淺析三倍節距鏈條的焊接特點及用材*
2013-06-09 12:34:02劉仁臣
機械研究與應用 2013年5期
劉仁臣
(長春東北輸送設備制造有限公司,吉林長春 130000)
淺析三倍節距鏈條的焊接特點及用材*
劉仁臣
(長春東北輸送設備制造有限公司,吉林長春 130000)
從結構角度分析了三倍節距鏈條焊接的特點以及焊接困難的原因,闡述了現階段各種常用材料的優缺點,對改進生產給出了一些建議,并對三倍節距鏈條的質量要求提出了自己的觀點。
三倍節距;環鏈;焊接;選材
1 引言
圓環鏈是一種常見的機械,在各行各業均有應用,具體包括船用的錨鏈、運輸用的捆綁鏈條、伐木用的鏈條、鍋爐用的除渣鏈條以及各種提升設備使用的吊裝鏈條等,其中用量較大的是煤礦生產刮板輸送機所使用的輸送鏈條。雖然各類鏈條的外形相似,但是在各個國家和各個行業中有著不同的鏈條標準,其中比較權威的是德國的DIN22252-1993鏈條標準和國際ISO610-1990鏈條標準,國內使用的是我國自行制定的 GB/T12718-2009礦用鏈條標準以及 GB/ T549-1996船用錨鏈標準。
標準的差別導致了鏈條性能級別以及尺寸規格的不同。特別是經常使用的3倍節距80級的鏈條,該鏈條屬于非標鏈條,是生產中的難點,具體表現為焊接質量不佳。由于該鏈條節距短、質量級別要求高,因此使用常規的加工辦法和原材料無法滿足要求。各廠家在這種鏈條的生產方法上也找不到很好的理論支撐,都是在實踐中摸索生產,質量一直無法保持穩定,破斷負荷達不到80級別要求,極易在焊口出現如圖1所示的光平斷裂現象。筆者針對這種鏈條的加工特點進行分析。
2 焊接特點
通常情況下,標準節距鏈環的節距為3.5 d以上(d為鏈環用材直徑),例如13×80、18×64、22×86等,而三倍節距是指鏈環節距正好是鏈環直徑的三倍,例如:16×48、18×54、22×66、26×78、30×90等。由于三倍節距鏈環的節距屬于非標節距范疇,在焊接過程中因為鏈環環臂短會導致該位置電阻變小,造成環背分流增大,使焊口的溫度梯度增大,熱影響區域變寬,使焊接溫度無法很好的保存在焊接區域,因此很難建立起合適的焊口溫度。
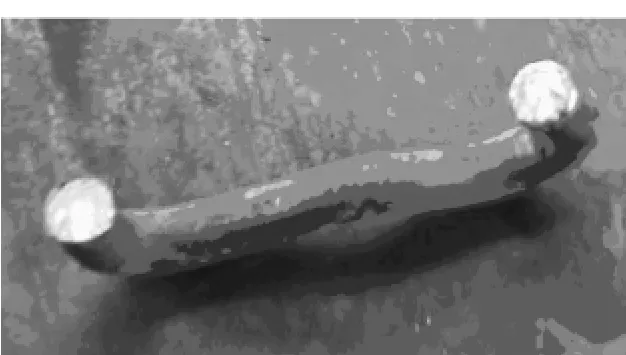
圖1 光平斷裂現象
在實際生產中,Φ16以下的鏈環通常采用電阻焊接,電阻焊接的特點是焊接時間短、速度快、效率高,只適用于小直徑鏈條焊接;Φ18以上的鏈環則采用閃光對焊,其中閃光、燒化和頂鍛過程通常是由機械控制(凸輪驅動),由于三倍節距鏈環的結構特點,導致在頂鍛的瞬間焊口的溫度無法達到預期的溫度(通常焊口溫度要達到2 500℃),勢必產生冷頂鍛,因此就不可避免的產生了焊口表面光平的斷裂現象,焊口質量無法滿足標準要求,而且斷環基本上都是在焊口處斷裂,破斷負荷也達不到標準要求。因為三倍節距固有存在的焊接弱點,導致焊接質量一直是很難徹底解決的難題。
此外,由于焊接接頭本身就不牢固,再加上環臂短,回彈力增大,在焊后接頭還沒有完全牢固的情況下,很容易產生焊口表面組織的酥松,這也是造成三倍節距鏈環焊接接頭質量不好的第二大因素。
3 改進措施
(1)選擇正確的焊接加工手段。隨著焊接工藝的發展,焊接設備控制手段已經從簡單的凸輪實現焊接程序發展到電液程序控制,液壓伺服進給來實現焊接設備程序,從而可以隨意調整燒化時間、燒化速度、燒化量、頂鍛時間、頂鍛速度、頂鍛量、有電頂鍛時間和無電頂鍛時間及焊接電流[1]。這些參數的匹配選擇最終可以滿足焊口溫度和頂鍛量的匹配,實現良好的焊接接頭,實現適合條件的焊接溫度梯度,滿足各種鏈條的焊接。
(2)增加三倍節距鏈環焊接保壓時間。相比常規鏈條增加三倍節距鏈環的保壓時間,以避免因回彈而產生焊口疏松。
(3)選擇正確的鏈環加工材料。通常非礦用產品鏈環材料都選用20Mn2材料或25MnV材料,礦用產品選擇25MnV或23MnVB材料,20Mn2材料綜合機械性能較差可以彌補25MnV焊接性不好的弱點,既能滿足焊接性能又能滿足綜合機械性能的材料可選23MnVB,該材料含碳量在0.20~0.25之間,機械性能和焊接性能又不低于25MnV。是生產高級別鏈條的良好選材。
非煤礦圓環鏈常規用料20Mn2和25MnV材料的特點:20Mn2的含碳量為0.17~0.23,材料的焊接性能比較好,韌性也較好,但熱處理后的綜合機械性能要差一些。
25MnV的含碳量為0.21~0.28,材料的焊接性能比較差,特別是含碳量處于上限時,焊接性能差的特點就更為顯得突出。但該材料熱處理后綜合機械性能比較好,是可以滿足較高一級鏈條的使用材料。
4 材料選擇
20Mn2材料盡管焊接性能比較好,可彌補一些三倍節距焊接過程中的弱點,但由該材料的合金元素含量所定,熱處理后的綜合機械能是無法滿足高級別鏈條要求的。由于80級鏈條和礦用高強度圓環鏈C級標準是等同的,而20Mn2材料的性能無法滿足這個標準的,因此只能作為40級和礦用圓環鏈B級以下鏈條生產。
