全自動塑料片材中心收卷機機械系統設計
2013-06-06 04:33:38葉鎮波羅慶青鄭建雄
機電工程技術 2013年6期
葉鎮波,羅慶青,鄭建雄
(1.廣東達誠機械有限公司,廣東汕頭 515061;2.汕頭市機械工程學會,廣東汕頭 515000)
0 前言
全自動塑料片材中心收卷機主要應用于擠出塑料片材的收卷,使成卷的片材適合在氣壓熱成型機、印刷機等設備上進行再加工。由于其能適合較厚片材的自動換卷、自動化程度高等優點,今后將在塑料擠出片材設備上得到廣泛的應用。
根據材料的分類,厚度0.25 mm 以下的統稱為薄膜,厚度0.25 mm~2.5 mm 之間的統稱為片材,厚度2.5 mm以上的統稱為板材[1]。由于板材厚度比較厚,難以卷繞成卷,所以沒有成卷的包裝方式;成卷包裝方式,主要應用于片材及薄膜的加工上。
我國全自動塑料片材中心收卷機生產廠家很少,主要采用鋸齒式砍刀快速砍斷,只適合于0.3mm 以下厚度的片材或者薄膜的收卷,普通的收卷機一般都采用力矩電機傳動、人工手動切斷換卷的方式加工片材,目前國內未見到用于較厚片材的全自動塑料片材中心收卷機的相關報道。
全自動塑料片材中心收卷機采用換卷工位自動切換、速度張力控制、飛刀切割、自動卷片等,有效保證換卷過程中,片材的工位自動切換、飛刀切斷、自動貼片、線速度同步、自動收卷等,從而滿足片材的自動換卷過程。采用PLC程序控制、觸摸屏操作,自動化程度高。國內一些比較有影響力的塑料片材加工廠已經定購了配套有全自動塑料片材中心收卷機的片材生產線,并且正常運轉2年多,創造了良好的經濟效益。
