一起鍋爐煙管漏水質量事故的分析及解決辦法
2013-06-06 04:34:12黃為贊
機電工程技術 2013年6期
戴 曦,黃為贊
(廣州天鹿鍋爐有限公司,廣東廣州 510931)
0 前言
筆者公司生產的一臺型號為WNS6-1.25-Q的鍋殼式燃氣蒸汽鍋爐,于2011年12月銷往西北地區,2012 年1 月完成安裝,在進行水壓試驗驗收的過程中,發現后管板右側與管板相連接的煙管端共有五處漏水,如圖1所示。

圖1 WNS6-1.25-Q鍋爐水壓試驗現場煙管漏水圖片
如圖2 所示,在用戶現場發生漏水的煙管端共有五處(序號1~5 加黑煙管),位于后管板右側,全部為長煙管(即第三回程煙管)。
鍋爐拉回制造廠重新進行檢測、評估,再次水壓試驗時,發現漏水的煙管端增加至八處。新增的三處同樣位于后管板,一根分布在右側,另外兩根分布在左側(圖2 序號之⑥~⑧)。
對于此類煙管漏水的現象,不少科學文獻作過詳細的分析,總結原因大概有如下幾種:
(1)焊接咬邊缺陷;
(2)環境驟冷驟熱產生的復雜應力作用;
圖2 漏水煙管分布圖
(3)焊接參數不合適引起過大的焊接殘余應力[1]。
本文針對管板的焊縫形式、殘余應力引發的冷裂紋、煙管撓度過大導致運輸途中產生“撓動”交變應力作用等缺陷的形成機理進行分析,提出煙管擾度過大導致運輸途中煙管產生震動、擾動,形成交變應力作用于角焊縫根部,最終導致煙管開裂的觀點,提出了增加煙管支撐以減少擾動變形的解決辦法。
1 缺陷現象分析
鍋爐使用的煙管為低中壓鍋爐用無縫鋼管20(GB3087-2008),規格為? 51X3。