25MnV材料屬于高強度鏈條鋼之列,是可滿足高級別鏈條加工的,熱處理后的綜合機械性能較好,但該材料的弱點恰好彌補不了三倍節距鏈條焊接的缺點,所以也適應不了三倍節距鏈條的用材。這也是我們在生產實踐中發現20Mn2材料在三倍節距鏈條應用中要優于25MnV材料的根本原因。
在三倍節距鏈條80級生產中,20Mn2和25MnV材料能勉強生產Φ16以下規格鏈條,對于大規格三陪節距鏈條雖然偶爾的可以達到80級,但絕對是不穩定的且無法保證質量[2]。
近幾年來,國外和國內(撫順鋼廠、興城鋼廠、上海寶鋼)幾家鋼廠又研制出了優質的鏈條鋼材料23MnNiMoCr54,這種材料是實現最高強度級別鏈條的材料,廣泛應用于礦用鏈條的生產,它有優質的焊接性能和韌性、又具備高強度的綜合機械性能[3],是可實現生產80級以上和高強度礦用圓環鏈最高級別的D級材料。特別是德國薩斯特特種鋼廠和德國喬治馬林鋼廠生產的23MnNiMoCr54材料,各種合金元素含量穩定,含碳量控制在0.22~0.26,熱處理后綜合機械能比較高。是生產大規格各個行業要求的高級別鏈條的專用材料。當然國外生產的這種特殊材料供貨周期長、鋼價格昂貴,是國產同樣牌號材料價格的1~2倍。
由此可見加工不同行業用的鏈條,加工不同級別的鏈條以及加工不同節距的鏈條,都要通過科學的分析,不但要選擇合適的焊接設備和焊接控制方式,更要選擇合適的材料和合適的加工工藝參數,方能滿足質量標準的要求和經濟指標要求。
5 結語
在我國大大小小的鏈條生產廠有上千家,都采取各自不同的工藝方式,有電阻焊、閃光對焊;有冷編冷焊、熱編熱焊、熱編冷焊不同工藝加工方式,要根據鏈條的用途,規格大小,級別要求來選擇。通常規格小于Φ16 mm的選擇電阻焊和冷編冷焊工藝,規格大于Φ18mm的選擇閃光對焊和冷編冷焊工藝,規格大于Φ26 mm的選擇閃光對焊及熱編冷焊或熱編熱焊工藝,這些選擇的原則是要滿足標準上的質量要求。因為不管哪個行業用,都屬安全件,決不能忽視焊口質量,焊口質量是第一要素,也是安全的需要,因此設備的選擇、工藝的選擇以及材料的選擇是至關重要的保證鏈條質量的三大要素。特別是特殊要求鏈條,比如三倍節距鏈條更要遵守這三大要素,缺一不可,哪怕是提高生產成本,也不可偷工減料,方能保證質量要求。
[1] 李華敏,于廷偉,宋協春.焊接鏈條鏈輪的改進[J].科技成果縱橫,2009(1):74.
[2] 竇連福,蘭英斌,劉建華,等.20Mn2鋼鏈條焊接裂紋產生原因及預防[J].物理測試,1994(3):41-43.
[3] 宛 農,周立新,雷應華.23MnNiMoCr54鏈條鋼回火特性的數值模擬[J].煤礦機械,2004(6):74-75.
Brief Analysis of the Characteristics and Material Selection for Triple Pitch Welding
LIU Ren-chen
(Changchun Northeast Transportation Machine Making Co.,Ltd,Changchun Jilin 130000,China)
In this paper,triple pitch chain are analyzed from the points of view of the welding structure characteristics and difficult welding reason.The advantages and disadvantages of all kinds of common used materials in recent time are introduced,some suggestions are given to improve the production,and some own views is put forward on triple pitch chain quality requirement.
triple pitch;chain;welding;material selection
TG47
A
1007-4414(2013)05-0044-02
2013-07-27
劉仁臣(1957-),男,吉林松原人,工程師,主要從事礦用高強度圓環鏈開發研究工作。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
中國軍轉民(2017年6期)2018-01-31 02:22:28
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
汽車零部件(2014年11期)2014-09-18 11:57:16