1 全自動塑料片材中心收卷機的工作原理
全自動塑料片材中心收卷機是塑料片材擠出生產線的重要設備之一,其工作原理如圖1所示。
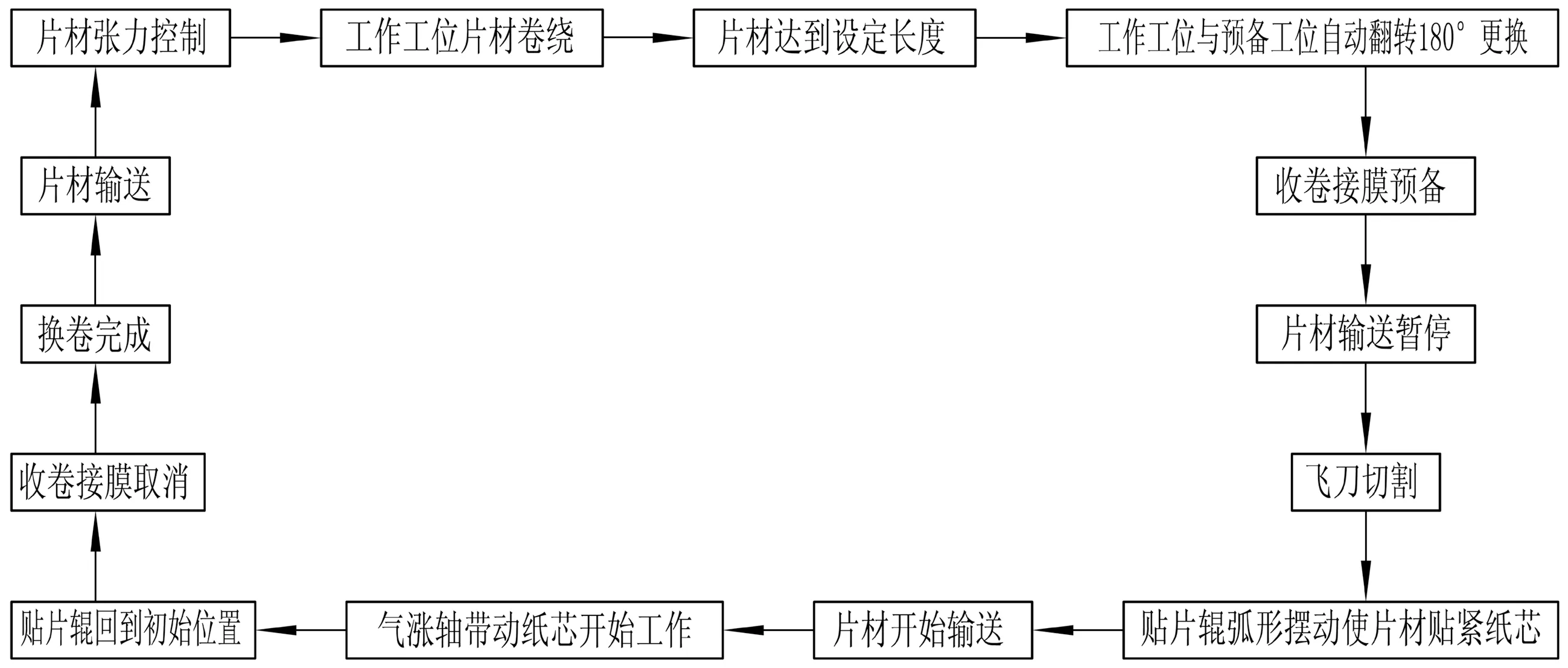
圖1 全自動塑料片材中心收卷機工作原理圖
正常工作情況下,一個工位處于工作狀態,另一個處于預備狀態,當片材卷繞長度達到設定長度時,翻轉電機啟動,帶動轉盤順時針旋轉,當轉盤上的微動開關接觸塊碰到行程開關后,輸出信號,指示翻轉電機停止,此時預備工位來到了工作位置,準備開始工作;接著接膜裝置上的收卷接膜氣缸伸出,使接膜裝置處于預備工作狀態,此時氣缸上的磁性感應開關會輸出一個信號,提示可以進行下一個動作,同時也提示在此狀況下,轉盤不允許旋轉。
換卷時,收卷前的牽引電機暫停工作,使片材輸送暫時停止,無桿氣缸動作,帶動切刀完成飛刀切割動作,當切刀無桿氣缸工作到預定位置,把片切斷后,此時接觸到一個行程開關,輸出一個信號,提示貼片輥擺動氣缸可開始動作,使貼片輥弧形擺動,將片材貼緊在紙芯上,此時擺動氣缸輸出一個信號,指示收卷前的牽引電機開始緩慢啟動,同時工作位置上的空卷氣漲軸帶動紙芯也開始緩慢啟動。延時到設定時間后,貼片輥氣缸伸出,使貼片輥回到初始位置,此時氣缸上的磁性感應開關會輸出一個信號,使收卷接膜氣缸縮回,使整個接膜裝置回到初始位置。