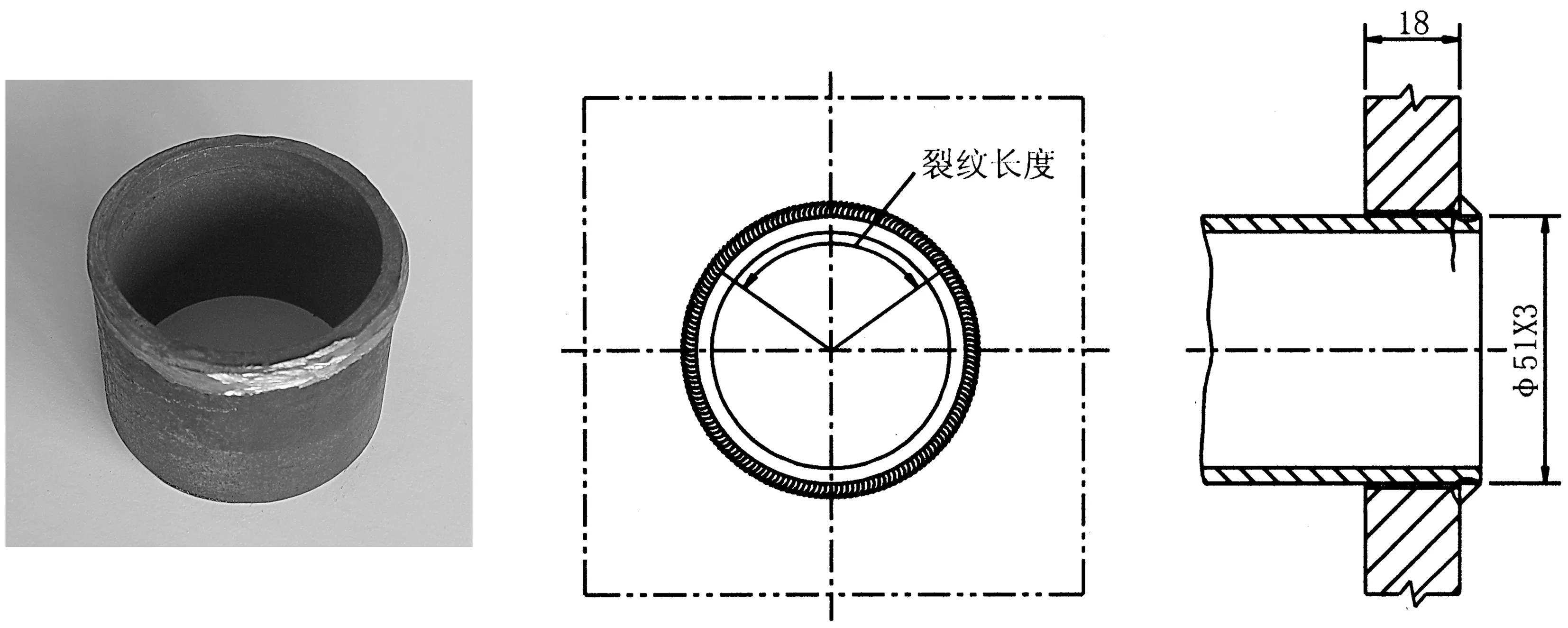
圖3 煙管開裂位置示意圖
采用機械方法將漏水的煙管從鍋爐本體取下來,在開裂部位取樣,對裂紋形狀及焊縫兩側的母材進行金相分析,并對開裂煙管重新進行化學成份檢測和物理性能試驗。
將裂口試樣放在40×倍的顯微鏡下觀察,如圖4 所示。從圖片上看,角焊縫的根部形成一個尖角缺口,裂口剛好位于尖角處,在焊縫熔合線上。裂口無氧化、過燒等跡象。整條裂紋位于管子上部,由頂點向兩側延伸,裂紋的長度約占管子圓周長度的三分之一左右,為貫穿性開裂。
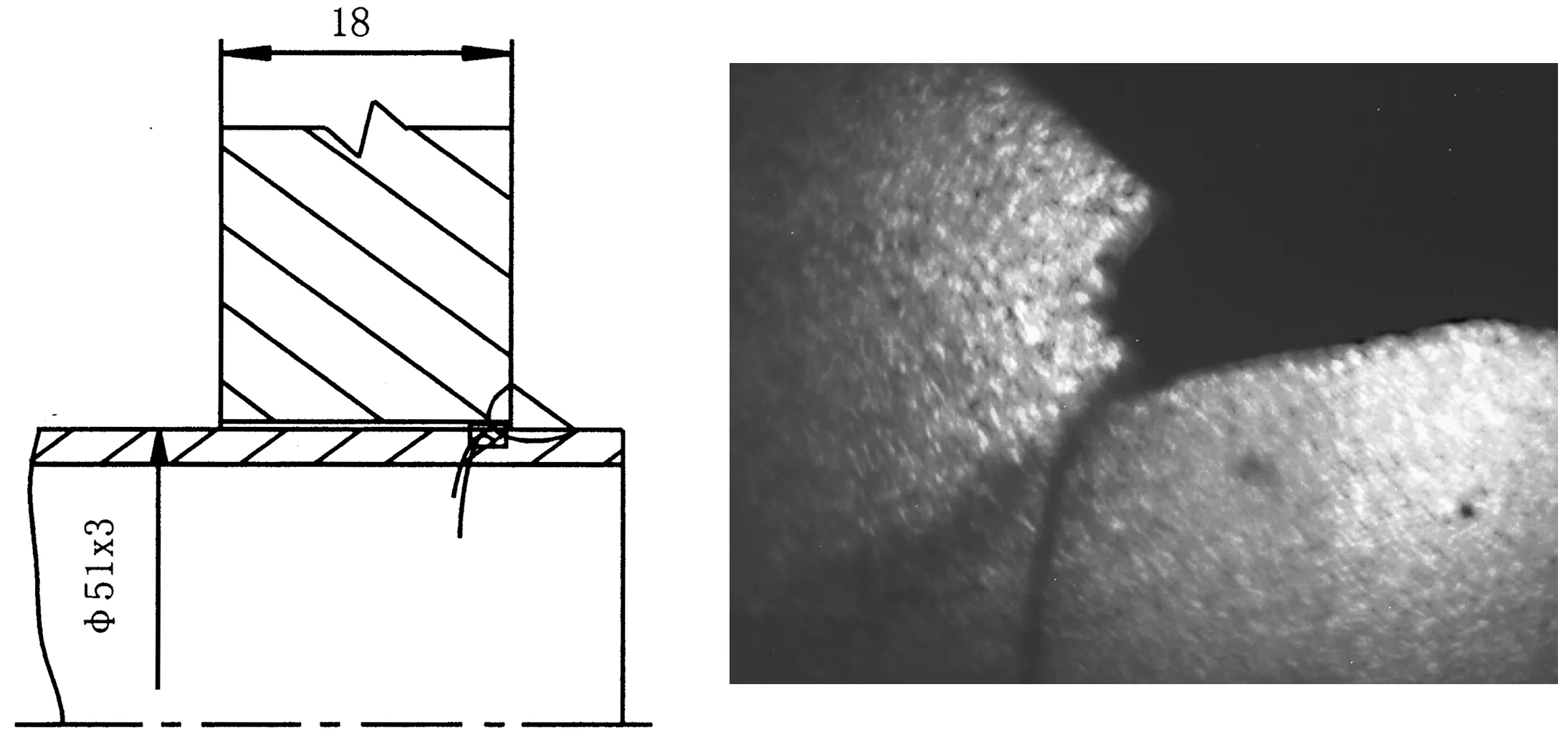
圖4 裂口試樣40×圖片
圖5“100×倍微觀金相組織圖”顯示,焊縫組織為鐵素體+珠光體+貝氏體,熱影響區組織為鐵素體+珠光體+貝氏體,平均晶粒度為3.5級,焊縫(熔合區、熱影響區等)沒有產生馬氏體等危險組織,組織晶粒度在合格范圍之內。
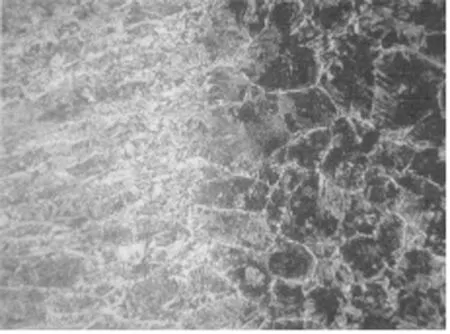
圖5 100×倍微觀金相組織圖
按照GB3087-2008《低中壓鍋爐用無縫鋼管》、JB/T3375-2002《鍋爐用料入廠驗收規則》等標準的規定,對開裂煙管重新進行化學成份和物理性能檢驗(重新復驗委托第三方專業檢測機構實施)。
表1、表2 的檢驗結果表明,煙管材質符合GB3087-2008《低中壓鍋爐用無縫鋼管》標準的要求。
通過對缺陷的多方面分析,認為:
(1)煙管端漏水缺陷是由貫穿性裂紋所致;
表1 煙管化學成份分析(煙管溯源編號:11G-160)
表2 煙管的物理性能檢測(煙管溯源編號:11G-160)
