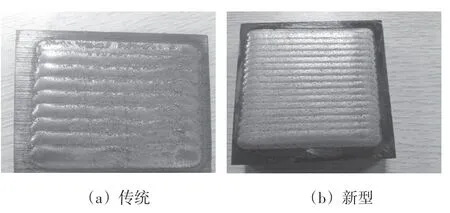
圖5 傳統與新型送粉噴嘴熔覆效果
4 結論
本文研制了一種新型的旁軸送粉噴嘴裝置。該送粉裝置配備有冷卻模塊、同軸導引光和傾角顯示儀器,可以快速方便的確定粉末是否與激光重合,同步顯示噴嘴的傾斜角度,有利于提高粉末的利用率。通過試驗反復驗證,該裝置在高功率長時間工作過程中本身的溫度基本保持在常溫水平,可以滿足工業化要求。
[1]彭如恕,于連玉,石世宏.激光熔覆涂層在多種載荷下的力學行為分析[J].機械工程材料,2005,29(1):52-55.
[2]郁玲玲,石世宏,狄科云.基于光內同軸送粉技術的激光熔覆斜壁堆積成形研究[J].激光與紅外,2009,39(3):264-266.
[3]張正偉,楊武雄,陳凱,等.激光熔覆快速成形技術送粉噴嘴的研制[J].激光雜志,2007,28(1):79-80.
[4]Guijun Bi.,Schürmann Bert.,Gasser Andres.et al.Development and qualification of a novel laser-cladding head with integrated sensors [J].International Journal of Machine Tools and Manufacture,2007,47(3):555-561.
[5]朱銀鋒,王云山,楊洗陳,等.用于激光快速制造的三維送粉頭的設計[J].應用激光,2005,25(1):13-16.