當接膜裝置回到初始位置后,此時氣缸上的磁性感應開關會輸出一個信號,提示可以進行下一個動作,同時轉盤也可以旋轉,此時切刀無桿氣缸開始動作,使其回到原來的初始位置,同時,壓輥擺氣缸也工作,使壓輥回到初始位置。此時整個換卷的動作完成。由于采用無桿氣缸,通過采用大缸徑及加大氣壓等,使鋒利的切刀可以切斷較厚的片材,有效地解決了鋸齒式砍刀無法砍斷的問題,從而實現了片材的自動換卷。
2 全自動塑料片材中心收卷機機械系統各部件設計
2.1 結構組成
圖2為全自動塑料片材中心收卷機的結構簡圖。該機主要由料軸機構部分、收卷翻轉架部分、支撐底架部分、傳動機構部分、導片部分、收卷張力輥部分、收卷接膜部分、電氣控制部分等組成。

圖2 全自動塑料片材中心收卷機結構簡圖
2.2 料軸機構部分設計
為了確保收卷平整,料軸機械采用一端定位,另一端通過方形連接,以傳輸動力。當需要將氣漲軸卸出時,將活動套上的固定螺栓擰松,然后將活動套往兩端移動,從而使氣漲軸可以吊離,實現卸卷等操作。圖3 為料軸機構部分簡圖,其中1 為同步帶輪,2 為固定螺栓,3 為活動套,4為氣漲軸,5為紙芯。
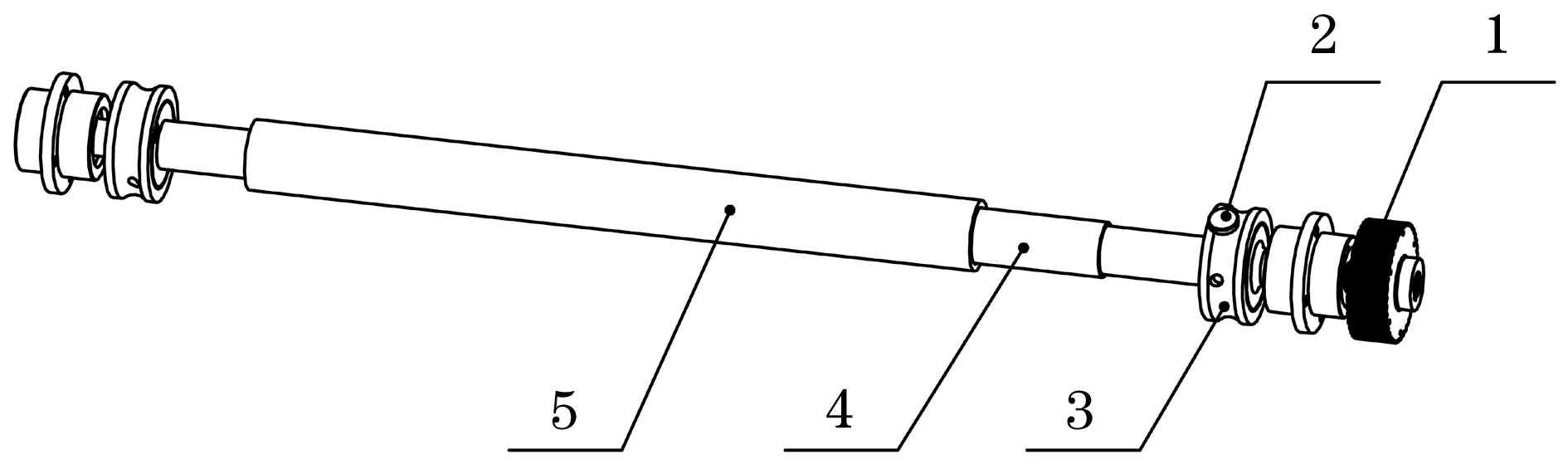
圖3 料軸機構部分簡圖
2.3 收卷翻轉架部分設計