(2)裂紋的屬性為冷裂紋,其形成和擴展的時間是在廠內水壓試驗后至用戶現場安裝完畢的時間段內;
(3)裂紋形成的原因跟煙管材質因素無直接關聯,如母材(煙管)塑性不達標,或者焊接材料不符合,等等,可以排除在致裂因素之外;
(4)焊接工藝參數的影響(如焊接線能量偏大等)不是裂紋形成的主因。
2 煙管裂紋缺陷的原因分析
2.1 冷裂紋的形成條件
煙管因為在管板角焊縫熔合線上形成了貫穿性的冷裂紋而致漏。
冷裂紋通常在焊接接頭冷卻到100 ℃以下或在室溫下形成,它可能發生在焊縫金屬內,但更多的是在焊接接頭的熱影響區內產生。冷裂紋的產生主要與三個因素有關:焊縫金屬及熱影響區的淬硬組織(如馬氏體)的形成;焊縫金屬在焊接過程中氫的吸收和擴散;焊接接頭的拘束應力作用[2]。
一般認為,焊接接頭應力集中最嚴重的地方(如焊縫熔合線、咬邊缺陷等部位),也是擴散氫含量最高的地方,應力集中部位擴散氫的集聚是促使焊接冷裂紋形成的重要因素之一。
對于管板角接接頭,采用不同的焊縫形式將產生不同的應力集中效應。如果管孔不開坡口,管板角接接頭的焊縫形式為角焊縫,煙管側焊縫的根部將形成尖角狀,應力集中效應嚴重。如果管孔開坡口,焊縫形式為對接焊縫+角焊縫的混合焊縫,焊縫與母材(煙管)的過渡較平緩,能有效地緩解應力集中效應,如圖6所示。
由于鍋殼式鍋爐后管板的換熱煙溫較低,與煙管的連接普遍采用了角焊縫形式(即管孔不開坡口),煙管側焊縫根部存在嚴重的應力集中效應,是產生冷裂紋的危險區域。
2.2 殘余內應力的作用
管板角焊縫的拘束應力包括焊接殘余應力、外加負荷等等,拘束應力還可能來自于管板加工過程的殘余應力。