收卷翻轉架部分如圖4 所示,主要由翻轉齒輪1,導片鋁導輥2,支撐管3,壁板4,傳動齒輪5 等組成。翻轉齒輪采用大模數設計,以滿足大扭矩旋轉要求,與其相配合的齒輪采用低齒數,從而形成一級減速作用,配合翻轉減速電機的輸出轉速,以確保在翻轉過程中,線速度小于前面牽引的線速度,避免出現片材因為拉扯,而導致片材跑偏,收卷不整齊的現象;導片鋁導輥主要起到翻轉時,片材不會刮到支撐管而使片材表面刮花;傳動齒輪采用雙齒結構,確保翻轉過程中動力的傳輸。
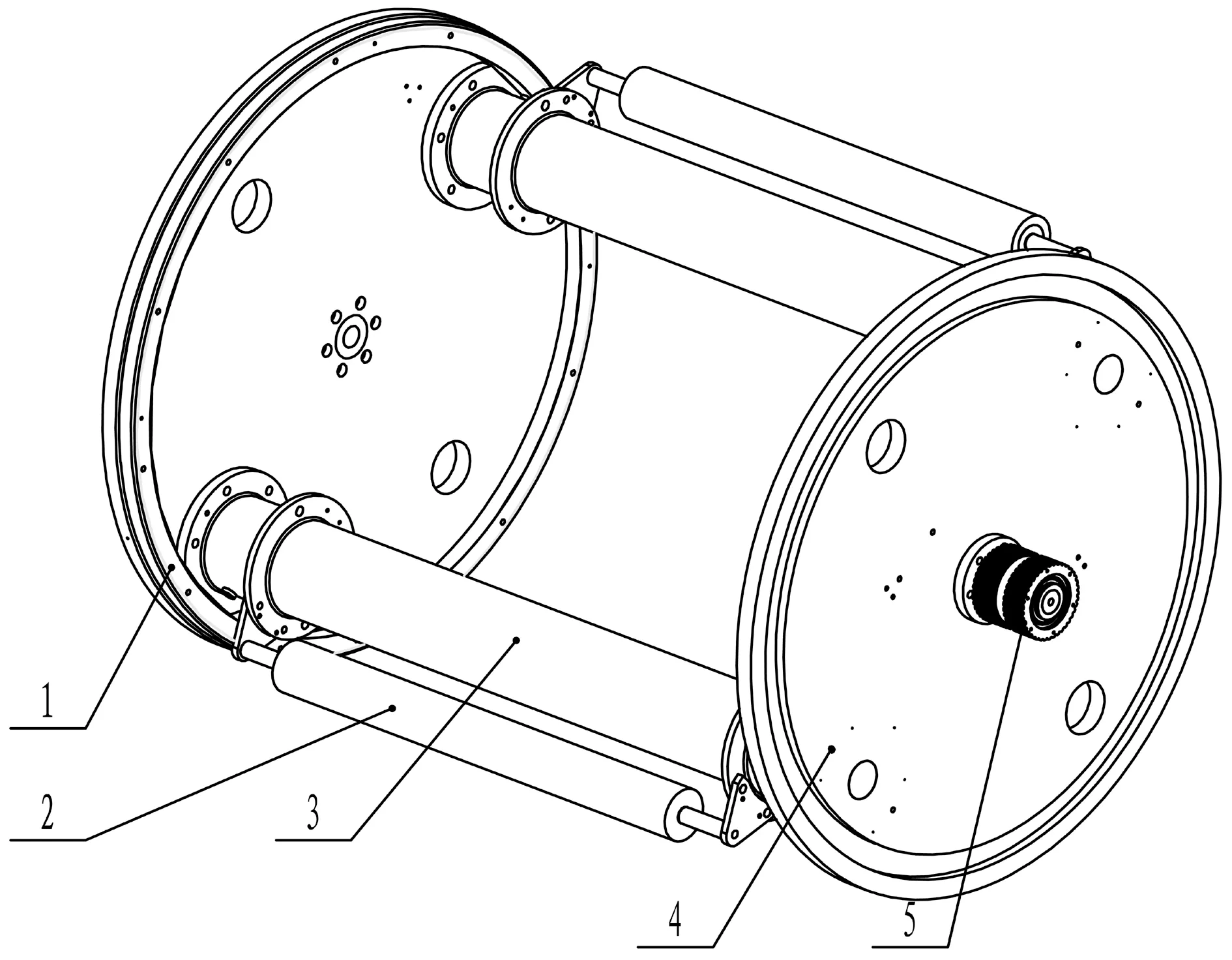
圖4 收卷翻轉架部分簡圖
2.4 支撐底架部分設計
支撐底架部分如圖5 所示,主要是由翻轉減速電機1,壁板2,翻轉齒輪3,加強板4,底架5,機腳6,減速機安裝座7 等組成。翻轉減速電機與翻轉齒輪直聯,翻轉時,通過翻轉齒輪帶動收卷翻轉架上的大齒輪進行轉動;減速機安裝座用于固定收卷氣漲軸的傳動減速電機;壁板上通過安裝配對的徑向及軸向軸承,用于支撐整個翻轉架,使其能平穩地旋轉在上面;機腳通過與底架的連接,利用螺栓進行平衡調節,以確保整體的水平,從而有效保證收卷不發生兩端松緊不一的現象,進而影響收卷的質量。
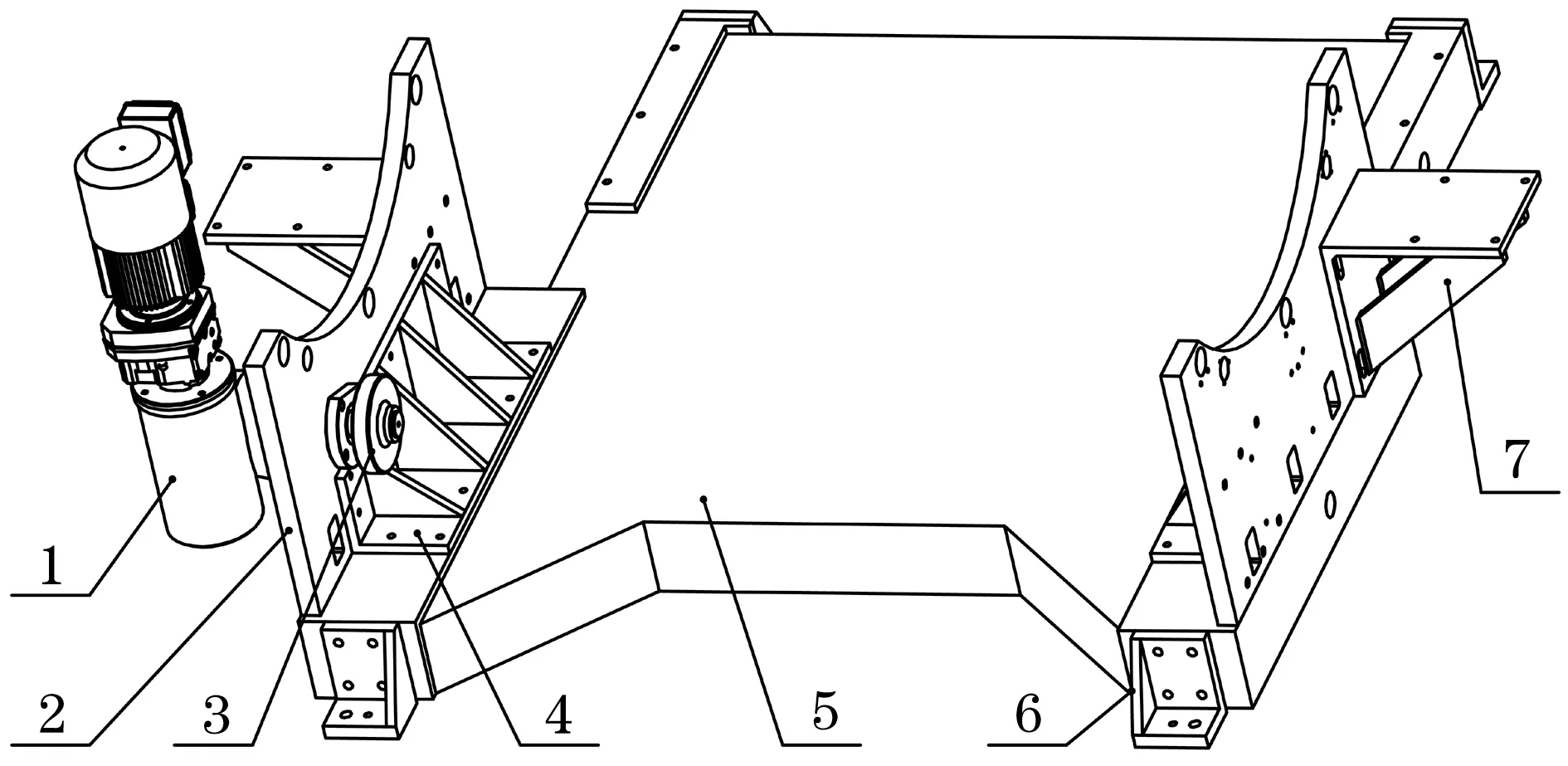
圖5 支撐底架部分簡圖
2.5 傳動機構部分設計
傳動機構部分如圖6 所示,主要是由傳動減速電機1,一級張緊裝置2,同步帶3,傳動齒輪4,二級張緊裝置5,同步帶輪6 等組成。傳動減速電機采用螺旋傘齒輪減速箱與變頻電機直聯,通過變頻器進行速度調整及控制,通過同步帶輪二級傳動,將動力傳輸到料軸機構;由于傳動齒輪采用雙齒輪結構,可以使得料軸機構繞著傳動齒輪的中心進行自由轉動,實現料軸的翻轉與動力傳輸的同步進行[2]。