管板成形的加工工藝一般有兩種:冷旋壓+熱沖孔成形工藝;熱沖壓一次成形工藝。采用熱沖壓一次成形的管板一般不再單獨進行退火處理。
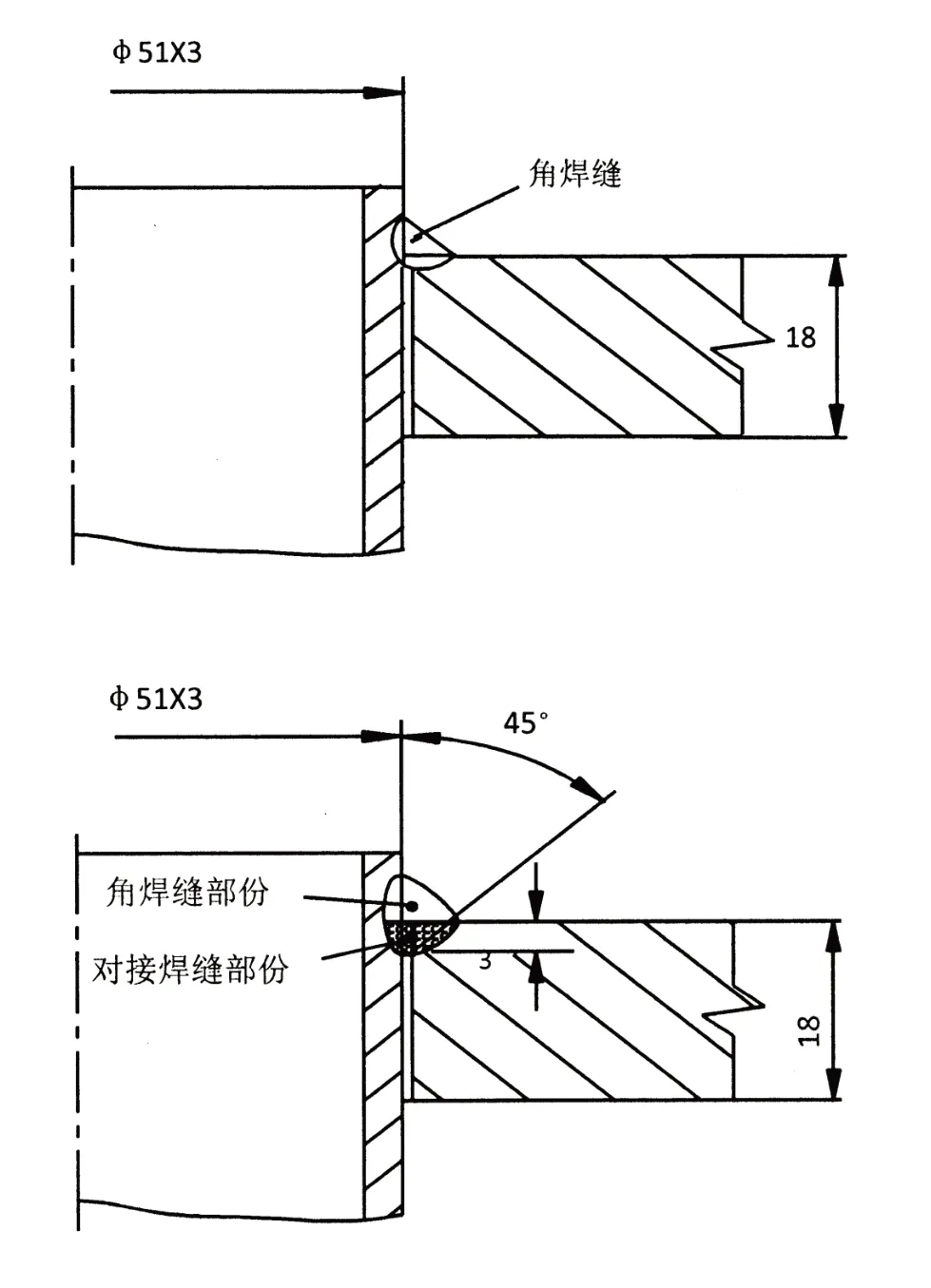
圖6 管板角接接頭的兩種焊縫形式
成形后的管板,尤其是采用冷旋壓(冷成形)工藝加工的管板,內部積累了大量的內應力。采用熱沖壓成形的管板,按照GB/T25198-2010《壓力容器封頭》的要求,“當終壓溫度超過350 ℃并隨后空冷時,可免于單獨進行退火處理[3]”,但是,管板成形后一般都需要進行矯正,如果矯正方法不當(比如冷壓強力矯正),也會導致在管板內部產生新的內應力。如果管板成形后不再進行退火處理,在特殊的條件下,殘余內應力的作用導致管板朝外(或朝內)發生變形,這種變形會對聯系其中的管板角焊縫施加剪切、拉伸作用力,從而導致焊縫的應力集中部位(比如熔合線)發生開裂。
但是,不能由此推斷出管板殘余應力是冷裂紋產生的主要原因。
在殘余應力釋放的作用下,焊縫受到剪切應力,而煙管(母材)受到拉應力,剪切應力作用下的焊縫更容易產生疲勞開裂。也就是說,如果管板殘余應力是致裂的主因,那么必然存在部分沿焊縫開裂的裂紋,而不是全部在煙管母材上發生開裂。
2.3 煙管撓度過大在運輸途中產生撓變作用力的影響
WNS6-1.25-YQ 鍋爐的長煙管規格為:? 51 mm×3 mm,L =4 611 mm,短煙管規格為:? 51 mm×3 mm,L=3 760 mm。煙管兩端與管板采用焊接連接,中間沒有支撐。
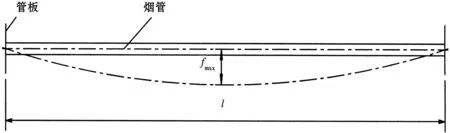
圖7 煙管擾度變形示意圖
如圖7,煙管撓度的計算公式[4]:

其中:fmax——最大撓度(mm);
l——中心長度(mm);
q——均布載荷(kg/cm);
E——彈性模量;
J——截面慣性矩(cm4)。
對于管子,Dn≥40時,f≤1.5/m。據此估算,在靜載荷下,長煙管的擾度在6~10 mm之間[5]。
如果在運輸鍋爐的過程中路面顛簸嚴重,煙管受到震動的影響,其撓度大大增加。
平時可以注意到,在吊裝鍋爐時會聽到爐內煙管的相互碰撞和震動聲。
據此推斷,鍋爐在運輸顛簸比較嚴重的時候,煙管的撓度位移量會達到25 mm以上。
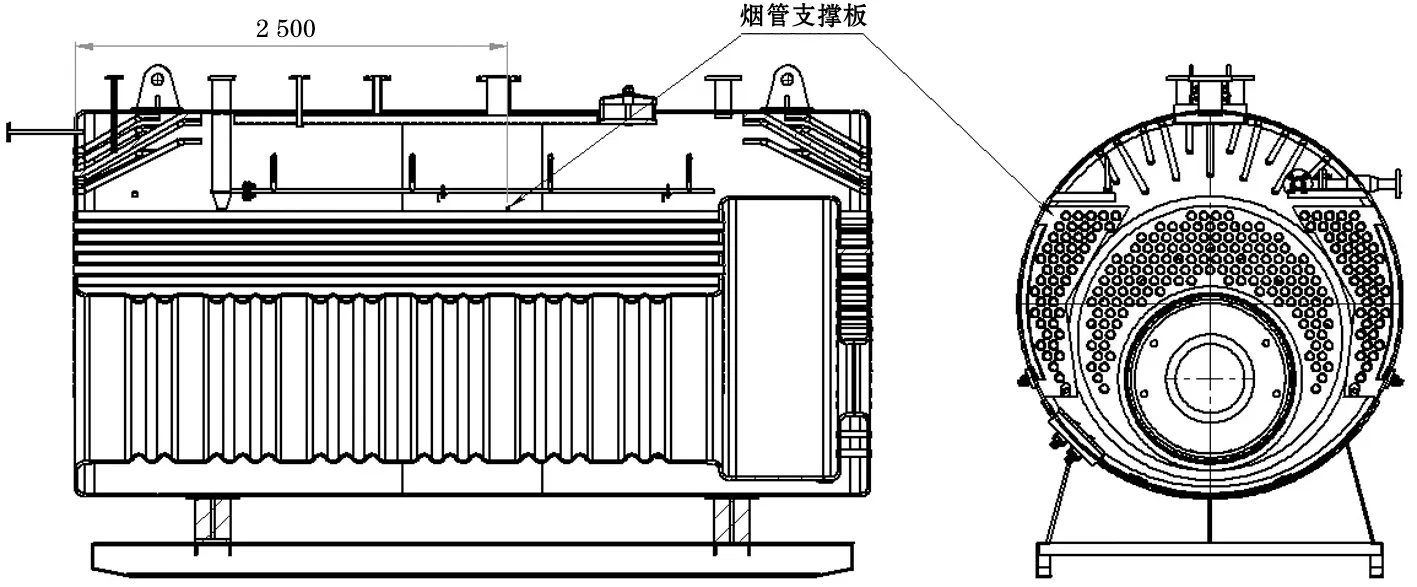
圖8 煙管支撐示意圖
長時間的運輸顛簸,再加上較大的撓度,長煙管上下撓動變形所產生的交變作用力作用于煙管端的角焊縫處。角焊縫根部熔合線的應力集中嚴重,熔合區晶粒粗大,力學性能(塑性、韌性等)稍差,在交變作用力與應力集中效應的共同作用下,此薄弱環節最先開裂。在撓動所形成的交變應力持續作用下,裂口不斷延伸、擴展,直至穿透管壁。
該鍋爐拉回制造廠后,漏水的煙管增加了三處,說明運輸過程跟煙管開裂有必然的聯系。
3 結論
根據以上的分析認為,煙管撓度過大是引起煙管開裂的主要原因,而煙管角焊縫根部的應力集中部位則成為裂紋源。
為了減少甚至杜絕此類煙管漏水質量事故,建議從以下幾個方面加以改進。
(1)減少煙管的撓度
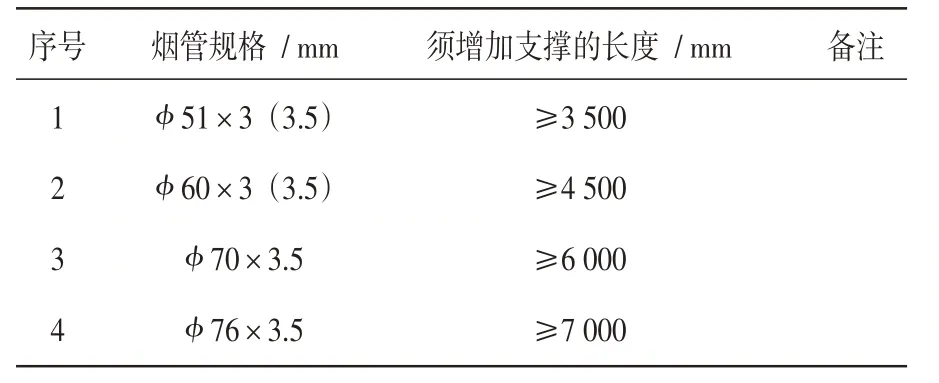
表3 建議增加支撐的煙管長度范圍