圖6 傳動機構部分簡圖
2.6 收卷張力輥部分設計
收卷張力部分如圖7 所示,主要是由低摩擦摩片氣缸1,擺臂2,鋁導輥3,支撐軸4,擺動軸5,帶座軸承6等組成。外部氣源通過電氣比例閥進入低摩擦摩片氣缸,從而使穿過鋁導輥的片材得到一個反作用力,當收卷線速度與牽引的線速度同步時,氣缸的推力與片材的張力相等,當片材的張力大于氣缸的推力時,此時鋁導輥擺動,同時通過齒輪傳動將信號傳輸到PLC 進行收卷速度的調整,以達到片材張力與氣缸推力平衡,最終實現片材的恒張力收卷[3]。
2.7 收卷接膜部分設計

圖7 收卷張力輥部分簡圖
收卷接膜部分如圖8 所示,主要是由收卷接膜擺動氣缸1,帶座軸承2,擺動軸3,貼片輥擺動氣缸4,壓輥擺動氣缸5,支撐軸6,壓輥7,無桿氣缸8,切刀9,貼片輥10,貼片輥安裝板11等組成。此部分為整個自動換卷的關鍵,氣缸都需帶有磁性開關,以確保一個動作完成后,及時將信號傳輸,以便進行下一個動作。無桿氣缸通過接近開關反饋動作完成情況,同時排氣口裝有快速排氣閥,以實現快速切割動作的完成。

圖8 收卷接膜部分簡圖
2.8 機械系統總裝
圖9 為全自動塑料片材中心收卷機樣機。整個機械部分采用模塊式設計,分部分組裝。整個機器加工和安裝有以下幾個關鍵點。
片材在穿片時,需保證進入張力輥與出張力輥的角度一樣,以保證張力的平衡。
接膜裝置擺動氣缸伸出時,需保證接膜裝置上的壓合膠輥與收卷氣漲軸上的紙芯保持一定距離,以使壓合膠輥的擺動氣缸伸出時,使壓合膠輥能壓緊紙芯。
貼片輥初始位置,需保證無桿氣缸上的切刀中心,與片材厚度的中心在一條直線上,以確保飛刀切割時,不會出現拉扯,而產生片材切不斷的現象。
貼片輥工作時,需保證弧形擺動到終點時,與紙芯貼緊,以確保片材與紙芯緊密貼合。
翻轉架上的微動開關觸動塊及行程開關,安裝時需保證當翻轉架停止時,兩條氣漲軸在同一個水平面上。

圖9 全自動塑料片材中心收卷機樣機
3 系統實驗
在片材擠出機連線生產后,連續完成了0.5 mm、1 mm、1.5 mm、2.0 mm等不同厚度片材的收卷及換卷過程,在20次的換卷過程中,都很好的實現片材的自動切割、自動搭片,整個過程動作流暢、片材切口平整,成卷的片材,外觀平整、端面誤差小于1 mm。各項性能指標達到了設計要求。
4 結論
設計的全自動塑料片材中心收卷機結構合理、自動化程度高、操作簡易,可以進行推廣使用。
經過了用戶2 年多的連續使用,該機運行良好、自動換卷順利、自動化程度高,各項性能指標都達到了設計要求。
[1]姚祝平.塑料擠出成型工藝與制品缺陷處理[M].北京:化學工業出版社,2005.
[2]《機械設計手冊》編委會.機械設計手冊[M].北京:機械工業出版社,2004.
[3](德)F.漢森主編.郭奕崇譯.塑料擠出技術[M].北京:中國輕工業出版社,2001.