根據撓度計算公式:fmax=5ql4/(384EJ),隨著煙管長度的增加,撓度明顯增加;撓度與煙管的截面慣性矩成反比。因此,可以通過在煙管中間增加支撐點的辦法來有效減少煙管的撓度(如圖8)。短煙管或者外徑較大的煙管,撓度較小,其撓動變形量不足以對焊縫形成破壞作用。
對不同規格的煙管,規定了一個需要增加支撐的長度范圍,如表3 所示。
(2)對管板角接接頭采用“對接焊縫+角焊縫”的混合焊縫形式,即在管孔上開焊接坡口,以改良角焊縫根部熔合線的尖角形狀,減緩應力集中效應。
(3)對于整裝鍋爐的吊裝及長途運輸,尤其是在路況顛簸的情況下,顛簸震動對煙管產生的撓動作用力使管板角焊縫形成冷裂紋的風險大為增加。所以,鍋爐的捆綁固定、減震、路況選擇、車速限制等裝運過程的控制措施應被列入鍋爐產品質量控制的環節。
(4)減少管板加工后的殘余應力,建議在管板成形后,進行消除應力退火處理。
(5)在工藝上要求建立低氫的焊接環境,比如選用低氫型焊接材料,注意清除坡口邊緣母材表面的油污和水分,按要求嚴格烘干焊條,等等。
[1]余笑楓.WNS 燃氣熱水鍋爐管口裂紋的原因及對策[J].工業鍋爐,2004(1):51-54.
[2]陳裕川.鋼制壓力容器焊接工藝[M].北京:機械工業出版社,2007.
[3]GB/T25198-2010 壓力容器封頭[S].
[4]蘇翼林.材料力學[M].北京:高等教育出版社,1979.
[5]李之光.鍋爐強度計算標準應用手冊[M].北京:中國標準出版社,1999.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
